I
Изобретение относится к упаковке, а именно к устройствам для формирования горловины метка перед подачей в запечатывающее приспособление, например в сварочную головку.
Известно устройство для формирования горловины мешка, содержащее захваты для растяжения горловияы мешка, смонтированные на платформе, подвижно связанной с OQнованием и имеющей нривод возвратно-пос- тупательного перемещения вдоль конвейеР 1..
Однако такое устройство не позволяет получить плотную упаковку полиэтиленовых мешков из-за наличия воздуха между зоной сварки и верхом упаковываемого материала в мешке, что снижает плотность складирования и увеличивает габариты мелжа.
Целью изобретения явпяется повышение плотности упаковки путем вертикального ссадения горловины мешка.
Для этого платформа прикреплена к оснОванию посредством шарнирных параллельных тяг, образующих вместе с платформой
и основанием звенья шарнирного параллелограмма в вертикальной плоскости.
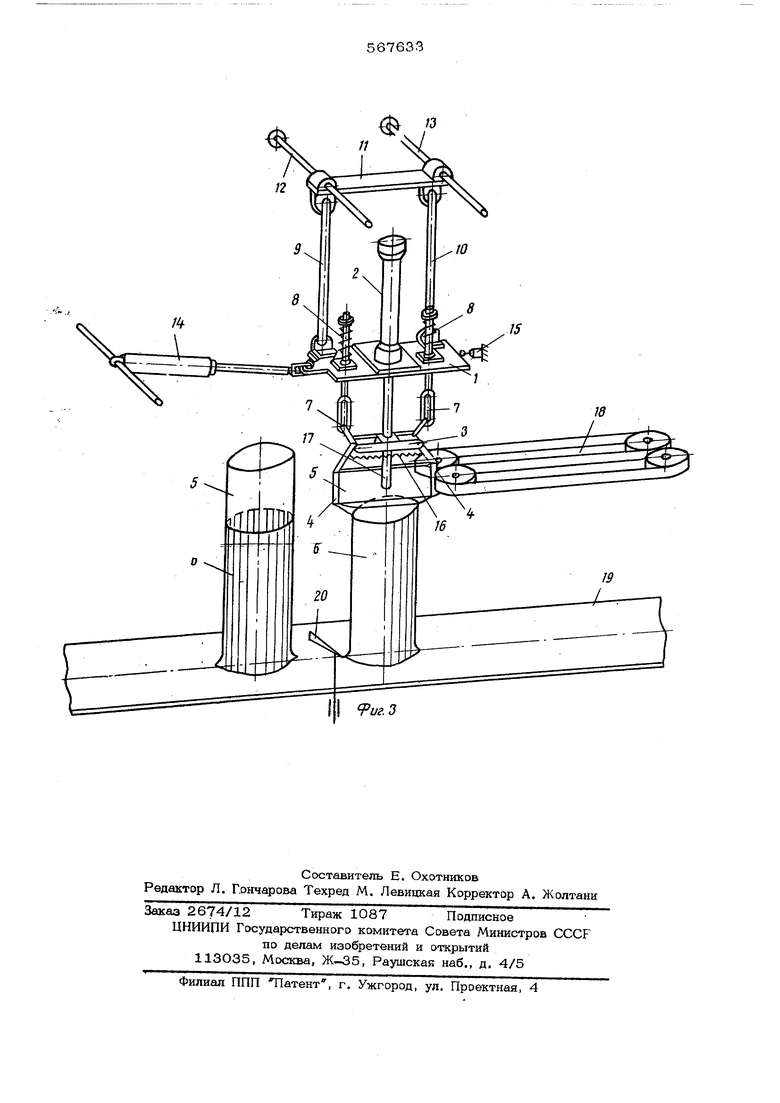
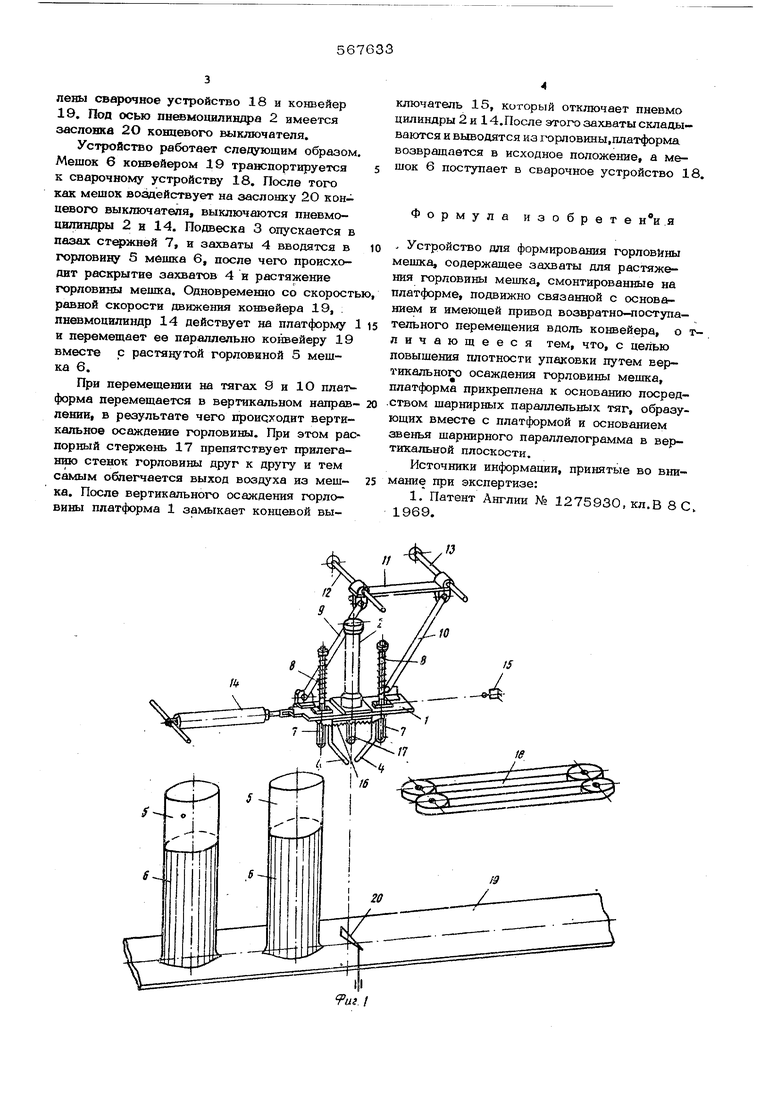
На, фиг. 1 изображено предлагаемое устройство, исходное положешге на фиг. 2 то же, при растягивании горловины; на фиг. 3 - то же, в конечном положении перед подачей мешка в зону сварки горловикы.
На платформе 1 устройства для формирования горловины мешка, установлен пневмопилиндр 2, к штоку которого прикреплена подвеска 3 с захватами 4 для растяжения горловины 5 мешка 6. Один конец захватов 4 помещен в пазы вертикальных стержней 7, которые проходят в отверстия платформы 1 и в верхней части имеют регулировочные пружины 8. Платформа посредством параллелных тяг 9 и 1О шарнирно подвешена к основанию 11/закрепленному на осях 12 н 13. Платформа 1, тяги 9 и 1О и основание 11. образуют шарнирный параллелограмм. С одной стороны платформа связана с пнеамоцилиндром 14, а с другой от нее имеется концевой выключатель 15. Между захватами 4 расположены возвратная пружина 16 и pacnopiный стержень 17. Под платформой установлены сварочное устройство 18 и конвейер 19. Под осью пневмоцилиндра 2 имеется заслонке 2О концевого выключателя.
Устройство работает следующим образом. Мешок 6 конвейером 19 транспортируется к сварочному устройству 18. После того как мешок воздействует на заслонку 2О концевого выключателя, выключаются пневмоцшщндры 2 н 14. Подвеска 3 опускается в пазах 7, и захваты 4 вводятся в горловину 5 мешка 6, после чего происходит раскрытие захватов 4 н растяжение горловины мешка. Одновременно со скорость равной скорости движения конвейера 19, : пневмоцилиндр 14 действует на платформу 1 и перемещает ее параллельно конвейеру 19 вместе с растянутой горловиной 5 мешка 6.
При перемещении на тягах 9 и Ю плат форма перемещается в вертикальном направЛенин, в результате чего происходит вертикальное осаждение горловины. При этом распорный стержень 17 препятствует прилеганию стенок горловины друг к другу и тем самым облегчается выход воздуха из мешка. После вертикального осаждения горловины платформа 1 замыкает концевой выключатель 15, который отключает пневмо цилиндры 2 и 14.После этого захваты складываются и выводятся из горловины,платформа возврашается в исходное положение, а мешок 6 поступает в сварочное устройство 18.
Формула изобрете н°и я
. Устройство для формирования горловины мешка, содержащее захваты для растяжения горловины мешка, смонтированные на платформе, подвижно связанной с основанием и имеющей привод возвратно-поступательного перемещения вдоль конвейера, о личающееся тем, что, с целью повышения плотности упаковки путем вертикального осаждения горловины мешка, платформа прикреплена к основанию посред.ством шарнирных параллельных тяг, образующих вместе с платформой и основанием звенья шарнирного параллелограмма в вертикальной плоскости.
Источники информации, принятые во внимание при экспертизе:
1. Патент Англии № 1275930, кл.В 8 С 1969.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для упаковки изделий в мешки из термосклеивающегося материала | 1978 |
|
SU765120A1 |
| УСТАНОВКА ДЛЯ НАПОЛНЕНИЯ МЯГКОЙ ТАРЫ СЫПУЧИМ МАТЕРИАЛОМ | 2001 |
|
RU2203840C1 |
| Устройство для формования и сварки горловины мешка | 1975 |
|
SU519364A1 |
| Устройство для вакуумирования и запечатывания пакетов из термосклеивающегося материала | 1981 |
|
SU1206187A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ ПРОДУКТОМ И ЗАПЕЧАТЫВАНИЯ МЕШКОВ ИЗ РУКАВНОЙ ПОЛИМЕРНОЙ ПЛЕНКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
SU1697370A1 |
| Пакетоформирующая машина | 1984 |
|
SU1168497A1 |
| Способ автоматического изготовления, наполнения продуктом и запечатывания мешков из рукавной полимерной пленки | 1989 |
|
SU1792877A1 |
| Устройство для сбора половы в мягкие контейнеры | 2022 |
|
RU2788129C1 |
| Устройство для упаковки сыпучего материала в клапанные мешки | 1988 |
|
SU1641706A1 |
| Дозатор сыпучих материалов | 1990 |
|
SU1742124A1 |