v54) УСТАНОВКА ПЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ
I
Изобретение относится к металлургии, koHKpeTHO - к иепрерьшной разливке ме.таллов и сплавов.
.Известно устройство для непрерьтного литья загЪтовок чЛерной длины, в котором предусмотрены специальные разделительные шайбы с отверстием в средней части, которые периодически вводят в жидкий металл, находящийся в кристаллизаторе fl.
Однако данное устройство не может быть использовано для получения полых заготовок, ввод шайб под струю вызывает разбрызгивание металла, не гарантируется получение заготовок заданной длины.
Наиболее близким к предлагаемому является устройство для непрерывной отливки фасонньрс изделий, вьшолненноё в виде оправки, на которую через один насажены диски и колыш, разделяющие отливаемые детали и формирующие их внутреннюю полость. Оправку устанавливают между валками-кристаллизатора-
зАГОТсеок
ми. .и при погружении ее в ванну жидкого металла вокруг нее формируется соответствующая отливка 2.
Оцнако при использовании известного устройства исключена возможность дополнительного питанш в процессе затвердевания отливки, и , следовательно, не может быть обеспечена компенсация усадки и необходимая плотность отливки.
10
Цель -изобретения - получение качественных полых заготовок мерной длины.
Поставленная цель достигается тем, что в установке для непрерьтного литья полых заготовок, содержащей оправку,
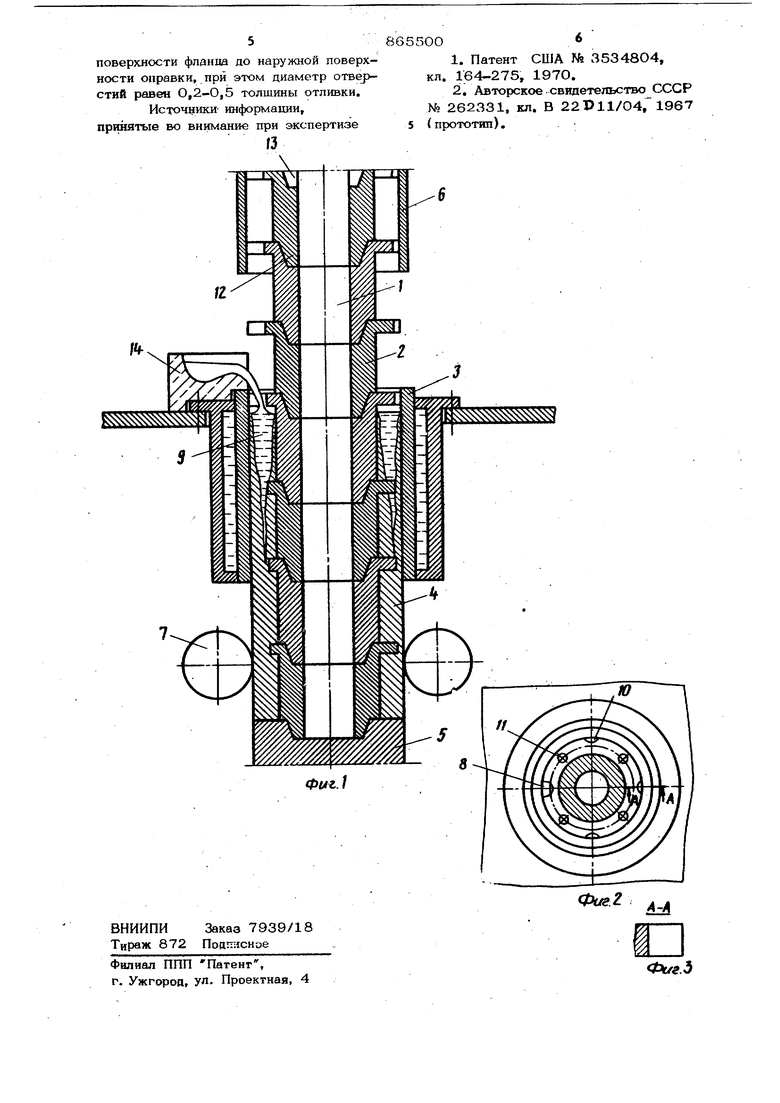
IS собранную из сборных элементов и установленную в проходной кристаллизатор, направляющее и заливочное устройства, сборньте элементы оправки выполнены с фланцами, толщина которых сос20тавляет О,2-2,0 толщинь отливки, полностью перекрывающими поперечное сечение кристаллизатора, причем каждый фланец имеет одну или несколько симметрично расположенных прорезей, выполненных на глубину 0,2-1,0 толшины Отливки, а сечение каждой прорези составляет .1,0-5,О сечений струи металла, подаваемого в полость кристаллизатора. Кроме того, на внешней стороне каждого фланца выполнены одна или несколь ко (Симметрично расположенных вертикаль ных проточек, глубиной 0,1-0,5 толщины отливки, а во фланцах выполнены сквозные вертикальные отверстия, оси которых расположены на расстоянии 0,5-0,75 ра стояния от наружной поверхности фланца до наружной поверхности оправки, при этом диаметр отверстий равен О,2-О,5 толщины отливки. На фиг. 1 показана установка, общий вид, в разрезе; на фиг. 2 - то же, вид сверху; на фиг. 3 - сечение А-А на фиг. 2. Установка содержит оправку 1, состоящую из элементов 2 с флан1щми, которую вводят в кристаллизатор 3 для оформления полости отливки, 4, заправку 5, на которой закреплена оправка, напра вляющее устройство б и валки 7 для вытягивания заготовки. Прорези 8 во фланце оправки 1 предназначены для непрерьшной подачи струи жидкого металла при заполнении полости 9 кристаллизатора 3, проточки 10 - для связки отливок между собой, а от верстия 11 - для питания нижележащих отливок жидким металлом. Каждый эле 1мекг 2 на одном торце имеет выступ 12, а на противоположном - впадину 13 для сборки оправки. Уст ройство работает следующим образом. Заправку 5 вводят в полость кристал лизатора 3 на уровень верхнего торца его или на 5О-10О мм ниже. На заправ ку П устанавливают собранную оправку 1 или собранный блок элементов 2 или отдельный элемент 2, соединяя их через выступ 12 и впацину 13. Сборку элементов 2 и установку их в К15исталлизатор 3 производят таким образом, чтобы прюрези 8 ряс полагались в месте исте-i чения с;труи металла из заливочного уст ройства 14. Затравку 5 с оправкой 1 перемещают вниз на 0,2-О,5 (высоты кристаллизатора и через заливочное уст ройств о 14 подают металл в рабочую полость 9 кристаллизатора 3. После затвердевания металла на затравке начинают процесс выт51гивания отливок 4. 04 В процессе вытягивания фланцы элементов 2 после/ювательно перекрывают полость 9 кристаллизатора 3 и разделяют затвердевающие отливки 4. На выходе из крис- таллизатора 3 отливки 4 легко отделяют ударным приспособлением. Наличие во фланцах разделяющих заготовки, прорезей для подачи металла в полость кристаллизатора, дает возможность получать мерные заготовки в любом проходном кристаллизаторе скольжения без создания промежуточной ванны жидкого металла. Кроме того, эти прорези способствуют последовательному направленному затвердеванию каждой от ливки, связьюая их между собой. Прорези для подачи металла и отверстия, через которые осуществляется питание затверндевающих нижележащих отливок способст- . вуют предупреждению появления усадочных раковин и пористости в отливках, что значительно улучшает их качество. Формула изобретения 1.Установка для непрерывного литья полых заготовок, содержащая оправку, собранную из сборных элементов и устано вленную впроходном кристаллизаторе, направляющее и заливочное устройства, отличающаяся тем, что, с целью получения качественных полых заготовок мерной длины, сборные элементы оправки вьшолнены с фланш- ми, толщина которых составляет О,22,0 толщины отливки, полностью перекрывающими поперечное сечение кристаллизатора, причем каждый фланец имеет одну или несколько с ргммётрично распбложенньис прорезей, выполнеиньсс на глубину О,2-1,О толщины отливки, а сечение каждой прорези составляет 1,О-5,О сечений струи металла, подаваемого в полость кристаллизатора. 2.Установка по п. 1, о т л и ч а ю щ а я с я тем, что, с целью обеспечения связки между отливками в процессе вытягивания, на йнешней стороне каждого фланца выполнены одна или несколько симметрично расположенмьк вертикальных проточек, глубиной 0,1-0,5 толщины отливки. 3.Установка по п. 1, о т л и ч а ю щ а я с я тем, что, с целью обеспечения питания затвердевающих отливок жидким металлом, во фланцах выполнены сквозные вертикальные отверстия, оси которых расположены на расстоянии О,5-О,75 расстояния от наружной
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для непрерывного литья мерных полых цилиндрических заготовок | 1980 |
|
SU933214A1 |
| Установка для непрерывного литья полых заготовок | 1987 |
|
SU1560379A1 |
| Устройство для определения фронта затвердевания непрерывно-литого полого слитка | 1986 |
|
SU1364389A1 |
| ОДТЕНТНО-ШНИЧЕСКА* _ БИБЛИОТЕКА | 1972 |
|
SU341590A1 |
| Установка для непрерывного литья заготовок | 1974 |
|
SU566673A1 |
| Способ получения камнелитых полых изделий | 1983 |
|
SU1184687A1 |
| Роторная установка непрерывной разливки стали | 1988 |
|
SU1616769A1 |
| Установка для непрерывного литья полых заготовок | 1988 |
|
SU1574352A1 |
| МАШИНА НЕПРЕРЫВНОГО ЛИТЬЯ СЛЯБОВЫХ ЗАГОТОВОК С ДВУХСТОРОННИМ ВЫТЯГИВАНИЕМ | 2002 |
|
RU2252107C2 |
| Установка для непрерывного литья полых заготовок типа втулок | 1980 |
|
SU899250A1 |
