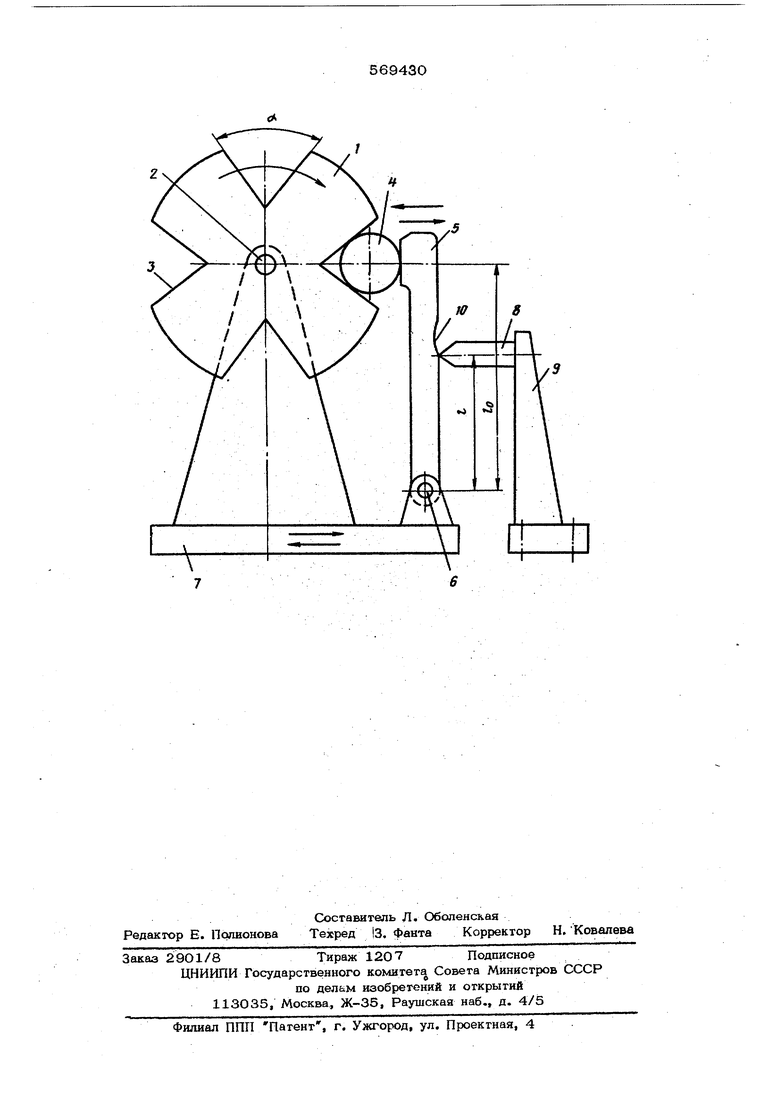
(54) УСТРОЙСТВО ДЛЯ УСТАНОВКИ ДЕТАЛЕЙ НА ЛИНИЮ ЦЕНТРОВ Зажимной рычаг 5 с поворотно-подающим диском 1 крепится на суппорте 7 токарногс станка на таком расстоянии один or другого, чтобы при фКж.сации обрабатываемой детали 4 среднего диаметра на линии центро зажимной рычаг находился в вертикальном положении по отношению.к оси 6, Упор 8 неподвижно установлен на стойке 9, которая жестко крепится на направляющей станины токарного станка (на чертеже не показана). На зажимном рычаге 5, в местах контакта его с упором 8| выполнена кривизна 10 в виде плоской кривой, при помощи которой устраняется погрешность при обработке деталей 4 разных диаметров. Уcтpoйctвo работает следующим образом, Детали 4 из-загрузочного лотка подаются в призматические пазы 3 поворотно-подающе- го диска 1. Диск 1 под дё|1ствием привода, поворачиваясь,; подает детали на рабочую позицию, где они жестко фиксируются зажим ным рычагом 5 при помощи указанногс| привода (на чертеже условно .не показан}. Затем суппортом 7 устройство перемещается в сторону упора 8 до контагта с ним. При взаимодействии зажимного рьыага 5с упором 8 центр подаваемой на обработку детали совмещается с линий центров станка, а сама деталь оказывается в позиции, необходимой для выполнения технологической операции, например, операции сня:лш круговой концентрической фаски на головке болта. После выполнения технологической .операции суппорт 7 возвращается в исходное положение, а заж мнойрычаг 5 под действием привода освобождает деталь 4 от жест кой фиксации. Одновременно, при помощи этого же привода диск 1 поворачивается и подает очередную деталь на позицию обработки. Последующие операции работы устройства повторяются. Фор м у л а из об р е т е и и я 1. Устройство для Установки деталей на линию центров, преимущественно к токарным Станкам, содержащее поворотно-подающий диск с призматическими пазами, зажимной рычаг, фиксирующий детали в названных пазах и упор, установленный между линией центров станка и осью поворота зажимного рычага и обеспечивающий установку зажимногб рычага в рабочее положение при обработке деталей, отличающееся тем, что, с целью исключения необходимости переналадки упора и обеспечения точности установки на линяю центров деталей близкого ряда диаметров, упор установлен неподвижно и со смещением от оси поворота зажимного рычага, 2. Устройство по п, Ij о т л и ч а ю щ ё е с я тем, что смещение точки контакта упора от оси поворота зажимного рьгаа- га определяется зависимостью g . . °. IfSITI Q - расстояние между линией центров Д° станка и осью поворота зажимного рычага, оС- угол призматического паза поворотноподающего диска. 3. Устройство по п, 1, отличающ е е с я тем, что зажимной рьгчаг в местах взаимодействия с упором выполнен с кривиз-. ной в виде плоской кривой на величину погрешности базирования.

| название | год | авторы | номер документа |
|---|---|---|---|
| Токарный станок | 1986 |
|
SU1407757A1 |
| Самоцентрирующий патрон | 1985 |
|
SU1282973A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| Суппорт токарного станка для обработки глубоких кольцевых канавок | 1983 |
|
SU1255042A3 |
| Токарный станок | 1979 |
|
SU872039A1 |
| Резцедержатель | 1986 |
|
SU1397187A1 |
| Автоматический поводковый патрон | 1979 |
|
SU829349A2 |
| ОБРАБАТЫВАЮЩИЙ ЦЕНТР | 1993 |
|
RU2129064C1 |
| Способ обработки штучных деталей, имеющих полость, на токарно-револьверном автомате | 2018 |
|
RU2685000C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |