Изобретение относится к.автомати зации производственных процессов в металлургической промышленности и может найти применение на станах холодной прокатки. Известно устройство; которое содержит датчик обнаружения сварного шва, электрически соединенный с индуктором через систему его включения. Устройство предназначено для получения сигнала наличия сварного шва перед клетью и его использования в системе снижения скорости прокатки перед пропусканием свар ного шва через валки. В момент прохо вдения сварным швом зоны индикации датчика на выходе его пояэляетс сигнал, который через систему включения поступает на вход управления индуктором, расположенным на входе в клеть Cl. Недостатком устройства является то, что при прокатке индуктор не ус певает нагреть сварной шов донеобходимой температуры и равномерно ра зогреть его по ширине полосы. В свя /зи с этим возможны порывы полосы,: снижение эффективности работы устройства и производительности прокат ного стана. Наиболее близким по технической сущности и достигаемому результату к предлагаемому является устройство содержащее индикатор сварного шва на входе в клеть, измеритель скорос ти полосы перед клетью и узел слежения за сварньтг швом, который предста ляет собой -блок памяти, вычислительный блок и счетчик. Устройство пред назначено для получения сигнала и дальнейшего его использования в -системе автоматического снижения скорос ти прокатки перед прохождением, сварн го шва через валки С2. Недостаток известного устройства снияение производительности .стана, и точности листового проката на участках, примыкающих к сварному шву. Целью изобретения является уменьшение количества обрывов полос при прокатке, увеличение производительности и повышение надежности стана. Поставленная цель достигается тем что устройство для повышения проходимости сварных швов при прокатке содержащее на входе в клеть индикато положения сварочного шва и измеритель скорости полосы, дополнительно содержит систему регулирования рассогласования скоростей рабочих валков f узел вычитания, задатчик номинального рассогласования скоростей рабочих валков, задатчик изменения рассогласования скоростей рабочих валков, узлы умножения г блок запазды вания, при этом первый вход блока запаздывания соединен с выходом индикатора положения сварного шва, второй вход соединен с выходом измерителя скорости полосы на входе в клеть, а выход блока запаздывания соединен с первым входом первого узла умножения, второйвход которого соединен с выходом задатчика изменения рассогласования скоростей рабочих валков, а выход первого узла умножения -соединен с первым входом второго узла умн.ожения, второй вход которого соединен с выходом задатчика номинального рассогласования скоростей рабочих валков, а выход второ.го узла умножения соединен с первым входом узла вычитания, второй вход которого .соединен с выходом задатчика номинального рассогласования скоростей рабочих валков, выход которого соединен с входом системы регулирования скоростей рабочих валков. Рассогласование скоростей ра,бочих валков позволяет изменить в очаге дефорМации протяженность участка с противонаправленными силами трения. При этом увеличение рассогласования скоростей валков приводит к увеличению . указанной зоны, а уменьшение рассо-. гласования - к уменьшению зоны с противонаправленными силами трения. Регулирование протяженности.зоны с противонаправленным действием сил трения вызывает изменение среднего и п,олного давлений прокатки и, как следствие, прогиба валков, что сказывается соответствующим- образом на поперечном профиле полосы и качестве обжатия сварного шва при прокатке. Отношение номинальных скоростей рабочих валков друг к другу можно охарактеризовать коэффициентом рас-, согласования скоростей валков где Vg ,V - большая и меньшая HQ о минальные скорости валков. При изменении скорости только одного рабочего валка коэффициент К рассчитывают по формуле Vg . -: а при изменении скоростей обоих рабочих валков коэффициент Ку рассчитывают следующим образом: Ч Ч-Ч, V -лу .воН В, . где aVg , З Vg - изменение скоростей ° рабочих валков относительно номинального значения. При подходе к клети сварного шва Jieoбxoдимo уменьшить рассогласование скоростей рабочих валков при этом увеличивается давление- прокатки и прогиб рабочих валков. За счет этого снижается удельное натяжение по кромкам полосы, и улучшается проходимость сварного шва через очаг деформации.
После прохождения сварного шва рассогласование скоростей рабочих валков устанавливается равным номинальному. При этом скорость прокатки Ю не изменяется, что способствует увеличению производительности стана и уменьшению количества порывов по« лос при прокатке.
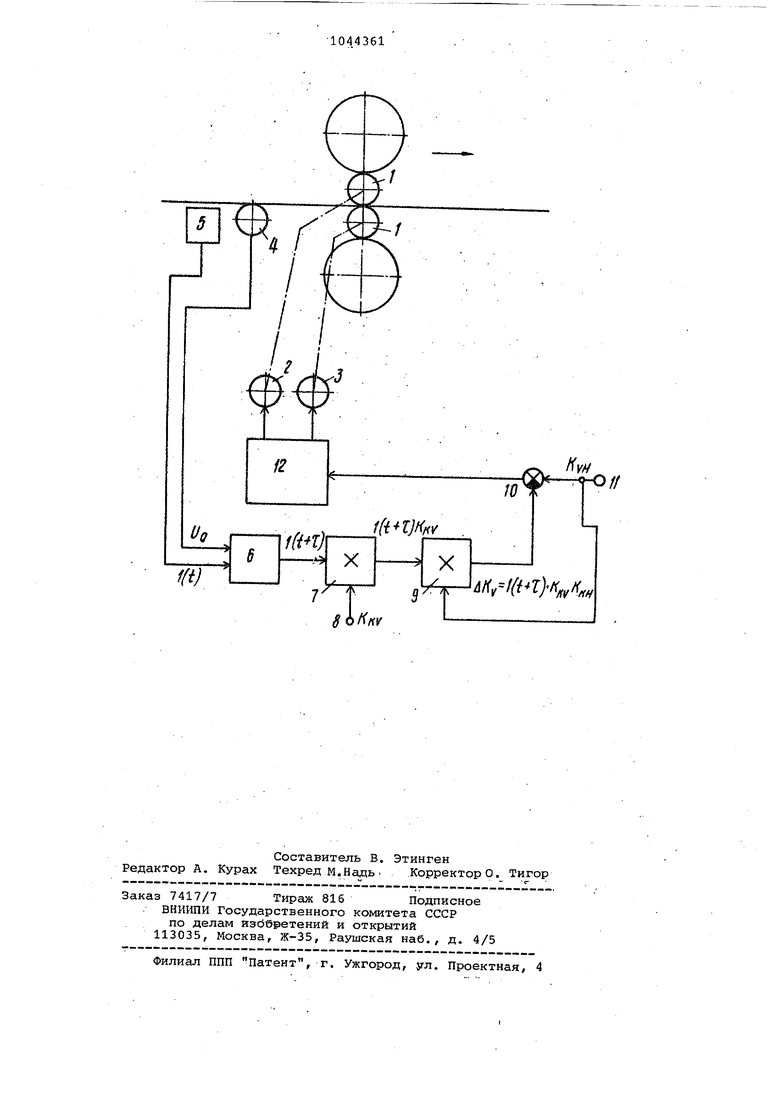
На чертеже представлена блок-схе- 15 ма предлагаемого устройства.
Устройство содержит рабочие валки, которые приводятся от электрических двигателей 2 и 3, измеритель 4 скорости полосы на входе в клеть, ин- 20 дикатор 5 на входе в клеть, блок 6 запаздывания, первый у.зел 7 умножения, задатчик 8 изменения рассогласования скоростей рабочих валков, второй узел 9 умножения, задатчик 10 25
номинального рассогласорания скоростей рабочих валков, узел 11 вычитания, систему 12 регулирования рассогласования скоростей рабочих валков.ЧП
На чертеже обозначены единичный , сигнал l(t) пропорциональный наличию сварного шва перед входом в клеть,, сигнал Ур.пропорциональный скорости полосы на входе в клеть, сигнал 1 ( пропорционсшьный времени запаздыв-а- 35 ния сигнала о наличии сварного шва на йходе в клеть, сигнал Ki yvrponoprциональный изменению рассогласования скоростей рабочих валков, сигнал
У .пропорциональный номинальному рас- 40 согласованию скоростей рабочих валков, сигнал iiky, пропорциональный приращению рассогласования скоростей рабочих валков, Т - время запаздывания сигнала, t- время прохожде- . 45 ния полосы через клеть.i
Устройство работает следующим образом.
Сигнал 1(Г; пропорциональный наличию сварного шва перед входом в клеть, от индикатора 5 сварного шва на входе в клеть поступает на первый вход блока бзапаздывания. На второй вход этого блока поступает сигнал от измерителя 4 скорости полосы на входе, в клеть. С блока б запаздыва-. ния снимается сигнал 1(+TJK, пропорциональный времени запаздывания, который поступает на первый вход узла 7 умножения, на второй вход котрого поступает сигнал kj, пропорциональный величине изменения рассогласования скоростей рабочих валков. С узла 7 умножения снимается сигнал, который поступает на первый вход втр рого узла 9 умножения. На второй бкод узла 9 подается сигнал К у пропорциональный номинальному рассогласованию скоростей рабочих валков. С узла 9 снимается сигнал, который поступает на первый вход задатчика 10, на второй вход которого подается сигнал с выхода узла 11. С задатчика 10 снимается сигнал, который -подается на вход системы 12 регулирования рассогласования скоростей рабочих валков. При прохождении через индикатор 5 сигнала о (г) пропорцио.нального нахождению полосы без сварного шва в клети, блок запаздыва;ния отключается и полоса прокатывает ся при номинальном рассогласовании скоростей валков КVH S результате в устройстве обеспечивается повышение проходимости сварных швов без изменения скорости прокатки путем изменения рассогласования скоростей рабочих валков.
Применение предлагаемого устройства позволит снизить обрывы полос по сварному шву на 3,5-5%, что при годовом объеме производства 400000 т позволит получить экономический эффект 760 тыс.руб. в год.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования давлений при прокатке сваренных встык полос | 1981 |
|
SU969343A1 |
| Устройство автоматического регулирования толщины полосы на непрерывном прокатном стане | 1987 |
|
SU1435347A1 |
| Устройство управления прокатным станом | 1985 |
|
SU1268230A2 |
| Устройство для регулирования угла входа полосы в клети непрерывного прокатного стана | 1982 |
|
SU1026871A1 |
| Устройство для регулирования натяжения полосы на непрерывном прокатном стане | 1982 |
|
SU1065051A1 |
| Устройство для автоматического регулирования формы полосы на стане | 1982 |
|
SU1053918A1 |
| Устройство для стабилизации межклетевого натяжения полосы | 1982 |
|
SU1065052A1 |
| Устройство для автоматического управления моталкой непрерывного стана холодной прокатки | 1984 |
|
SU1202653A1 |
| Устройство для регулирования толщины полосы на непрерывном стане холодной прокатки | 1980 |
|
SU921650A1 |
| Устройство для автоматического регулирования формы полосы на прокатном стане | 1982 |
|
SU1031546A1 |
УСТРОЙСТВО ДЛЯ ПОВЫШЕНИЯ ПРОХОДИМОСТИ- СВАРНЫХ ШВОВ ПРИ ПРОКАТКЕ, содержащее на входе в клеть индикатор положения сварочного шва и измеритель скорости полосы, о тличающееся тем, что, с целью уменьшения количества обрывов полос при прокатке, увеличения производительности и повышения надежности :стана, оно дополнительно содержит t систему регулирования рассогласования скоростей рабочих валков, узел вычитания, эадатчик номинального рассогласования скоростей рабочих валков, задатчик изменения рассогласования скоростей рабочих валков, узлы умножения, блок запаздывания, при этом первый вход блока запаздыва;ния соединен с выходом индикатора :положения сварного шва, второй вход Соединен с выходом измерителя скорое:ти полосы на входе в клеть, а вькод I блока запаздывания соединен с первым входом первого узла умножения, второй вход которого соединен с выходом задатчика изменения рассогласования скоростей рабочих валков, а выход первого узла умножения соединен с первым входом второго узла умножения, 1., второй вход которого соединен с вы- ss ходом задатчика номинального рассог(Л ласования скоростей рабочих валков, а выход второго узла ут 1ножения соеди нен с первым входом узла вычитания, второй вход которого соединен с выходом задатчика номинального рассогласования скоростей рабочих валков, выход которого хгоединен с входом системы регулирования скоростей рабочих валков. 4 4 ОЭ 05
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для стабилизации режима прокатки | 1975 |
|
SU569344A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| 0 |
|
SU326605A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
