(54) УСТРОЙСТВО ДЛЯ СТАБИЛИЗАЦИИ РЕЖИМА ПРОКАТКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для повышения проходимости сварных швов при прокатке | 1982 |
|
SU1044361A1 |
| Устройство для регулирования угла входа полосы в клети непрерывного прокатного стана | 1982 |
|
SU1026871A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ СТАЛЬНЫХ ПОЛОС | 2011 |
|
RU2463115C1 |
| Устройство для автоматического сопровождения сварных швов и останова реверсивного прокатного стана | 1977 |
|
SU743739A1 |
| Способ прокатки полос | 1981 |
|
SU952391A1 |
| Способ обработки сварных соеди-НЕНий гОРячЕКАТАНыХ СТАльНыХ пОлОС | 1978 |
|
SU819198A1 |
| Способ прокатки полосы | 1980 |
|
SU908452A1 |
| СПОСОБ СВАРКИ ПОЛОС ПЕРЕД ХОЛОДНОЙ ПРОКАТКОЙ | 2007 |
|
RU2356660C1 |
| Устройство управления прокатным станом | 1985 |
|
SU1268230A2 |
| Способ холодной прокатки полосового металла | 1984 |
|
SU1178509A1 |
1
Изобретение относится к «втоматизании режимов прокатки, преимущественно на реверсивных тонколистовых станах холодной прокатки и совершенствует устройства яла стабилизации режима прокатка.
На большинстве существующих станов хо лодной прокатки увеличивают массу рулонов дпя обеспече1шя стабильности а работе стана. . Это также позволяет повысить производт льность стана и качество листовой продукции. Увеличение массы рулонов производится путем сварки горячекатаных полос на стыкосварочных машинах. Каждый рулон состоит из 3-4 полос и имеет 2-3 сварных шва. При этом возникает проблема прокатки сварных швов баз порывов с минймал ной потерей производительности стана я обеспечением высокого качества полос.
Наиболее близким к предлагаемому устройству по технической сущности и достигаемому результату является устройство для стабилизации режима прокатки полос со сварными ишами, содержащее датчик обьаружения шва, эпектрически соединенлый D индуктором через систему его включения.
Это устройство предназначено для получевжя сигнала н дальнейшего его использовани в система ав-шматйческого снижения екоростн прокатян пропуском сварного шва в заднего Eomia рулона.
В момеш прохождения швом зоны ивдикаиии датчика на выходе его появляется сигнал, который П хлупает на вход системы управлений BKasj eHHKwi шщукторов, расположенных на входвоЗ и выходной сторонах стена (при npossrse иа роаерсивном стане). Включение шздукгоров осушествляется в зависимости от направления прокатки на вре мя прохождения участком сварного шва зоны нагрева.
Недостатком устройства является то, что при прокатке индуктор не успевает нагреть полосу до необходимой температуры и равномерно прогреть шов по ширине полосы. В связи с этим возможш. порывы полосы по шву.
Цель изобретения - уменьшение копичества порывов.
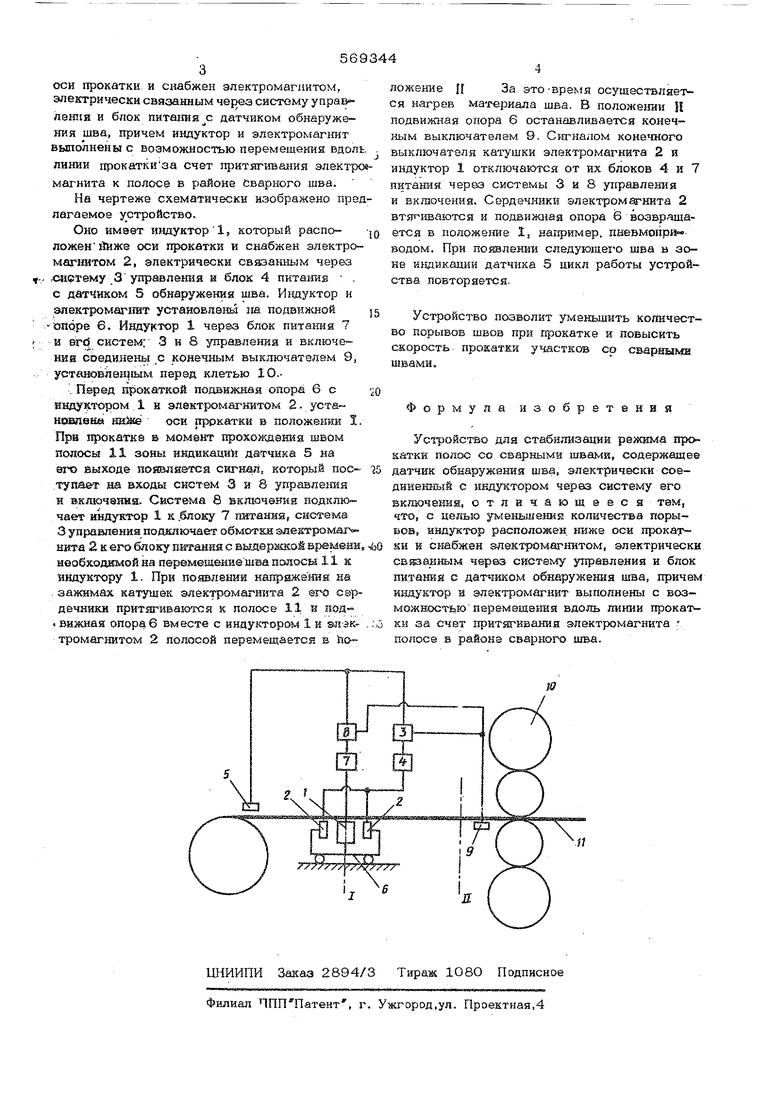
Это достигается тем, что в предлагаемом устройстве индуктор расположен нижа
