(54) УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДИАМЕТРОВ
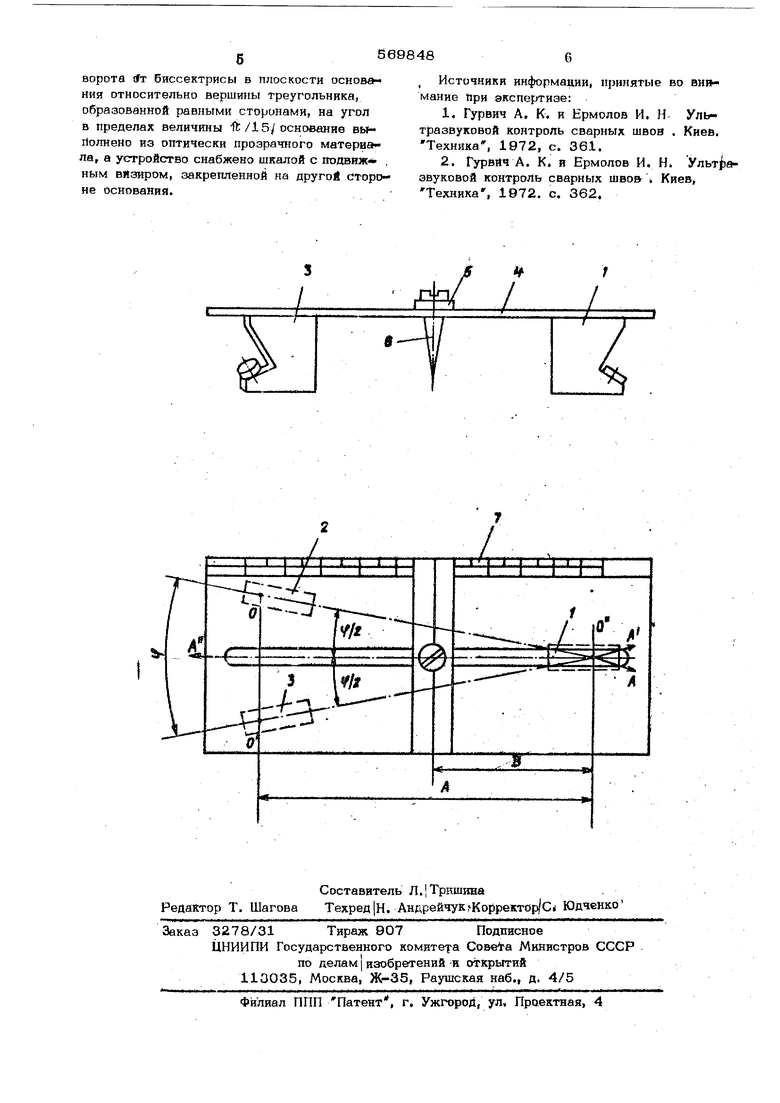
СВАРНЫХ ЗАКЛЕПОК И РАЗМЕРОВ ДЕФЕКТОВ стороны которого являются проекциями на ту же плойкость акустических осей приемных искателей, а проекция акустической оси излучающего искателя на плоскость основания является биссектрисой угла при вершине треугольника, приемные искатели установлены с возможностью поворота от биссектрисы в плоскости основания относительно вершины треугольника, образованной равным сторонами, на угол в пределах величиныIt/lS основание выполнено из оптически проэрачного материала, а устройство снабжено шкалой с подвижным визиром, закрепленной на другой стороне основания. Предлагаемым расположением искателей на основании каретки достигается высокая производительность контроля за счет исключения операций настройки и сравнения с -набором еталонных отражателей. На чертеже изображено предлагаемое устройство, -вид (гбоку и вид сверху. Устройство содержит призматические излучающий искатель 1 и два приемных искателя 2 и 3, которые укреплены с одной (например нижней) стороны основания карет ки 4, причем основание выполнено из оптически прозрачного материала. На другой стороне основания каретки установлен визир 5 с указателем 6 с риской для отсчета иэмеряемой величины по шкале 7, Искатели что проекции акустических укреплены так осей ОА и о А искателей 2 и 3 на основа ние каретки 4, проходящие через точку ввода о искателя 1, образуют равнобедренный треугольник с углом при вершине О Этот угол делится прое1сцией оси О А искателя 1, как биссектрисой, на две равны части f/2 . Размер дефекта (диаметра ядра) D определяется из зависимости, r.2(B-lg Ф/2), где В - расстояние между излучающим искателем и дефектом (заклепкой). Шкала 7 рассчитывается экспериментальи но по этой же зависимости. Приемные искатели 2 и 3 находятся от излучающего искателя 1 на расстоянии А, которое наряду Ic углом ц определяется необходимым диапазоном измерений. Увеличение расстояния А ограничено тех нологическими факторами (например, шагом сварных точек), поэтому при переходе на другой диапазон измерений изменяпот угол f путем поворота каждого из приемных искателей 2 и 3 ст биссектрисы в плоскост основания относительно вершины О треугол ника на угол в пределах величины ft/15. Для измерения диаметров сварных заклепок и размеров дефектов предлагаемое уст ройство помещают на поверхность контоолиуомой детали вно запы сварки, и, напри-мер, на экране электронно-лучевой трубки ефектоскопа устанавливают определенные и одинаковой высоты импульсы от двух риемных искателей 2 и 3. Затем, не измо-. яя настройки дефектоскопа, устройство пер ещают на контролируемый участок или на электрозаклепку (сварную точку) так, чтобы она оказалась на проекции акустической оси О А HCKf геля 1 и между искателями 2 и 3. Сохраняя амплитуд импульсов от приемных искателей 2 и 3, иэменяют расстояние между электрозаклепкой и искателем 1 путем перемещения устройства до тех пор, пока амплитуда импульсов от обоих искателей 2 и 3 не уменьшится до определенного уровня, например, наполовину. После этого указатель 6 с визиром 5 устанавливают над дефектом (положение дефекта предварительно определяют, например, по показаниям глубиномера дефектоскопа) или над электро заклепкой (сварной to tкой) и снимают отсчет измеряемой величины со шкалы 7. Эталоны для данного устройства не нужны, поэтому производительность контроля повышается. Оператор средней квалификации на измерение диаметра ядра элэктрозаклепки (сварной точки) затрачивает не более одной минуты, проводя измерения с точностью до40,1 - 0,5 мм. Результаты испытаний показывают, что предлагаемое устройство удобно в эксплуатации, позволяет производить измерения с повышенной точностью при маль1х затратах времени и может быть рекомендовано для массового контроля-электрозаклелок и сварных точек. Формула изобретения Устройство для измерения диаметров сварных заклепок и размеров дефектов, со держащее каретку и укрепленные на ее ооновании один излучающий и два приемные призматические искатели, о т л и ч а- ю- щ е е с я тем, что, с целью повышения точности и производительности контроля, искатели установлены на одной стороне основания так, что ; проекции их точек ввода ультразвукового пучка на плоскость основания образуют равнобедренный треугольник, равные стороны которого являются проекциями на ту же плоскость акустических осей приемных искателей, а проекция акустической оси излучающего искателя на плоскость основания является биссектрисой угла при вершине 7реугольника, приемные искатели установлены с возможностью по-
ворота ifr биссектрисы в плоскости основания относительно вершины треугольника, образованной равными сторонами, на угол в пределах величины it/15/основание выйолнено из оптически прозрачного материала, а устройство снабжено шкалой с подвиж-- , ным Визиром, закрепленной на другой стороне основания.
Источники информации, принятые во вн мание При экспертизе:
1.Гурвич А, К, и Ермолов И. Н Ультразвуковой контроль сварных швов . Киев. Техника, 1972, с. 361.
2.Гурвйч А. К. я Ермолов И. Н. Ульт зазвуковой контроль сварных швов Киев, Техника, 1972. с. 362.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ультразвукового контроля сварных швов | 1974 |
|
SU1479870A1 |
| Способ контроля акустического контакта | 1977 |
|
SU603896A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДЕФЕКТОВ В СТРУКТУРЕ ДЕТАЛЕЙ | 2009 |
|
RU2398225C1 |
| ПРОДОЛЬНО-ПОПЕРЕЧНЫЙ СПОСОБ РЕАЛИЗАЦИИ ЭХОЛОКАЦИОННОГО МЕТОДА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЯ ПО ВСЕМУ СЕЧЕНИЮ | 2014 |
|
RU2585304C1 |
| Раздельно-совмещенный искатель для ультразвуковой дефектоскопии | 1975 |
|
SU538291A1 |
| Ультразвуковой искатель | 1979 |
|
SU845087A1 |
| Устройство для ультразвукового контроля изделий | 1983 |
|
SU1147978A1 |
| Наклонный искатель к ультрозвуковому дефектоскопу | 1973 |
|
SU473947A1 |
| АКУСТИЧЕСКИЙ ПРОФИЛОМЕР | 2014 |
|
RU2554307C1 |
| СПОСОБ СОГЛАСОВАНИЯ ЛИНИИ ВИЗИРОВАНИЯ ОПТИЧЕСКОГО ПРИБОРА С ПРОДОЛЬНОЙ ОСЬЮ БАЗОВОГО ШАССИ ЗЕНИТНОГО СРЕДСТВА | 2023 |
|
RU2810238C1 |
/
