Известны уже станки для шлифования зубцов пил, снабженные храповым механизмом для поворачивания пилы и передачей для подведения и отведения шлифовального круга.
Указанные известные станки не могут быть использованы для шлифования зубцов джино-линтерных пил, применяемых в хлопкоочистительном производстве, так как при помощи их невозможно получение заостренных с торца пилы зубцов, как это требуется.
В предлагаемом станке для шлифования зубцов джино-линтерных пил с целью получения зубцов заостренных с торца пилы, применены работающие торцом шлифовальные круги, расположенные под углом к плоскости пилы.
Для приведения в действие поворачивающего пилу храпового механизма и передачи, подводящей и отводящей шлифовальные круги, применены вращаемые от привода кулачные шайбы.
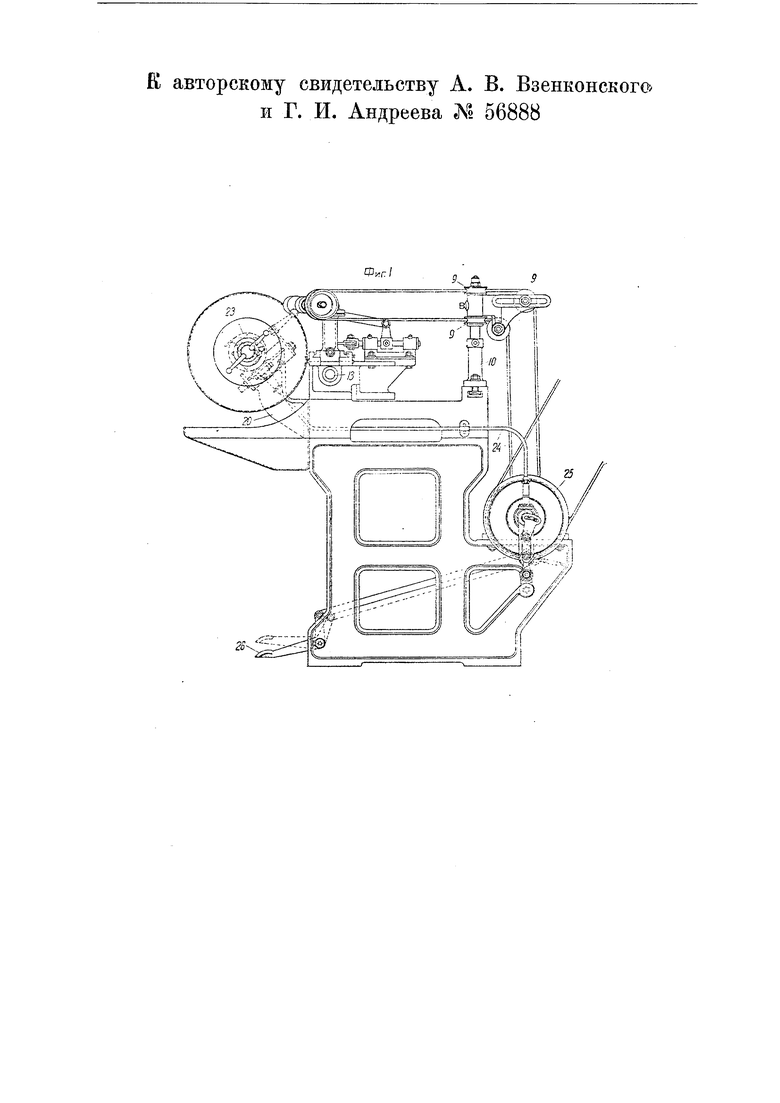
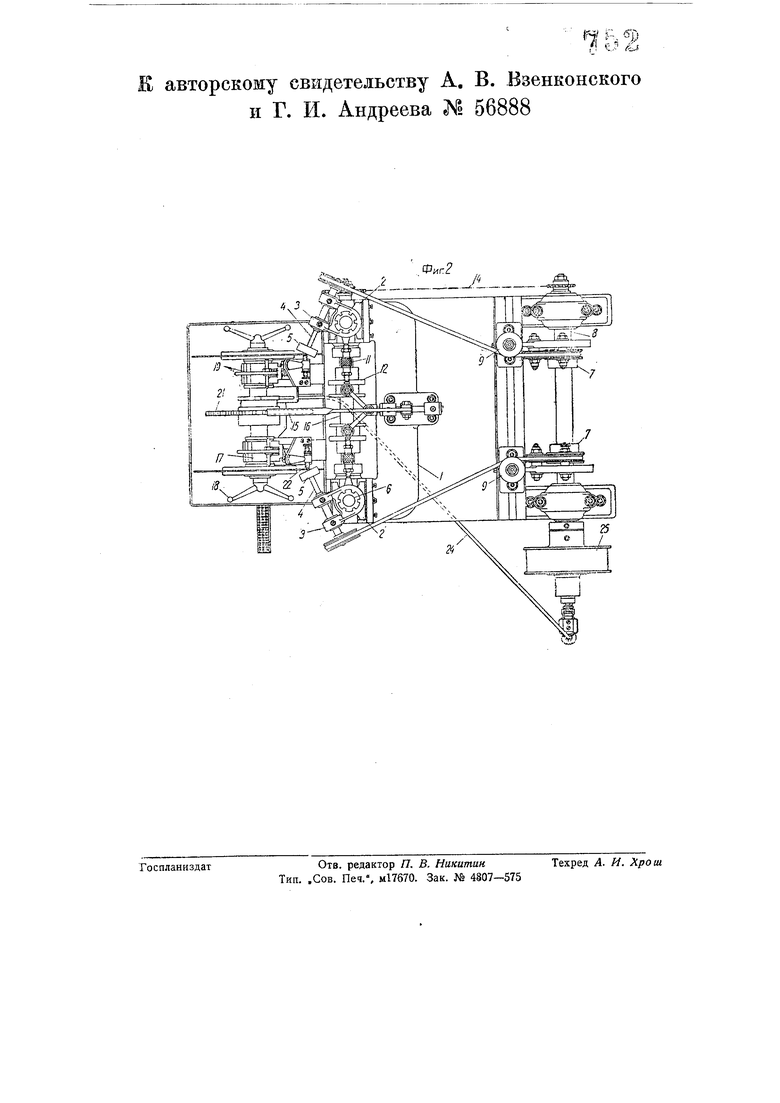
На чертеже фиг. 1 изображает вид Сбоку станка для шлифования зубцов джино-линтерных пнл, фиг. 2 -вид его сверху.
На общей плите 1, имеющей две пары расположенных по одной оси салазок, установлены два супорта 2. Каждый супорт в верхней части снабжен шпиндельной головкой 5 со шпинделем 4, на конце которого крепится шлифовальный наждачный круг 5.
Для изменения угла наклона снятия фасок шпиндельная головка устроена подвижной вокруг оси супорта и крепится коронной гайкой 6.
Привод шпинделя осуществляется от шкива 7 контрприводного вала 8 посредством круглого ремня через направляющие ролики 9, один из которых является натяжным.
Регулировка направляющих роликов, в зависимости от угла поворота шпинделя, производится путем перемещения стойки /О с роликами в прорези станины.
Соответственно этому устанавливается шкив для привода шпинделя на контрприводном валу.
Соприкосновение рабочих поверхностей шлифовальных кругов с обрабатываемыми зубьями достигается возвратно - поступательным движением супортов, осуществляемым посредством соединительных тяг
с гайками // через кулачные шайбы 12, установленные на распределительном валу 13.
Наличие гайки // дает возможность производить регулировку подвода шлифовального круга в зависимости от его размеров.
Привод распределительного вала осуществлен через цепную передачу 14 со сменными звездочками от контрприводного вала.
Профиль кулачных шайб рассчитан так, чтобы время для отвода и подвода шлифовальных кругов к зубьям пилы составляло не менее времени, необходимого для подачи собачкой храповика на следующий зуб.
Привод собачки 15 кинематически связан с подачей супортов через систему звеньев 16,
Пилы, подлежащие обработке, устанавливаются на концах валика 17 храповика и закрепляются между шайбами гайками 18.
Валик 17 храповика в свою очередь устанавливается на подвижных салазках 19 наклонных кронштейнов 20, которые крепятся к плите станка.
Устройство подвижных салазок дает возможность производить изменение расстояния от центра валика храповика до центра шлифовального круга в зависимости от диаметра обрабатываемой пилы.
В середине валика 17 устанавливается сменный храповик 21.
Храповик 21 имеет число зубьев вдвое меньше числа зубьев обрабатываемой пилы, так как обработка производится через один зуб с каждой стороны пилы.
Во избежание изгиба пилы под действием усилий шлифовального круга с противоположной ее стороны установлен упор 22, который крепится на кронштейне. Упор снабжен винтом для регулирования глубины снятия фаски зуба.
В середине валика храповика имеется фланец 23 с канавкой для автоматического выключения станка при окончании обработки пилы. Выключение станка происходит под действием натяжения троса 24 Боудена, связанного с фрикционной муфтой 25, установленной на контрприводном валу.
Включение станка производится нажимом педали 26, которая через систему рычагов включает муфту.
Наружный обод муфты одновременно служит шкивом для привода станка. Мощность, потребляемая станком, равна, примерно. 1,5 л. с.
Во избежание излишних простоев станка, связанных с подготовительными операциями по установке и креплении пил, необходимо при станке иметь два храповых валика и два комплекта храповиков.
После произведенной обработки нечетных зубьев с одной стороны,, пилы должны быть переставлены с одного конца валика на другой для обработки четных зубьев с другой стороны пилы.
Предмет изобретения.
1.Станок для шлифования зубцовджино-линтерных пил с храповым механизмом для поворачивания пилы и с передачей для подведения и отведения шлифовального круга, отличающйся тем, что с целью получения заостренных с торца пилы зубцов применены работающие торцом шлифовальные круги, расположенные под углом к плоскостям пилы.
2.Форма выполнения станка по п. 1, отличающаяся тем, что для приведения в действие храповогомеханизма, поворачивающего пилы,, и передачи, подводящей и отводящей шлифовальные круги, применены вращаемые от привода кулачныещайбы 12. к авторскому свидетельству А. и Г. И. Андреева В. Взенконского 56888
E авторскому свидетельству A. и Г. И. Андреева №
Фмг2 В. Взенконского 56888
