Изобретение относится к технологическому оборудованию для изготовления витых ленточных магнитопроводов и может быть иснользовано в электротехнической, радиотехнической, нриборостроительной отраслях промыиьтенности.
Цель изобретения - новышение произ- водител15ности и надежности работы.
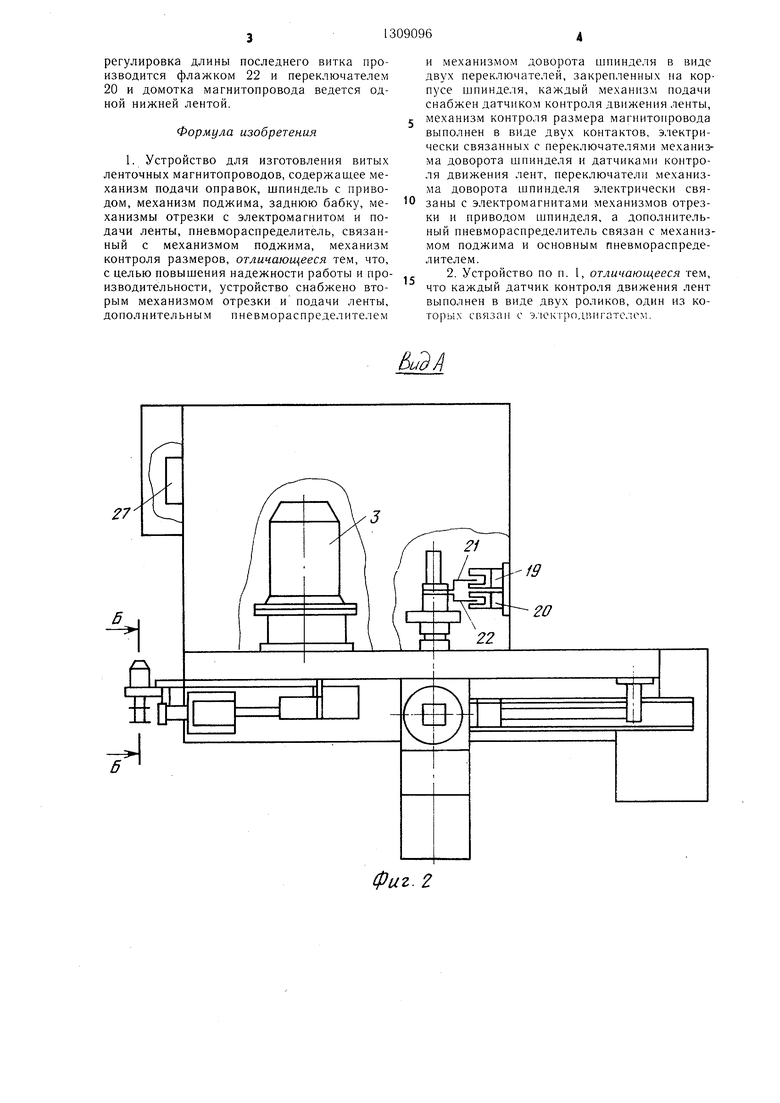
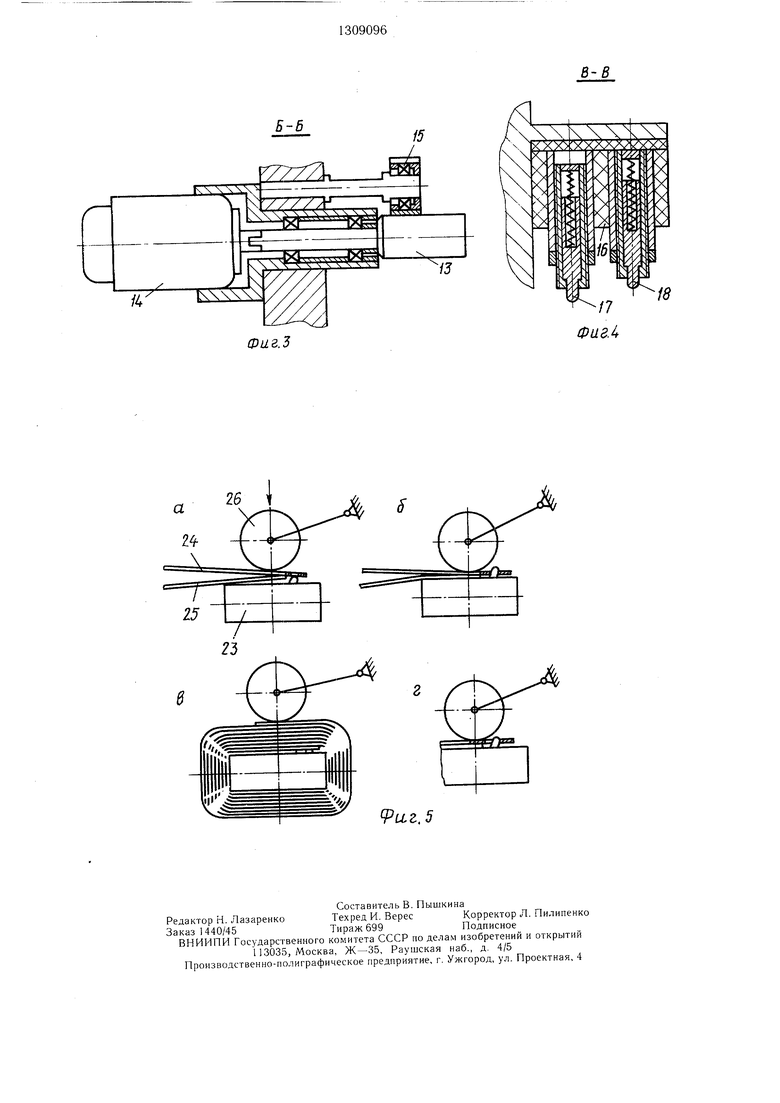
На фиг. 1 ноказано устройство, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 2; на фиг. 4 - сечение В-В на фиг. 1; на фиг. 5 - схема заправки лент и ирижим последнего витка.
Устройство для изготовления витых ленточных магнитопроводов (фиг. и 2) состоит из механизма 1 подачи оправок, шпинделя 2, привода 3, задней бабки 4, механизма 5 ноджима.
На кронштейне 6 (фиг. 1) закреплены механизм 7 подачи верхней ленты с датчиком 8 контроля движения верхней ленты и механизм 9 подачи нижней ленты с датчиком 10 контроля движения нижней ленты, расположенные под острым углом друг к другу, механизм отрезки лент, состоящий из двух узлов: узел ножей, связаьшых с пневмоци- линдром и электромагнитом 11 отрезки верхней ленты, и узел ножей, связанных с пневмоцилиндром и электромагнитом 12 отрезки нижней ленты.
Датчики 8 и 10 контроля движения верхней и нижней лент (фиг. 3) выполнены в виде роликов, контактируюнлих .с дви- жуи;ейся лентой. Ролик 13 соединен с валом электродвигателя 14, работающим в генераторном режиме. Ролик 15 прижимной.
На механизме 5 поджима закреплен механизм 16 контроля размера магнито- ировода, имеюн;ий подпружиненные контакты 17 и 18 (фиг. 4).
На корпусе шпинделя 2 закреплен механизм доворота шпинделя в виде переключателей 19 и 20 (фиг. 2), связанных с валом нпжнделя посредством флажков 21 и 22 с возможност1 ю поворота их на 360° относительно вала шпинделя и переключателей 19 п 20.
Устройство для изготовления витых ленточных магнитопроводов работает следую- nuiM образом.
Механизм 1 подачи оправок (фиг. 1) подает оправку 23 с вмонтирован1Н11м в нее подпружиненным 1итырем в зону навивки. Задняя бабка 4 заталкивает оправку в окно щеки шпинделя 2. Верхняя 24 и нижняя 25 ленты после предварительной отрезки подаются толкателями механизмов 7 и 9 подачи лент на заправку, причем при отрезке верхней ленты происходит также пробивка отверстия для заправки. Ход толкателя механизма 7 подачи верхней ленты отрегулирован таким образом, что отверстие в верхней ленте совпадает с подпружиненным И1тырем оправки, а нижняя лента подается между оправкой и верхней лентой, причем
5
0
5
D
0
5
0
5
конец ее не доходит до штыря оправки (фиг. 5а). Ролик 26 (фиг. 1) механизма 5 поджима подходит к оправке и прижимает ленты, надевая верхнюю ленту 24 на подпружиненный штырь онравки 23 (фиг. 56). Дается сигнал на отвод механизма 7 в исходное положение. При отходе механизма 7 назад дополнительный нневмопереключа- тель 27 (фиг. 2) соединяет рабочую полость цилиндра механизма 5 поджима с атмосферой. Давление на ролик 26 уменьшается. Верхняя лента 24, смещаясь назад под действием узла натяжения, закрепленного на механизме 7, натягивается и прочно закрепляется на штыре оправки 23 (фиг. 5г). В исходном положении механизма 7 пневмопереключатель вновь включает механизм 5 поджима, ролик 26 прижимает ленты к- оправке, дается сигнал на отвод механизма 9 подачи нижней ленты.
Нижняя лента 25 под действием сил трения между оправкой и верхней лентой, возникших от усилия ролика 26, остается прижатой к оправке. Механизм 9 подачи нижней ленты возвращается в исходное положение, включается шпиндель 2, происходит дальнейшее формирование магнитопро- вода двумя лентами.
При достижении магнитопроводом заданного размера контакт 17 (фиг. 4) механизма контроля размера магнитопровода дает сигнал на электромагнит 12 отрезки нижней ленты и переключатель 19. Происходит отрезка нижней ленты 25. Переключатель 19 (фиг. 2) дает сигнал на электромагнит 11 отрезки верхней ленты. Происходит отрезка верхней ленты 24, домотка магнитопровода верхней лентой и остановка шпинделя (фиг. 5в}.
Навитый магнитопровод выносится из зоны навивки в зону сварки. Цикл повторяется.
Поворотом флажков 21 и 22 на определенный угол относительно переключателей 19 и 20 устанавливается необходимая длина последнего витка магнитопровода.
Контакт 17 механиз.ма контроля раз- .мера магнитоировода отрегулирован на заданный размер магнитопровода при навивке двумя лентами.
Контакт 18 отрегулирован на заданный размер магнитопровода при навивке одной лентой.
Таким образом, при обрыве одной из лент по сигналу соответствующего датчика 8 или И) контроль размера магнитопровода осуществляется контактом 18. Причем при обрыве нижней ленты электромагнит 12 отрезки нижней ленты не включается, а регулировка длины последнего витка производится флажком 21 и переключателем 19, домотка магнитопровода происходит одной верхней лентой.
При обрыве верхней ленты электромагнит 11 отрезки верхней ленты не включается.
регулировка длины последнего витка производится флажком 22 и переключателем 20 и домотка магнитопровода ведется одной нижней лентой.
Формула изобретения
1. Устройство для изготовления витых ленточных магнитопроводов, содержащее механизм подачи оправок, шпиндель с приводом, механизм поджима, заднюю бабку, механизмы отрезки с электромагнитом и подачи ленты, пневмораспределитель, связанный с механизмом поджима, механизм контроля размеров, отличающееся тем, что, с целью повышения надежности работы и производительности, устройство снабжено вторым механизмом отрезки и подачи ленты, дополнительным пневмораспределителем
0
и механизмом доворота шпинделя в виде двух переключателей, закрепленных на корпусе шпинделя, каждый механизм подачи снабжен датчиком контроля движения ленты, механизм контроля размера магнитопровода выполнен в виде двух контактов, электрически связанных с переключателями механизма доворота шпинделя и датчиками контроля движения лент, переключатели механизма доворота шпинделя электрически связаны с электромагнитами механизмов отрезки и приводом шпинделя, а дополнительный пневмораспределитель связан с механизмом поджима и основным пневмораспределителем.
2. Устройство по п. 1, отличающееся тем, что каждый датчик контроля движения лент выполнен в виде двух роликов, один из которых связан с э. юкгродвпгате. юм.
27
Фиг. 2
Фиг.З
18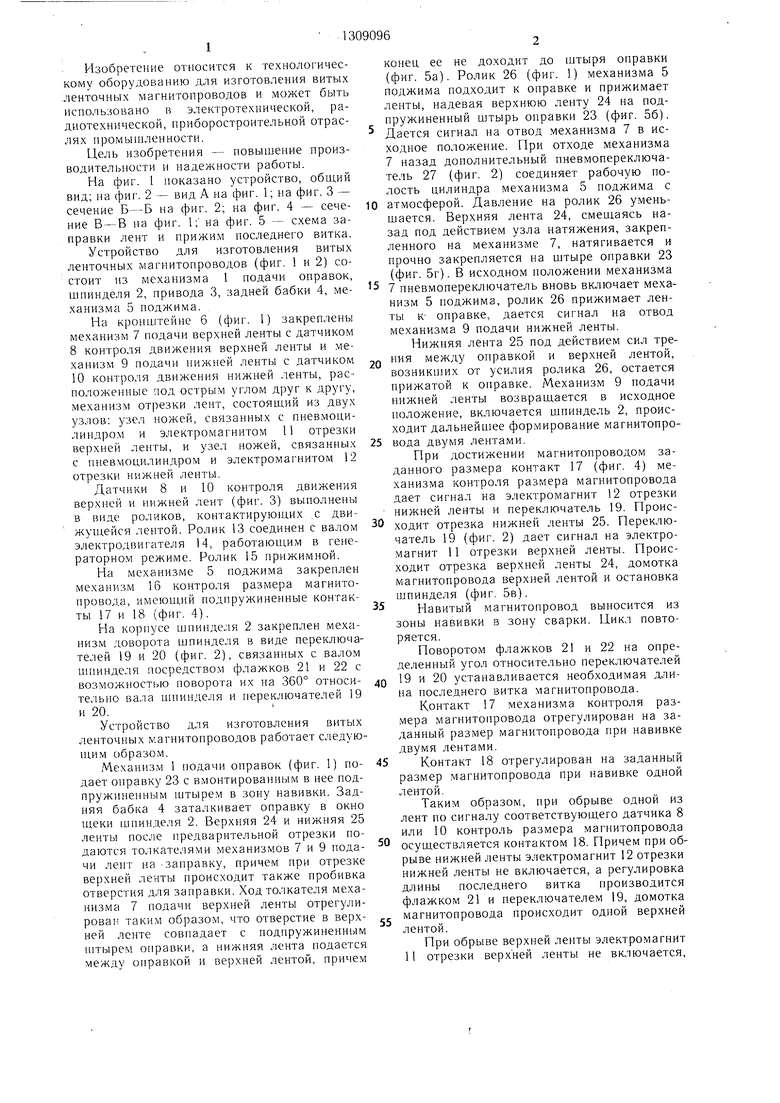
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления витых ленточных магнитопроводов | 1981 |
|
SU1026177A1 |
| Автомат для навивки магнитопроводов | 1983 |
|
SU1191958A1 |
| Устройство для изготовления витых ленточных магнитопроводов | 1984 |
|
SU1210149A1 |
| Устройство для изготовления витыхлЕНТОчНыХ МАгНиТОпРОВОдОВ | 1979 |
|
SU847383A1 |
| Устройство для изготовления витых ленточных магнитопроводов | 1981 |
|
SU983770A1 |
| Устройство для навивки магнитопроводов | 1975 |
|
SU610195A1 |
| Устройство для изготовления витых ленточных магнитопроводов | 1978 |
|
SU942178A1 |
| Устройство для изготовления витых ленточных магнитопроводов | 1986 |
|
SU1347104A1 |
| Устройство для изготовления витых ленточных магнитопроводов | 1983 |
|
SU1121710A1 |
| Устройство для изготовления витых ленточных магнитопроводов | 1986 |
|
SU1352545A1 |
Изобретение относится к технологическому оборудованию для изготовления витых ленточных магнитопроводов и м.б. использовано в электротехнической промышленности. Цель изобретения - повышение производительности и надежности работы. Устройство содержит механизм 1 подачи оправок, шпиндель 2 с приводом, механизм 5 поджима, заднюю бабку 4, механизмы 7 и 9 подачи нижней и верхнеУ лент, нмеюни1е датчики 8 и 10 контроля движения лент, два механизма отрезки с узлами ножс1 .связанных с пневмоцилиндрами и электромагнитами 11 и 12. При работе устройства в верхней ленте пробивается отверстие, которое затем совпадает со штырем оправки, нижняя лента не доходит до нлтыря. Ролик 26 механизма 5 поджима прижимает ленты к оправке, которые затем навиваются на оправку. По достижению заданного размера контакт механизма контроля размера дает сигнал на электромагнит 12 отрезки нижней ленты и переключатель механизма доворота шпинделя 2, который, в свою очередь, дает сигнал на электромагнит 1 1 отрезки верхней ленты. Происходят отрезка, домотка последнего витка и останов HIHHH- деля. Навитый магнитопровод выносится из зоны навивки. 1 з.п. ф-лы, 5 ил. а «е (Л f со о со о со О)
а
26
9 иг. 5
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
