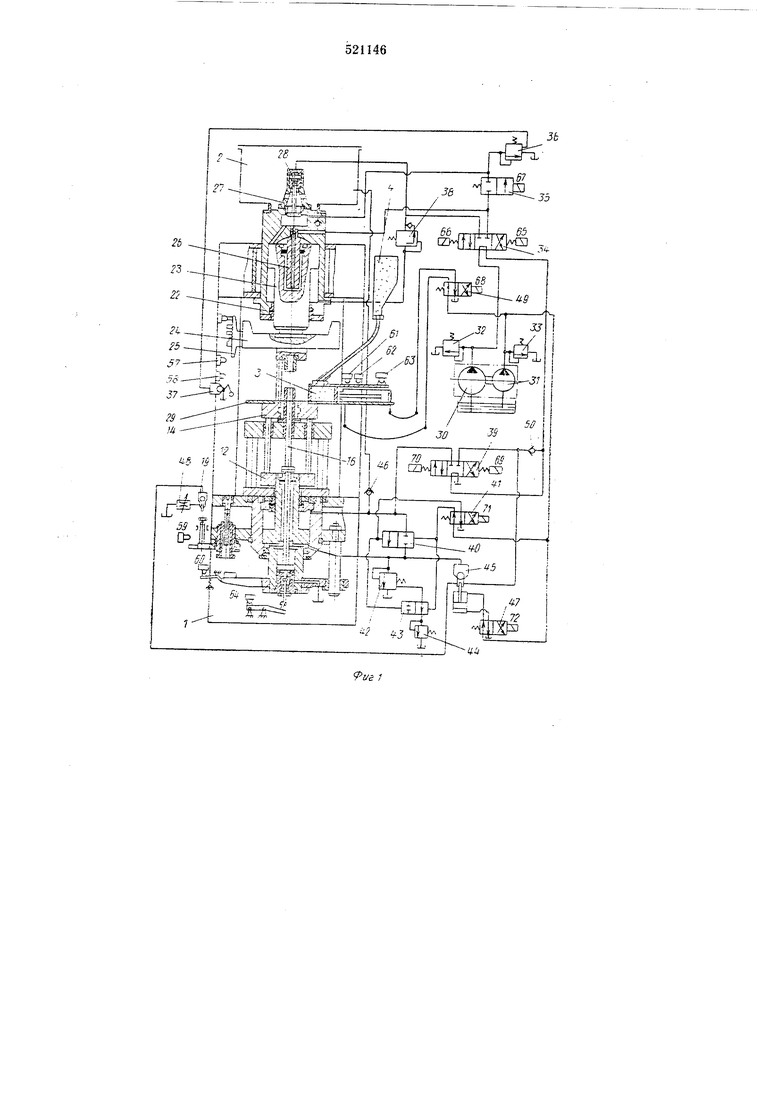
Пресс-автомат состоит из станины /, нижнего н верхнего приводов, вмонтированных в иоиеречины станины, на;полннтельного бака 2, питателя 3, связанного гибким шлангом с бункером 4 и пгдразлической системы.
Нижний привод состоит из цилиндров перемещения матрицы, перемендения стержня и механизма дозирования порошка. Цилиндр 5 перемещения матрицы закреплен в станине с по.мощыо полуколец 6 и гайкп 7. Шток 8 иилиндра иеремещеяия матрицы выполнен иолым и ступенчатым, приче.м его расщнренная часть расположена в нижней полости цилиндра 5. На штоте 8 закреплена траверса 9 с упором 10. Колонка // удерживает траверсу 9 от разворота. К верхней узкой части щтока 5 (прикреплена траверса 12, связанная через колонку 13 с плитой }4. Цилиндр иеремещения стержня (на чертеже не показан) размещен в расщиренной части щтока S и его верхняя полость (надпорщневая) соединена радиальными отверстиями в щтоке 6 с полостью цилиндра 5. Шток 15 цилиндра перемещения стержня расположен в узкой части щтока 5 и к нему прикреплен стержеиь 16.
Механизм точного доз 1рования порошка состоит из иодпрул ;иненной ползущки /7, жестко связанной со скалкой 18, снабженной регзлировочным винтом (на чертеже не обозначен), взаимодействующим с клапаном 19. Ползущка 17 снабжена зинтовым упором 20, в верхнем торце которого выполнены щлицы с размещенным в них щлицевым валцком 21, выведенным на стол пресса.
Верхний привод состоит из цилиндра
22,шток 23 которого соединен с ползуном 24, к которому прикреплена линейка 25 с флажками и копирами системы управления.
В верхней части цилиндра 22 устанозлен плунжер 26, входящий в расточку штока
23.Рабочая /кидкость в полость штока 23 поступает через радиальные отверсг -я з цилиндре 22 и плунжере 26 н осевое стз ерстие в плунжере 26. На верхнем торае цклиндра 22 смонтирован наполнительный бак
2 и тарельчатый наполнительный кла1пал 27 с цилиндром 28 управления.
Цитатель 3 закреплен ;-:г; плите 14 i состоит из основаиия 29. на -;отором устакозлена в направляющей ра.мке емкость (:-:а чертеже не показана) с порошком. пр5-;в;:димая в движение гидроцилиндром, закрепленным на основании 29. Гидразли еская система состоит из насосов 30 и 31, соответственно основного и вспомогательного с предохранительными клапанами 32 и 33 и систем управлеиия. Система управления верхним приводом состоит из золотнккоз 34 и 35, предохранительного клапана 36, связанного с уиравляемым обратным клапаном 37, открывающимся от кулачк. на
ползуне 24. В линию питання цилиндра 22 встроен напорный золотник 38 с обратным клапаном для уравновешивания веса подвижных частей.
Система управлення нижн.чм приводом СОСТ01ГГ из золотника 39 управлення цилиндром перемещения матрицы и золотника 40 управления цилиндром перемещения стержня, который соединяет или разъединяет линии питання нижней и верхней полостей цилиндра 5 и управляется золотником 41. Предохранительный клапан 42 через двухпозиционный золотник 43 связан с клаианом 44 дистанционного управления дав.тением.
Нижняя полость цилиндра 5 через управляемый обратный клапан 45 соединена с золотником 39, а верхняя полость - через обратный клапан 46 с наполнительным баком 2. Клапан 45 управляется золотником 47. Л1И1Ия управления нижней полости цилиндра снабжена также уиравляемым обратным клаианом 19 и дросселем 48. Питатель уиравляется золотником 49. Линия подвода давления к золотнику 39 соединена с линией питания нижней полости цилиндра 5 через обратный клапан 50.
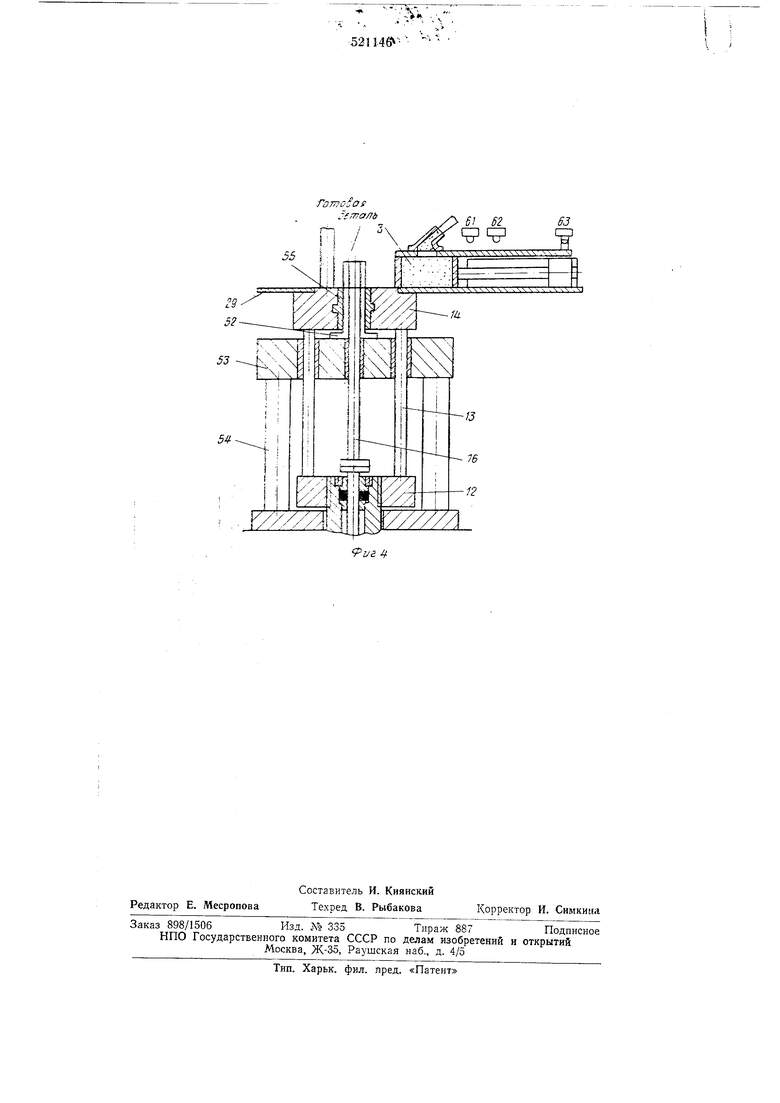
Верхний пуансои 51 закреплен на ползуне 24, а иижний неподвижный пуансон 52 закреплен на алите 53 пресс-формы, установленной на стол пресса на колоннах 54. Матрица 55 смонтирована в плите 14.
Кроме того, аппарат содержит электрические путевые выключатели 56-64, а также электромагниты 65-72 в цепях уиравления золотниками.
Пресс работает следующим образом.
Включают электромагнит 68 золотника 49. При этом питатель перемещается влево (по чертежу), сталкивает ранее спрессованную деталь, а затем выключатель 61 отключает электромагнит 68 и включает электромагнит 69. Золотник 49 возвращается в исходное положение, а золотник 39 перемещается влево и подает масло в нижнюю полость цилиндра 5. Питатель 3 перемешается вправо, а матрица 55 и стержень 16 перемещаются вверх. Затем срабатывает выключатель 62 и включает электромагнит 68, обеспечивающий обратный ход питателя.
Питатель совершает возвратно-поступательное движение над матрицей в процессе ее перемещения вверх, при этом в образующееся пространство меладу внутренней поверхностью матрицы и стержнем будет поступать порошок. В конце хода матрицы и стержня вверх сработает выключатель 5.9, а регулировочный винт на скалке 8 откроет клапан 19, сбрасывающий давление в нижней полости цилиндра 5. Дросселем 48 обеспечивается настройка по давлению в полости, а следовательно, и по точности дозирования порощка. Питатель отходит в исходное положение.
Масло от насоса 30 поступает в полость штока 23, вызывая движение внпз ползуна 24 с верхним пуансоном 51. Через тарельчатый наполнительный клапан 27 масло пз бака 2 поступает в верхнюю полость цплпндра 22 и вызывает давление на всю площадь поршня верхнего цилиндра, что сопровождается снижением рабочей скорости в момент прессования порошка.
При этом нижний привод может работать как в режиме свободного плавания матрицы и стержня, так и в режиме плавания с противодавлением. Выбор режима онределяется технологическими соображениями.
После окончания процесса прессования ползун 24 перемещается вверх до срабатывания выключателя 56, который отключает электромагнит 65 и включает электромагниты 70 и 72. При этом золотник 34 станет в исходное положение, золотник 39 переместится вправо, а золотник 47 переместится влево и клапан 45 откроется. Масло от насоса 30 через золотнпк 39 поступит в верхнюю полость цилиндра 5 (нижняя полость соединена на слив). Шток 8 переместится вниз п стянет матрицу с поверхности спрессованной детали. В конце хода штока 8 срабатывает выключатель 60, который отключает электромагнит 72 и включает электромагнит 71. Сработают соответствующие золотники, в результате чего верхняя и нижняя полости цилиндра 5 окажутся под давлением масла.
Поскольку сверху площадь больще, чем снизу, поршень будет поджат к нижнему торцу цилиндра, в результате чего поршень цплиндра перемещения стержня переместится внпз, а шток /5 извлечет стержень 16 пз внутренней части спрессованной детали. После этого электромагниты 70 п 71 отключаются, включается электромагнит 68, приводящий в движение золотппк 49 (привод питателя 3), и рабочий цикл повторяется.
Примененпе предлагаемого пресса позволяет повысить качество спрессованных изделий (деталей), расширить технологические возможности процесса прессования и повысить его производительность.
Формула изобретения
1.Пресс-автомат для прессования изделий пз металлического порошка, включающий станицу, верхний привод с плунжером, пресс-форму, , содержащую матрпцу, пуансоны п центральный стержень, ппжнпй привод с цплпндром перемещения матрипы, снабженный поршнем, образующим верхнюю п нижнюю полости указанного цилиндра, и штоком, а также гидравлическую систему, состоящую из лпнии пптанпя полостей цплиндра перемещенпя матрицы, регулирующих клапанов и дросселей, о тл п ч а ю щ п и с я тем, что, с целью расширения технологических возможностей пресса, повышения его производительности м упрощения его конструкции, его нижний привод снабжен цилиндром перемещения стержня и механизмом дозирования порошка, шток цплиндра перемещенпя матрпцы выполнен полым и ступенчатым, причем его расширенная часть распололчена в нижней полости цилиндра, а в ней размещен ццлпндр (Перемещения стержня, верхняя полость которого связана радиальными отверстиями с нижней полостью цилиндра перемещения матрицы, а щток расположен внутри узкой части полого штока, при этом полости цилиндра перемещения матрицы связаны между собой управляемым золотппком, установленным между линиями питания.
2.Пресс-автомат по п. 1, отлпчающийся тем, что механизм дозпрования порощка состоит пз траверсы, жестко закрепленной на расширенной части полого штока, подпружиненной ползушки, винтового упора, установленного в указанной ползушке п связанного с регулпрующим клапаном п дросселем, расположенпымп в лпнии питания нижней полости цилиндра перемещенпя матрицы.
36
;чИ-..-.
52П. - 
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для прессования полых изделий из порошка | 1983 |
|
SU1138244A1 |
| Устройство для гидравлической штамповки полых деталей с отводами | 1975 |
|
SU599885A1 |
| Гидравлический пресс | 1977 |
|
SU737242A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕНЧАТЫХ ВАЛОВ | 1971 |
|
SU295598A1 |
| Гидромеханический пресс | 1987 |
|
SU1433830A1 |
| Гидравлический пресс | 1980 |
|
SU1232499A2 |
| Гидравлическое предохранительное устройство от перегрузки механического пресса | 1986 |
|
SU1323413A1 |
| Следящий привод нажимного органа гибочного пресса | 1955 |
|
SU115584A1 |
| Система управления гидравлическим прессом | 1974 |
|
SU489658A1 |
| ГИДРОВИНТОВОЙ ПРЕСС-МОЛОТ | 1972 |
|
SU349592A1 |

r0777oSof
{,7:аль
63
