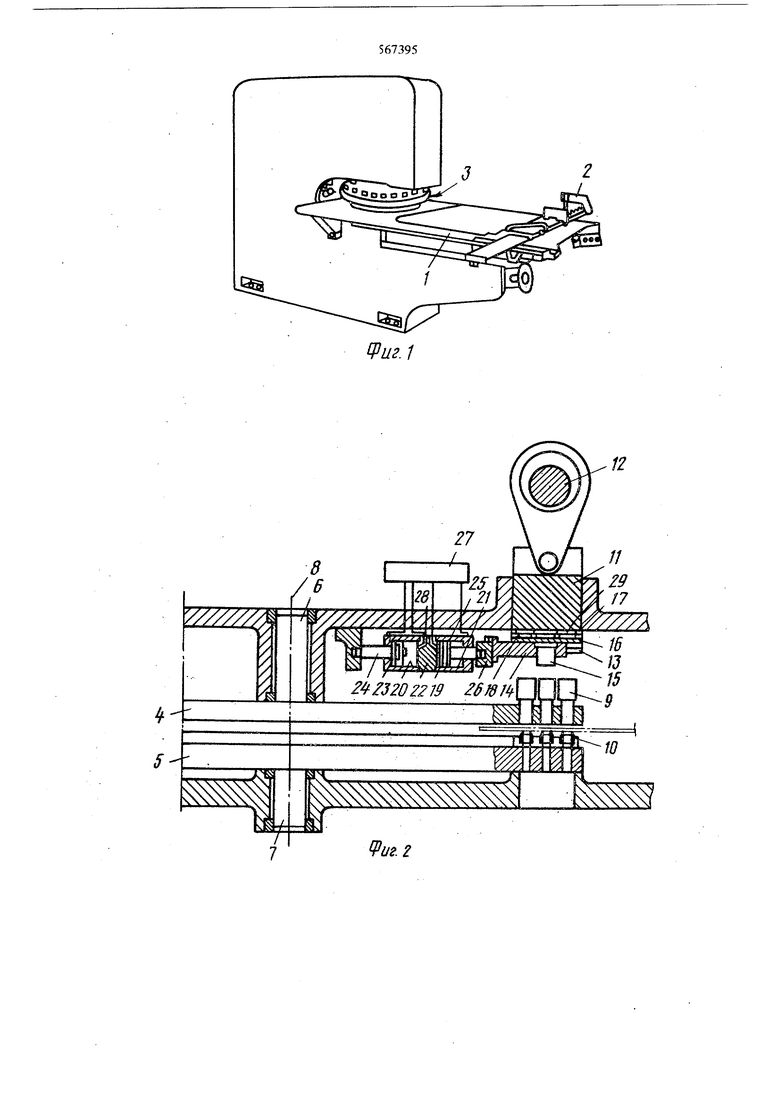
диске 4 установлены пуансоны 9. Часть из них установлена радиальными рядами по окружностям А, В и С, Небольшие пуансоны могут быть установлены по окружности С, а более крупные пуансоны - по окружности В.
На нижнем револьверном диске 5 установлены матрицы 10.
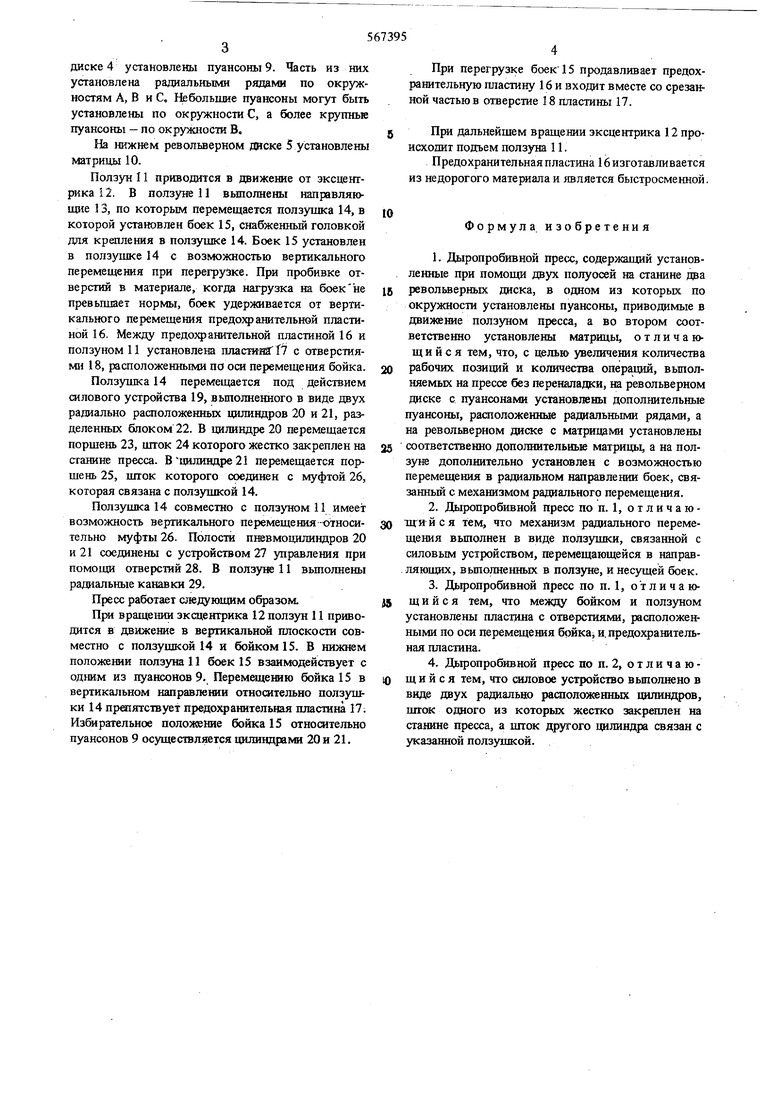
Ползун 11 приводятся в движение от эксцентрика 12. В ползуне 11 выполнены направляющие 13, по которым перемещается ползушка 14, в которой установлен боек 15, снабженный головкой для крепления в ползущке 14. Боек 15 установлен в ползушке 14 с возможностью вертикального перемещения при перегрузке. При пробивке отверстий в материале, когда нагрузка на боек не превьшиет нормы, боек удерживается от вертикального перемещения предо фанительной пластиной 16. Между предогфанительной пластиной 16 и ползуном И установлена пластшйГТ с отверстиями 18, расположенными по оси перемещения бойка.
Ползущка 14 перемещается под действием силового устройства 19, выполненного в виде двух радаально расположенных цилиндров 20 и 21, раздепекньк блок ом 22. В цилиндре 20 перемещается порщень 23, щток 24 которого жестко закреплен на сганине пресса. Вцилиндре 21 перемещается поршень 25, щток которого соединен с муфтой 26, которая связана с ползущкой 14.
Полззаика 14 совместно о ползуном И имеет возможность вертикального перемещения -относительно муфты 26. Полости пнввмоцилиндров 20 и 21 соединены с устройством 27 управления при помощи отверстий 28. В ползуне 11 вьшолнены радаальные канавки 29.
Пресс работает следующим образом.
Прт вращении зксцешрика 12 ползун 11 приводится в движение в вертикальней плоскости совместно с ползущкой 14 и бойком 15. В нижнем положении ползуна 11 боек 15 взаимодействует с одним из пуансонов 9. Перемоцению бойка 15 в вертикальном направлении относительно ползушки 14 препятствует предохранительная пластина 17. Изй1рательное положение бойка 15 относительно пуансонов 9 осуществляется цилиндрами 20 и 21.
При перегрузке боек 15 продавливает предохранительную пластину 16 и входит вместе со срезанной частью в отверстие 18 пластины 17.
При дальнейщем вращении зксцентрика 12 происходит подьем ползуна 11.
Предохранительная пластина 16 изготавливается из недорогого материала и шляется быстросменной.
Формула изобретения
1.Дыропробивной прете, содержащий установленные при помощи двух полуосей на станине два револьверных диска, в одном из которьк по окружности установлены пуансоны, приводимые в движение ползуном пресса, а во втором соответственно установлены матрицы, отличающийся тем, что, с целью увеличения количества рабочих позиций и колич гства операций, вьшолняемьк на прессе без переналадки, на револьверном диске с пуансонами установлены дополнительные
пуансоны, расположенные радиальными рядами, а на револьверном диосе с матриизми установлены соответственно дополнительные матрицы, а на ползуне дополнительно установлен с возможностью перемещения в радиальном направлении боек, связанный с механизмом радиального перемещения.
2.Дыропробивной пресс по п. 1, о т л и ч а ю тцигйся тем, что механизм радиального перемещения вьшолнен в виде ползушки, связанной с силовым устройством, перемещающейся в направляющих, выполненных в ползуне, и несущей боек.
3.Дьфопробивной пресс по п. 1, отличающийся тем, что между бойком и ползуном
установлены пластана с отверстиями, расположенными по оси перемещения брйка и. предохранительная пластина.
4.Дыропробивной пресс по п. 2, отличающийся тем, что силовое устройство выполнено в виде двух радиалью рашоложенных цилиндров, щток одного из которых жестко закреплен на станине пресса, а шток другого цилиндра связан с Заказанной полззошсой.
fPu2.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Дыропробивной многопозиционный пресс | 1988 |
|
SU1507590A1 |
| Дыропробивной пресс | 1972 |
|
SU493061A3 |
| Штамп-автомат для выдавливания пустотелых деталей | 1975 |
|
SU557846A1 |
| Пресс для последовательной штамповки | 1968 |
|
SU290637A1 |
| Пресс-автомат для прессования изделий из металлического порошка | 1975 |
|
SU521146A1 |
| Устройство для смены инструментов на дыропробивном прессе | 1987 |
|
SU1642948A3 |
| Устройство для перфорирования и отрезки ленты или полосы из эластичного материала П-образного профиля | 1986 |
|
SU1428503A1 |
| Штамп-автомат для выдавливания пустотелых деталей типа накидных гаек | 1975 |
|
SU549213A1 |
| "Устройство для смены инструмента | 1978 |
|
SU682316A1 |
| Многопозиционный холодновысадочный автомат | 1977 |
|
SU733834A1 |
5
Vug. 2
