(54) НАПРАВЛЯЮЩЕЕ УСТРОЙСТВО УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ КРИВОЛИНЕЙНОГО ТИПА
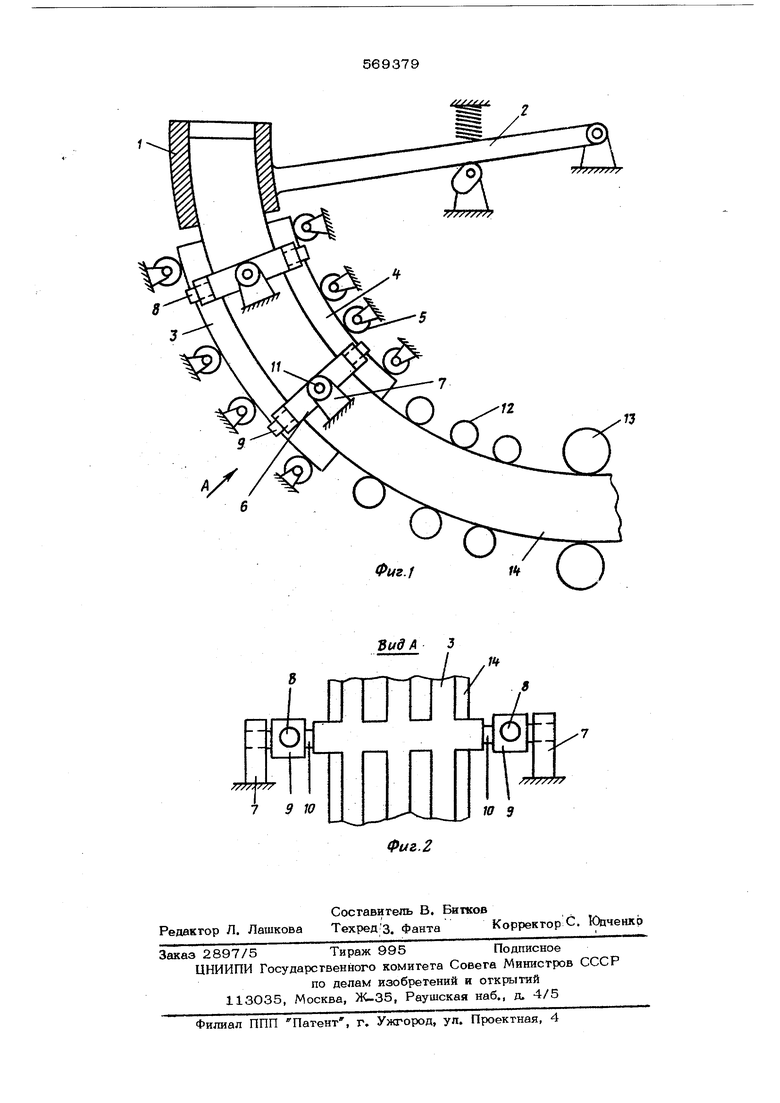
дальнему закону е амплитудой 15 мм и час тотой 20f под двйсгви&м мехаяязиа 2. В зоне вторичного оо(лажл)е1ан1 сяятсж 14 поддерживается брдгсьямя 3 и 4 которые опираются на сташюяарно установленные
роянкн 5. Брусья 3 и 4 подоешены при помощи осей 1О и скользяшт втуасж 9 на пальцы 8 коромысле 6, который может вращаться вокруг оси 11 наряяра 7. После брусьев 3 и 4 спится 14 пояоерживается я направляется валками 12.
При движении кристаллизатора 1 вверх усилие ылтягивания из него сллтка прижи мает затвердевакхцук корочку к брусьям 4. При этом сцепление слитка 14 с брусьями 4 увеличивается и последние увлекаются слитком, не имея i при этом относительного смещения. В этот момент брусья 4 через оси 1О и втулки 9 поворачивают коромысло 6 вокруг оси 11 шарнира 7 по часовой стреке. Сцепление слитка 14 с брусьями 3 уменьшается на величину усилия вытягивания из кристаллизатора 1, что позволяет брусьям 3 под действием коромысла 6 переместиться вверх относительно слитка 14. Так как сцепление брусьев 3 со слитком . 14 в этот момент ослаблено, то их относительное перемещение не создает дополнн- тельных усилий в корочке слитка.
При движении кристаллизатора 1 вниз слиток 14 прижимается под действием собственного веса и усилия сцепления его с кристаллизатором к брусьям 3, которые в свою очередь прижимаются к роликам 5, расположенным по большому радиусу изгиба слитка. П{ж этом брусья 3 увлекаются вниз под действием сил сцепления со слитком 14 одновременно поворачивая против часовой стрелки коромысло 6. Брусья 3 соединены с коромыслом прт помощи втулок 9, имеющих возможность поступательного перемещения вдоль пальцев 8, являющихся продолжением коромысла 6. При повороте коромысла 6 пальцы 8 увлекают за собой брусья 4, {расположенные по малому радиусу изгиба слитка.
Брусья 4 прижимаются к роликам 5 под действием ферростаТического давления жидхкого металла, уменьшенного на вес части слитка, длина которого равна длине брусьев япя несколько больше, В этом случае коромысло 6 при помощи пальцев 8, расположенных со стороны малого радиуса изгиба слитка, перемещает брусья 4 в сторону кристаллизатора 1. При этом втулки 9, перемещаясь по пальцам 8 в сторону от оси 11 шарнира 7, обеспечивают перемещение брусьев 4 вдоль поверхности слитка 14 н перекатывание их по роликам 5.
Таким образом, устройство создает усилия для вытягивания слитка 14 без смеще ния корочки относительно брусьев, наиболее нагруженных как ферростатическим давлением жидкого металла, так и усилием вытягивания из К1жсталлизатора. Смещению относительно брусьев подвергается только наименее нагруженная грань слигка, что обеспечивает целостность корочки rf повышает стабильность процесса разливки, уменьшает вероятность прорывов металла на 6-8%..
Формула изобретения
Направляющее устройство установки непррывной; разливки металлов криволинейного типа, содержащее брусья, расположенные по обеим сторонам технологической оси и имеющие возможность перемещения вдоль ее, причем брусья опираются на ролики, отличающееся тем, что, с целью предотвращения разрывов корочки слитка, оно снабжено коромыслом , установленным с возможностью вращения вокруг неподвижного шарнира, установленного посередине коромысла, а концы коромысла соединены с брусьями при помрщи втулок cKoribжения.,:
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство СССР № 143209 кл. В 22 D 11/12. 1О.О1.62.
2 Патент США № 2895190 кл. 164-28 21.О7.59.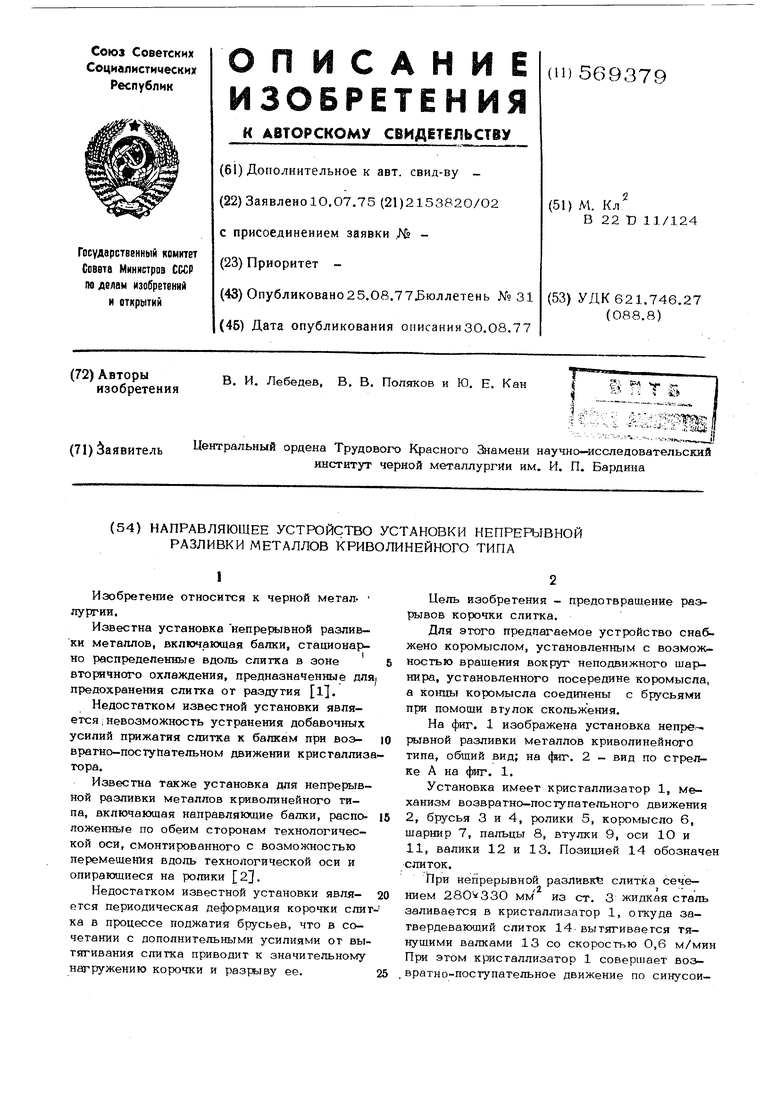

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывной разливки металлов | 1975 |
|
SU533129A1 |
| Установка непрерывной разливки металлов | 1978 |
|
SU772693A1 |
| СПОСОБ ЭКСПЛУАТАЦИИ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2083317C1 |
| Кольцевая установка для совмещенной разливки и прокатки металлов | 1970 |
|
SU330700A1 |
| Машина полунепрерывного литья слитков | 1980 |
|
SU933216A1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 1999 |
|
RU2145267C1 |
| МЕХАНИЗМ ПРИВОДА УСТРОЙСТВА С ШАГАЮЩИМИБРУСЬЯМИ для | 1971 |
|
SU316527A1 |
| Гильза кристаллизатора для непрерывной разливки сталей | 2017 |
|
RU2678556C1 |
| Способ автоматического управления процессом непрерывного литья слябов на машине непрерывного литья заготовок горизонтального типа с двусторонним вытягиванием | 1987 |
|
SU1496916A1 |
| Непрерывный восьмигранный слиток | 1978 |
|
SU854561A1 |