Изобретение относится к способу переработки пластмасс в изделия, в частности к способу прессования и спекания фторлонов, например фторлона-4, и может найти применение в различных отраслях промышленности, например в нефтехимической, химической, пищевой, медицинской и др.
Известен способ, заключающийся в том, что изделие, например втулку, изготовленную из пористого материала, например из пористой бронзы, устанавливают в приспособление для пропитки суспензией фторлона-4. Пропитку осуществляют под давлением на прессе. Затем изделие просушивают при 100°С и производят спекание фторлона в порах при 360- 380°С со скоростью 20 мин/мм 1.
Известен способ, в котором поверхность металла зашкуривают и очищают от загрязнений. На поверхность наносят порошкообразную смесь никель-фосфор и политетрафторэтилен, затем опрессовывают под давлением свыше 240 кгс/см, не сбрасывая давления, нагревают до 370°С, спекают со скоростью 5 мин/мм и охлал дают заготовки под давлением 2.
Однако при этом способе нельзя получить изделия с арматурой, выполненной из материала (например, гетинакса, текстолита и др.) с термостойкостью ниже температуры 370°С, при которой происходит спекание фторлона-4, так как при спекании материал арматуры под действием температуры начинает деструктировать и выделяющиеся летучие разрушают оболочку из фторлона-4. Целью изобретения является изготовление изделий из фторлона-4 с арматурой с низкой термостойкостью, а также сокращение длительности процесса получения изделий.
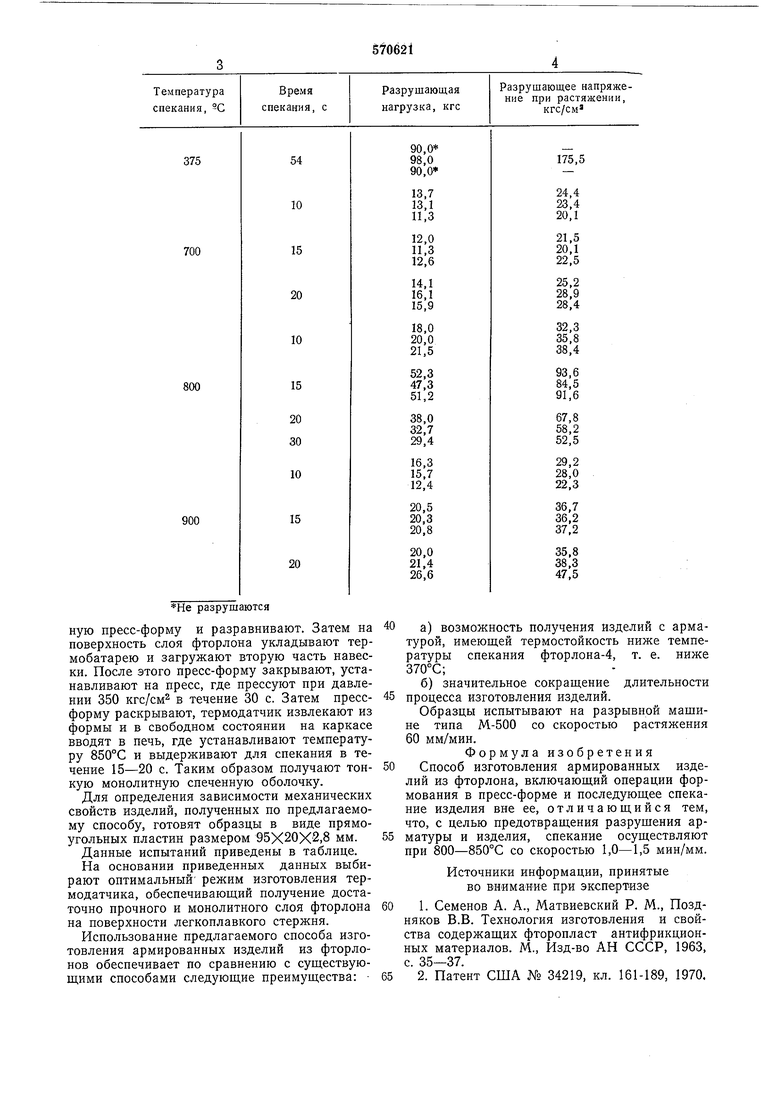
Эта цель достигается тем, что процесс спекания осуществляют при 800-850°С со скоростью 1,0-1,5 мин/мм. В результате на поверхности изделия образуется тонкий до 0,2 мм плотный слой спеченного фторлона. При этом, из-за его низкой теплопроводности арматура не подвергается воздействию высоких температур.
Способ изготовления армированных изделий осуществляется на примере изготовления дифференциального термодатчика прибора ИТЭК. Дифференциальный термодатчик состоит из многоспайной термобатареи, выполненной на плоском текстолитовом сердечнике, помещенном во фторлоновую оболочку. Для обеспечения нормальной работы термодатчика толщина рабочей части фторлоновой оболочки должна быть не более 0,4 мм.
Пример. Термодатчик изготавливается следующим образом.
Навеску фторлоиа-4 делят на две части. Первую часть навески загружают в специаль
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения полиэфиримидного композиционного материала для 3D-печати | 2022 |
|
RU2783519C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОБОЛОЧЕК АНТЕННЫХ ОБТЕКАТЕЛЕЙ ИЗ КВАРЦЕВОЙ КЕРАМИКИ | 2010 |
|
RU2436206C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2012 |
|
RU2521170C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТОГО ИСТИРАЕМОГО МАТЕРИАЛА ИЗ МЕТАЛЛИЧЕСКИХ ВОЛОКОН | 2008 |
|
RU2382828C2 |
| Способ получения пористой алюмооксидной керамики | 2015 |
|
RU2610482C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОБОЛОЧКИ АНТЕННОГО ОБТЕКАТЕЛЯ ИЗ РЕАКЦИОННО-СВЯЗАННОГО НИТРИДА КРЕМНИЯ | 2010 |
|
RU2453520C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОЙ КОМПОЗИЦИИ | 2009 |
|
RU2421480C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕХНОЛОГИЧЕСКИХ ЗАГОТОВОК КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ НИТРИДА КРЕМНИЯ | 2016 |
|
RU2641358C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ТРУБЧАТОЙ ФОРМЫ С КОНУСООБРАЗНЫМ УЧАСТКОМ И ИЗДЕЛИЕ ТРУБЧАТОЙ ФОРМЫ С КОНУСООБРАЗНЫМ УЧАСТКОМ В ВИДЕ ОБОЛОЧКИ СООРУЖЕНИЯ ИЛИ КОНСТРУКЦИИ | 2003 |
|
RU2234412C1 |
| Способ изготовления порошковых изделий | 1989 |
|
SU1722691A1 |
