Изобретение относится к области машиностроения, в частности к способу получения истираемых уплотнений проточной части компрессора и турбины газотурбинного двигателя, а также может быть использовано в газонефтеперекачивающих установках для изготовления фильтров, работающих при высоких температурах и в качестве шумоглушителей.
Известен способ изготовления истираемого материала для уплотнения радиальных зазоров газовых турбин, включающий смешивание компонентов и заполнение сотовых ячеек, в котором смесь компонентов перед заполнением сотов подвергают гранулированию на связующем, никелированию до получения гранул размерами 0,25-0,8 мкм с заданным химическим составом с последующим спеканием в вакууме или защитной среде (патент РФ №2039631).
Известен истираемый уплотнительный материал, который состоит из сплавов системы MeCrAlY или MeCrAlSi, где металл выбирают из группы, включающей Ni, Co, Fe.
Способ получения подобных материалов включает подготовку произвольно расположенных тонких металлических волокон с использованием водяной суспензии или путем смешивания тонкоизмельченных металлических порошков с жидким связующим, формирование мата путем его уплотнения и спекания в защитной атмосфере (патент США №4139376).
Известен также способ получения высокопрочного с изменяемой пористостью спеченного изделия из металлических волокон, включающий формирование высокопрочной структуры из металлических волокон с помощью суспензии волокон в жидкой среде, фильтрование жидкости, прессование изделий и спекание в неокисляемой атмосфере (патент США №3127668).
Недостатком известных способов является недостаточная термостойкость, жаростойкость и пористость получаемых истираемых материалов.
Наиболее близким аналогом, принятым за прототип, является способ получения пористого истираемого материала из металлических волокон, включающий уплотнение волокон в пресс-форме, прессование и спекание, в котором в качестве металлических волокон используют дискретные волокна с соотношением диаметра и длины 1:(30-500), прессование осуществляют с одновременным приложением вибрации, а после спекания проводят дополнительное уплотнение материала для получения пористости до 90% (патент РФ №2201989).
Недостатком способа-прототипа является также низкая жаростойкость и термостойкость пористого истираемого материала из металлических волокон, которая приводит к образованию трещин на материале в процессе работы и сопровождается нежелательным окислением материала в процессе эксплуатации, что соответственно снижает ресурс работы изделия.
Технической задачей изобретения является разработка способа получения пористого истираемого материала, обеспечивающего повышение жаростойкости и термостойкости до 1200°С материала и изделий, изготовленных из него.
Решение поставленной технической задачи достигается тем, что предложен способ получения пористого истираемого материала из металлических волокон, включающий засыпку волокон в пресс-форму, прессование волокон с одновременным приложением вибрации, спекание и дополнительное уплотнение материала, после которого на материале формируют защитное покрытие системы Si3С5Н15O0,25-SiC-MoSi2-CoSO4.
Формирование защитного покрытия системы Si3C5H15O0,25-SiC-MoSi2-CoSO4 проводят в вакууме 10-3-10-7 мм рт.ст. при температуре 300-1100°С в течение 1-10 ч.
Авторами экспериментально установлено, что дополнительное формирование защитного покрытия системы Si3C5H15O0,25-SiC-MoSi2-CoSO4 приводит к повышению термостойкости и температуроустойчивости до 1200°С пористого истираемого материала и изделий изготовленных из него.
Рентгеноструктурный и микроспектральный анализ показали, что защитное покрытие формируется на поверхности материала тонким, плотным, равномерным слоем с образованием тугоплавких соединений SiC, SiO2, 2CoO·SiO2, MoSi2, обеспечивающих высокую жаростойкость и термостойкость при рабочих температурах до 1200°С.
Примеры осуществления
Пример 1. В опытных условиях были изготовлены образцы и изделие, например, уплотнительное кольцо из пористого истираемого материала.
Металлические волокна из нержавеющей стали марки Х18Н9Т диаметром 5 мкм, длиной 0,5 мм равномерно засыпали через сито в пресс-форму. Далее пресс-форму помещали на вибропресс, включали виброустановку на прессе и прикладывали давление. Вибрирование осуществляли по режиму: частота вибрации - 0,5 Гц, амплитуда вибросмещения - 0,2 мм, удельное давление прессования - 3 МПа.
Брикетированные заготовки спекали в вакуумной печи при температуре 1200°С в течение 5 час, вакуум составлял 10-4 мм рт.ст. После спекания производили дополнительное уплотнение спеченного материала, пропустив его через валки.
На полученные образцы и изделие наносили суспензию покрытия.
Для приготовления суспензии предлагаемого покрытия 20 мас.%, поликарбосилана (Si3С5Н15O0,25) растворяли в 1 л гексана, после чего в полученный раствор добавляли мелкодисперсные порошки в количестве, мас.%: SiC - 0,1, MoSi2 - 3, CoSO4 - 1,5 и механически перемешивали.
Полученные образцы и изделие пористого истираемого материала подвергали свободной пропитке в суспензии при комнатной температуре. Затем подвергали сушке при температуре 80°С и формировали покрытие при температуре 750°С с выдержкой - 3 ч. Окончательная плотность составляла 90%.
На полученных образцах и изделии исследовались жаростойкость и термостойкость (свойства на образцах и изделии идентичны).
Примеры 2, 3, 4 получения пористого истираемого материала из металлических волокон осуществляли аналогично примеру 1.
Составы и режимы формирования покрытий по предлагаемому способу и способу-прототипу приведены в таблице 1.
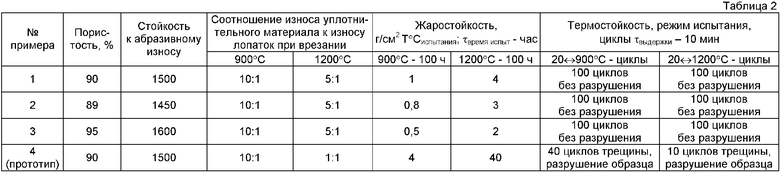
Свойства материала, изготовленного по предлагаемому способу и способу-прототипу, приведены в таблице 2.
Образцы и изделия, изготовленные по предлагаемому способу и способу-прототипу, подвергались испытаниям на определение пористости, стойкости к абразивному износу, соотношению износа уплотнительного материала к износу лопаток при врезании.
Плотность термостойкого пористого истираемого материала определялась отношением веса образца, отнесенного к единице объема данного образца.
Стойкость к абразивному износу материала определялась отношением веса образца в исходном состоянии до обдувки электрокорундом к весу образца после обдувки электрокорундом. Расход электрокорунда при испытании составлял 5 см3. Обдувка образцов осуществлялась частицами электрокорунда зернистостью 100 мкм, угол атаки - 30°, давление воздуха - 0,5 атм.
Соотношение износа уплотнительного материала к износу лопаток при врезании определялось отношением линейного размера образца до испытания к линейному размеру образца после испытания.
Испытания проводили на стенде по следующему режиму: скорость внедрения контр-тела в истираемый материал - 0,068 мм/с, угловая скорость вращения контр-тела - 117 с-1.
Материал считается истираемым с высокими уплотнительными свойствами, если соотношение износа уплотнительного материала к износу лопаток при врезании составляет не менее 5:1, если соотношение износа уплотнительного материала к износу лопаток при врезании составляет 3:1 материал считается истираемым с допустимыми уплотнительными свойствами, и если соотношение износа материала к износу лопаток при врезании составляет 1:1 данный материал признается неработоспособным в качестве истираемого уплотнительного материала.
Жаростойкость образцов материла определялась путем непрерывного взвешивания без извлечения их из печи при температурах 900°С и 1200°С в течение 100 часов.
Термостойкость образцов материала определялась по количеству теплосмен до появления первой трещины и по внешнему виду образцов после нагревов по режимам 20↔900°С и 20↔1200°С с выдержкой при заданной температуре в течение 10 мин.
Из таблицы 2 видно, что термостойкий истираемый материал из металлических волокон, полученный по предлагаемому способу, обладает целым рядом преимуществ.
Материал является жаростойким при температуре до 1200°С. Привес образцов материала, полученного по предлагаемому способу, при температуре 900°С на стали Х18Н9Т ниже в 4 раза, на стали Х20Н80 в 5 раз, на никелевом сплаве (Cr - 17,5; Al - 5,5; Y - 0,6, Ni - ост.) в 8 раз по сравнению с материалом, полученным по способу-прототипу.
Привес образцов материала, полученного по предлагаемому способу, при температуре испытания 1200°С за 100 часов на стали Х18Н9Т ниже в 10 раз, на стали Х20Н80 ниже в 13,3 раза, на сплаве на основе никеля мас.%: Cr - 17,5, Al - 5,5, Y - 0,6, Ni - ост., ниже в 20 раз по сравнению с материалом, полученным по способу-прототипу.
Предлагаемый пористый истираемый материал является термостойким, так как образцы материала выдерживают 100 циклов теплосмен по режимам испытания 20↔900°С и 20↔1200°С без разрушения, а образцы материала прототипа разрушаются после 40 и 10 циклов испытания соответственно.
Соотношение износа уплотнительного материала к износу лопаток при врезании предлагаемого пористого истираемого материла при температуре испытания 900°С составляет 10:1, при 1200°С - 5:1.
Соотношение износа уплотнительного материала к износу лопаток при врезании пористого истираемого материала прототипа при температуре испытания 900°С составляет так же, как и предлагаемого термостойкого пористого истираемого покрытия, 10:1, а при 1200°С - составляет 1:1.
Полученные данные свидетельствуют, что предлагаемый истираемый пористый материал является износостойким как при температуре 900°С, так и при 1200°С, а пористый истираемый материал по прототипу работоспособен только до 900°С, а при 1200°С не работоспособен, так как он при 1200°С окисляется, охрупчивается и становится материалом с высокой твердостью.
Таким образом, предлагаемый способ обеспечивает получение пористого истираемого материала, обладающего высокой жаростойкостью и термостойкостью.
Применение предлагаемого способа позволит повысить надежность и ресурс эксплуатации изделий из материала, полученного этим способом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Материал на основе сплава системы Fe-Cr-Al-Y для сотового уплотнения турбины | 2023 |
|
RU2812922C1 |
| МЕТАЛЛИЧЕСКИЕ ВОЛОКНА ИЗ ЖАРОСТОЙКОГО СПЛАВА (ВАРИАНТЫ) И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ МЕТАЛЛИЧЕСКИХ ВОЛОКОН | 2014 |
|
RU2573542C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТОГО ИСТИРАЕМОГО МАТЕРИАЛА ИЗ МЕТАЛЛИЧЕСКИХ ВОЛОКОН И ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ЭТИМ СПОСОБОМ | 2001 |
|
RU2201989C2 |
| Истираемое уплотнительное покрытие (рабочая температура до 800С) | 2022 |
|
RU2791541C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА ПОВЕРХНОСТИ ДЕТАЛЕЙ ИЗ УГЛЕРОД-УГЛЕРОДНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И ГРАФИТА | 2019 |
|
RU2714978C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИСТИРАЕМОГО МАТЕРИАЛА | 1993 |
|
RU2039631C1 |
| ЗАЩИТНОЕ ПОКРЫТИЕ | 2005 |
|
RU2290371C1 |
| ЗАЩИТНОЕ ПОКРЫТИЕ | 2003 |
|
RU2249571C1 |
| РАДИОПРОЗРАЧНОЕ ЗАЩИТНОЕ ПОКРЫТИЕ С ВЫСОКОЙ ИЗЛУЧАТЕЛЬНОЙ СПОСОБНОСТЬЮ ДЛЯ МАТЕРИАЛОВ И ИЗДЕЛИЙ НА ОСНОВЕ КВАРЦЕВОГО СТЕКЛА | 2014 |
|
RU2549662C1 |
| ТЕПЛОЗАЩИТНОЕ ПОКРЫТИЕ | 2012 |
|
RU2497783C2 |
Изобретение относится к области машиностроения, а именно к способам получения истираемых материалов из металлических волокон, и может быть использовано при изготовлении уплотнений проточной части компрессора и турбины газотурбинного двигателя, в газонефтеперекачивающих установках для изготовления фильтров. Способ включает засыпку волокон в пресс-форму, прессование волокон с одновременным приложением вибрации, спекание и дополнительное уплотнение материала. После дополнительного уплотнения на материале формируют защитное покрытие системы Si3C5H15O0,25-SiC-MoSi2-CoSO4. При этом формирование защитного покрытия проводят в вакууме 10-3-10-7 мм рт.ст. при температуре 300-1100°С в течение 1-10 ч. Технический результат - повышение надежности и ресурса эксплуатации изделий. 1 з.п. ф-лы, 2 табл.
1. Способ получения пористого истираемого материала из металлических волокон, включающий засыпку волокон в пресс-форму, прессование волокон с одновременным приложением вибрации, спекание и дополнительное уплотнение материала, отличающийся тем, что после дополнительного уплотнения на материале формируют защитное покрытие системы Si3C5H15O0,25-SiC-MoSi2-CoSO4.
2. Способ по п.1, отличающийся тем, что формирование защитного покрытия системы Si3C5H15O0,25-SiC-MoSi2-CoSO4 проводят в вакууме 10-3-10-7 мм рт.ст при температуре 300-1100°С в течение 1-10 ч.
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТОГО ИСТИРАЕМОГО МАТЕРИАЛА ИЗ МЕТАЛЛИЧЕСКИХ ВОЛОКОН И ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ЭТИМ СПОСОБОМ | 2001 |
|
RU2201989C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТОГО ПРОНИЦАЕМОГО МАТЕРИАЛА | 2002 |
|
RU2222634C1 |
| Способ химического меднения углеродных материалов | 1988 |
|
SU1604862A1 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| US 3127668 А, 07.04.1964. | |||

