i
Изобретение относится к машиностроению.
Известен болт, имеюший осевое отверстие, в которое установлен цилиндрический вклацыш, выполненный из Материала с высокой прочностью, диайетр которого Нравен диаметру отверстия 1 .
Однако такой болт не обладает достаточной прочностью при растяжении, а также прностью резьбовых выс.тупов на срез.
Известен также резьбовой элемент имею ший сердцевину большей твердости,чем наружный слой 2 .
Данный резьбовой элемент наиболее близок к описьшаемому изобретению по своей технической сущности и достигаемому результату.
Указанный элемент имеет переменную твдость материала, уменьшающуюся по мере удаления от сердцевины и получаемую в ре- зультате закалки с последующим отпуском нружного слоя.
Недостаток этого крепежного элемента заключается в том, что толшина наружного слоя значительно больше высоты профиля
|;эзьбы, т.е. резьба полностью вьшолнзна в зоне к-мгкого металла, что ослабляет прочность болта прКработе fero на растяжение ИЛИ на разьбУ:, при статических и откли- ческих нагрузках.
Цель изобретэция - повышение прочности .резьбы получаемой накатк iff пря стэтичес- ких и циклических нагрузках. , Это достигается тем, что предлагаемый резьбовой элемент выполнен пз биметаллического стержня с наружным гшса, слоем из материала с высокой вязкх тьп разрушения, а высота профиля резьбы больше толщины плакирующего crjos., что поверхность соедйнек уя гос-13; г№гт с сердцевиной lyvjeeT реэьбообразньгй профн,, соответствуюший проф:.но указанной резьбы.
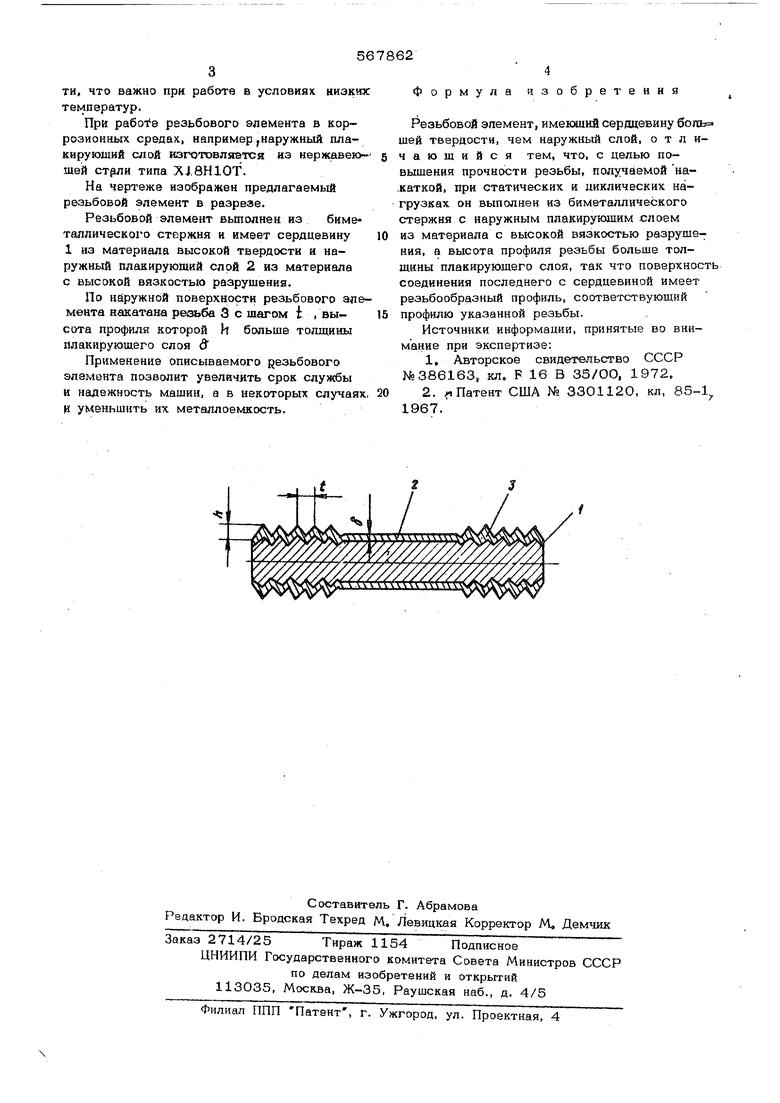
При закалке поел:; нака-и ; -пйльбы: наружный плакирующий оюй йз аез акали :г.-,ихи,егося материала остается мягкиМ; поэтому резьбовой элемент буцег имать малую чувствительность к конпЕЬ-градиР напряжений. Если плакирующей слой выпаляен .,„ кз хлад ностойкой стали, то при э ом одновременно может быТь понижен и порог хладноломкое- тн, что важно при работе в условиях низки температур. При работе резьбового элемента в коррозионных средая, например ,наружный плакируюший слой изготовляется из нержавею шей стрли типа .8H10T. На чертеже изображен предлагаемый резьбовой элемент в разрезе. Резьбовой элемент вьшолнен из биме таллического стержня к имеет сердцевину 1 из материала высокой твердости и наружный плакирующий слой 2 из материала с высокой вязкостью разрушения. По нйружной поверхности резьбового эл мента накатана резьба 3 с шагом г .высота профиля которой и больше толщины плакирующего слоя & Применение описываемого резьбового эламента позволит увеличить срок службы и надежность машин, а в некоторых случая ц уменьшить их металлоемкость. Формула изобретения Резьбовой элемент, имекаций сердцевину бопьшей твердости, чем наружный слой, отличающийся тем, что. с целью повышения прочности резьбы, получаемой на.каткой. при статических и циклических нагрузках он выполнен из биметаллического стержня с наружным плакирующим слоем из материала с высокой вязкостью разрушения, а высота профиля резьбы больше толщиныплакирующего слоя, так что поверхность соединения последнего с сердцевиной имеет резьбообразный профиль, соответствующий профилю указанной резьбы. Источники информации, принятые во внимание при экспертизе: 1,Авторское свидетельство COL-i №386163, кл. F 16 В 35/00. 1972. 2. Патент США № 3301120, кл, 85-1 1967.
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбовой элемент | 1987 |
|
SU1427094A1 |
| РЕЗЬБОВОЙ ЭЛЕМЕНТ | 1991 |
|
RU2032114C1 |
| БАЗИСНЫЙ МАТЕРИАЛ ДЛЯ ИЗГОТОВЛЕНИЯ ПИЛЬНЫХ ПОЛОТЕН ДЛЯ ДИСКОВЫХ ПИЛ, ОТРЕЗНЫХ ДИСКОВ, ЛЕСОПИЛЬНОГО ИНСТРУМЕНТА, А ТАКЖЕ РЕЖУЩИХ И ШАБРОВОЧНЫХ УСТРОЙСТВ | 1996 |
|
RU2127174C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧИХ ОРГАНОВ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2013 |
|
RU2528687C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРЕПЕЖНЫХ ЭЛЕМЕНТОВ ИЗ ВЫСОКОПРОЧНЫХ ТИТАНОВЫХ СПЛАВОВ | 2012 |
|
RU2490087C1 |
| СПОСОБ ОЦЕНКИ ПРОЧНОСТИ СЦЕПЛЕНИЯ ПЛАКИРУЮЩЕГО СЛОЯ С ОСНОВНЫМ МАТЕРИАЛОМ | 1991 |
|
RU2047168C1 |
| Способ термомеханической обработки биметаллических штампов | 1981 |
|
SU1020445A1 |
| СПОСОБ УПРОЧНЕНИЯ КРЕПЕЖНЫХ ИЗДЕЛИЙ ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 2013 |
|
RU2532600C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРЕПЕЖНЫХ ЭЛЕМЕНТОВ ИЗ ВЫСОКОПРОЧНЫХ ТИТАНОВЫХ СПЛАВОВ | 2012 |
|
RU2492017C2 |
| СПОСОБ ВЫПОЛНЕНИЯ СВАРНОГО СОЕДИНЕНИЯ КОЛЬЦЕВЫХ ОДНОТОЛЩИННЫХ СТЫКОВЫХ СОЕДИНЕНИЙ БИМЕТАЛЛИЧЕСКИХ ТРУБ И/ИЛИ СОЕДИНИТЕЛЬНЫХ ДЕТАЛЕЙ ТРУБОПРОВОДОВ | 2023 |
|
RU2821448C1 |
