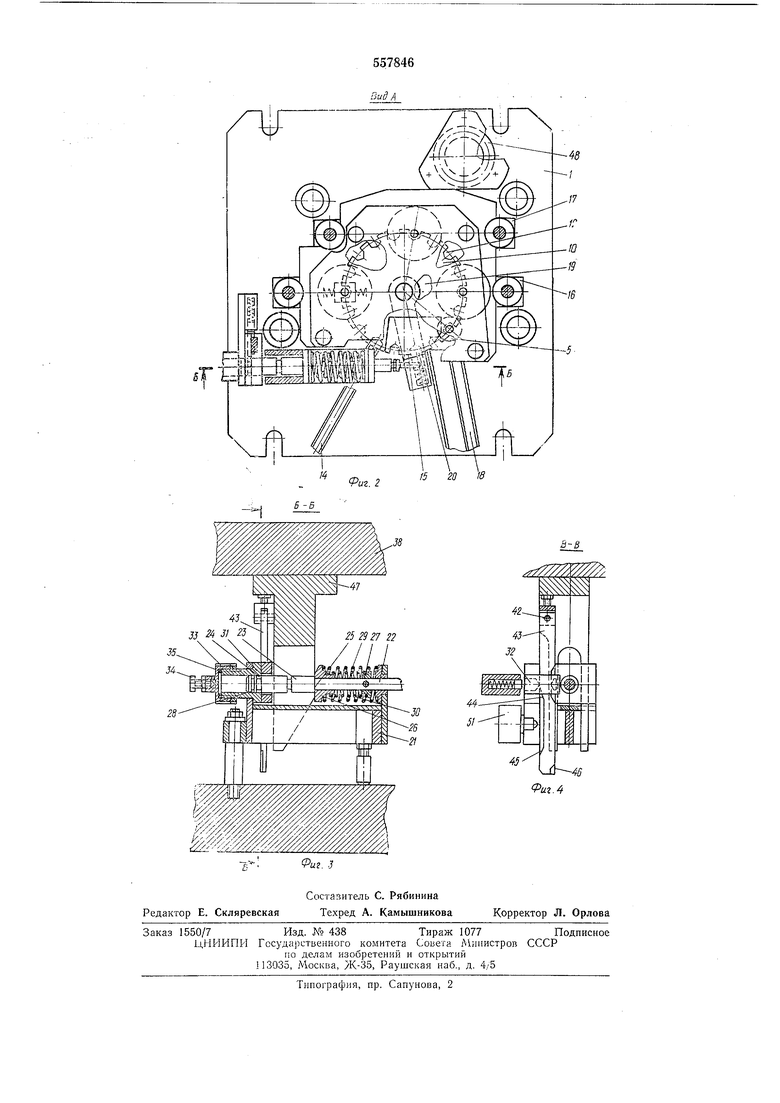
Кроме того, на нижней плите 1 установлены подпрул иненные траверсы 16, 17, выгрузной лоток 18 и поворотный рычаг 19 с подпру киненным сухарем 20, соединенным с приводом иоворота револьверного диска 10.
Привод включает в себя кориус 21, в котором установлен шток 22, выполненный с иазами 26, 24 для фиксации, буртом 25 для ограничения холостого хода при помощи ползушки 26. Шток 22 жестко соединен со втулкой 27 и на нем размещены ползущка 26, уплотнительное кольцо 28 и две пружины - наружная 29 (правой навивки) для рабочего хода и внутренняя 30 (левой навивки) для холостого перемещения штока 22. На буртовой части втулки 31 установлен подпружиненный фиксатор 32, управляющий работой щтока 22, регулируемая гайка 33, отверстие которой совместно с иглой 34 и уплотнительным кольцом 35 щтока 22 образуют воздушный демпфер для предотвращения удара в конце поворота револьверного диска 10.
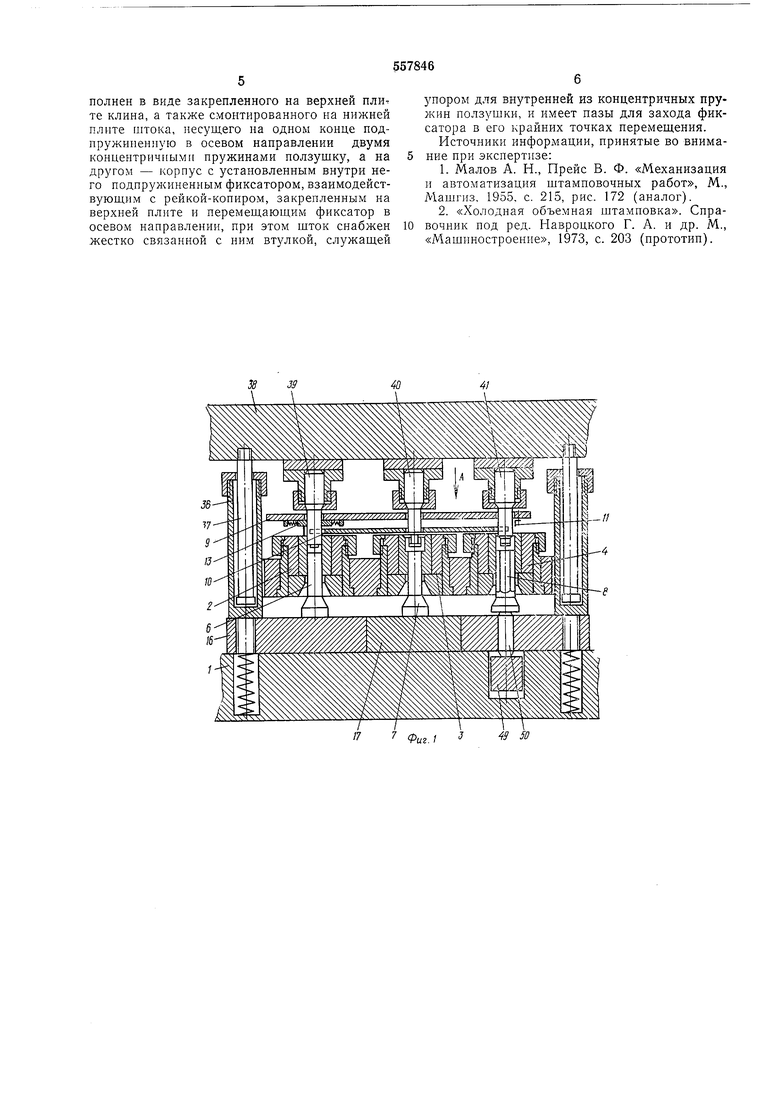
Траверсы 16, 17, предназначенные для выталкивания заготовок через стаканы 36 и тяги 37, соединены с подвижной верхней плитой 38, на которой установлены пуансоны для осадки 39, выдавливания 40, оформления фаски 41.
Кроме того, на верхней плите 38 установлена с возможностью поворота вокруг оси 42 рейка 43, выполненная с наклонными поверхностями 44, 45, 46, а также клин 47, служащий для одновременного сжатия двух пружин 28 и 30 при ходе ползуиа прессавниз.
На нижней плите 1 находится пружина 48, рычаг 49 и толкатель 50, предназначенные для комиенсации разновысокости заготовок при оформлении фаски на деталях. Микропереключатель 51, служащий для аварийной остановки пресса, расположен на корпусе 21.
Штамп-автомат работает следующим образом.
Заготовки из загрузочного лотка 14 поступают под действием собственного веса в пазы 12 револьверного диска 10.
При движеиии ползуна пресса вниз клинфиксатор верхней плиты (на чертеже не показан) выводит подпружиненный сухарь 20 из паза копира 15 и паза 12 револьверного диска 10, фиксируя при этом положеиие револьверного диска 10 относительио рабочих позиций, а клин 47 сжимает наружную 29 и внутреннюю 30 иружины.
В конце хода ползуна пресса вниз рейка 43 наклонной поверхностью 44 выводит подпружиненный фиксатор 32 из паза 23 щтока 22, который под действием внутренней пружины 30 через втулку 27 совершает холостой ход поворотного рычага 19 до упора бурта 25 щтока 22 в ползушку 26, поджатую к клину 47 наружной пружииой 29, которая в это время выполняет роль амортизатора, предотвращая жесткий удар штока 22.
В конце холостого поворота подпружиненный сухарь 20 входит в паз 12 револьверного диска 10, упираясь в копир 15, а подпружиненный фиксатор 32 в начале хода ползуна пресса - вверх по наклонной поверхности 44 в паз штока 22, фиксируя его конечное положение.
Кроме того, в конце хода ползуна пресса вниз пуансоны 39, 40, 41 перемещают заготовки из иазов 12 револьверного диска 10 в матрицы 2, 3, 4, где происходит щтамповка на выталкивателях 6, 7, 8, причем оформление
фаски происходит на пружинном буфере, а пробивка доныщка в пазе револьверного диска 10 на плоскости пробивной матрицы 5.
При движении ползуна пресса вверх клинфиксатор верхней плиты выходит из паза копира 15 и паза 12 револьверного диска 10, который в это время остается зафиксированным подпружиненным сухарем 20, а пуансоны 39, 40, 41 выходят из заготовок при помощи съемника 9.
В случае, если заготовки останутся в матрицах, то в конце хода ползуна пресса вверх нроисходит выталкивание заготовок из матриц 2, 3, 4 в пазы 12 револьверного диска 10 выталкивателями 6, 7, 8.
В конце хода ползуна пресса вверх рейка 43 наклонной поверхностью 45 выводит подпружиненный фиксатор 32 из паза 24 щтока 22, который под действием наружиой пружины 29 через поворотный рычаг 19 и подпружиненный сухарь 20 производит иоворот револьверного диска 10 до упора щтока 22 в регулируемую гайку 33.
В конце поворота револьверного диска 10 подпружиненный сухарь 20 входит в паз 15,
фиксируя положение револьверного диска 10 относительно рабочих нозиций, а подпружиненный фиксатор 32 входит в паз 23 штока 22 в начале хода ползуна пресса вниз по наклонной поверхности 45 рейки 43.
Ползун пресса, не останавливаясь в ВМТ,
движется вниз и по ходу ползуна происходит
контроль конечного положения щтока 22, т. е.
контроль фискации револьверного диска 10.
Если револьверный диск 10 зафиксирован,
ползуи пресса продолжает движение вниз, и далее цикл повторяется в описанном выще порядке, а если к моменту контроля револьверный диск не будет зафиксирован по какимлибо причина.м, т. е. подпружииенный фиксатор 32 не вошел в паз 23 щтока 22, то рейка 43 контактирует наклонной поверхностью 46 с подпружиненным фиксатором 32, новорачивается вокруг оси 42 и, включая микропереключатель 51, который аварийио останавливает пресс, предотвращает поломку щтампа.
Формула изобретення
Штами-автомат для выдавливания пустотелых деталей, содержащий верхнюю и нижнюю плиты с рабочим инструментом, съемник и револьверный диск, связанный через поворотный рычаг со штоком привода, отличающийся тем, что, с целью повышения производительности и надежности его в работе, привод выполней в виде закрепленного на верхней плите клина, а также смонтированного на ннжней плите штока, несущего на одном конце подпружиненную в осевом направлении двумя концентричными пружинами ползушку, а на другом - корпус с установленным внутри него подпрул иненным фиксатором, взаимодействуюш,им с рейкой-копиром, закрепленным на верхней плите и перемещающим фиксатор в осевом направлении, при этом щток снабжен жестко связанной с ним втулкой, служащей
упором для внутренней из концентричных пружин ползушки, и имеет пазы для захода фиксатора в его крайних точках перемещения.
Источники инфор мадии, принятые во вннмание при экспертизе:
1.Малов А. Н., Прейс В. Ф. «Механизация и автоматизация штамповочных работ, М., Машгиз, 1955. с. 215, рис. 172 (аналог).
2.«Холодная объемная штамповка. Справочник под ред. Навроцкого Г. А. и др. М.,
«Машиностроение, 1973, с. 203 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп-автомат для выдавливания пустотелых деталей типа накидных гаек | 1975 |
|
SU549213A1 |
| Штамп | 1980 |
|
SU984609A1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| Грейферное устройство к штампу | 1985 |
|
SU1359043A1 |
| Устройство для обработки участков стенок полых осесимметричных изделий | 1985 |
|
SU1263400A1 |
| Револьверный штамп для изготовления деталей из проволочных заготовок | 1990 |
|
SU1743667A1 |
| Ножницы для резки сортового проката | 1978 |
|
SU795760A2 |
| Устройство к прессу для отбортовки концов трубных заготовок | 1982 |
|
SU1055561A1 |
| МНОГОПОЗИЦИОННЫЙ ПРЕСС | 1992 |
|
RU2013173C1 |
| Автоматическая линия для изготовления трубных деталей | 1987 |
|
SU1669645A1 |
49 50
Фиг. 1
