(54) УСТАНОВКА ДЛЯ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ
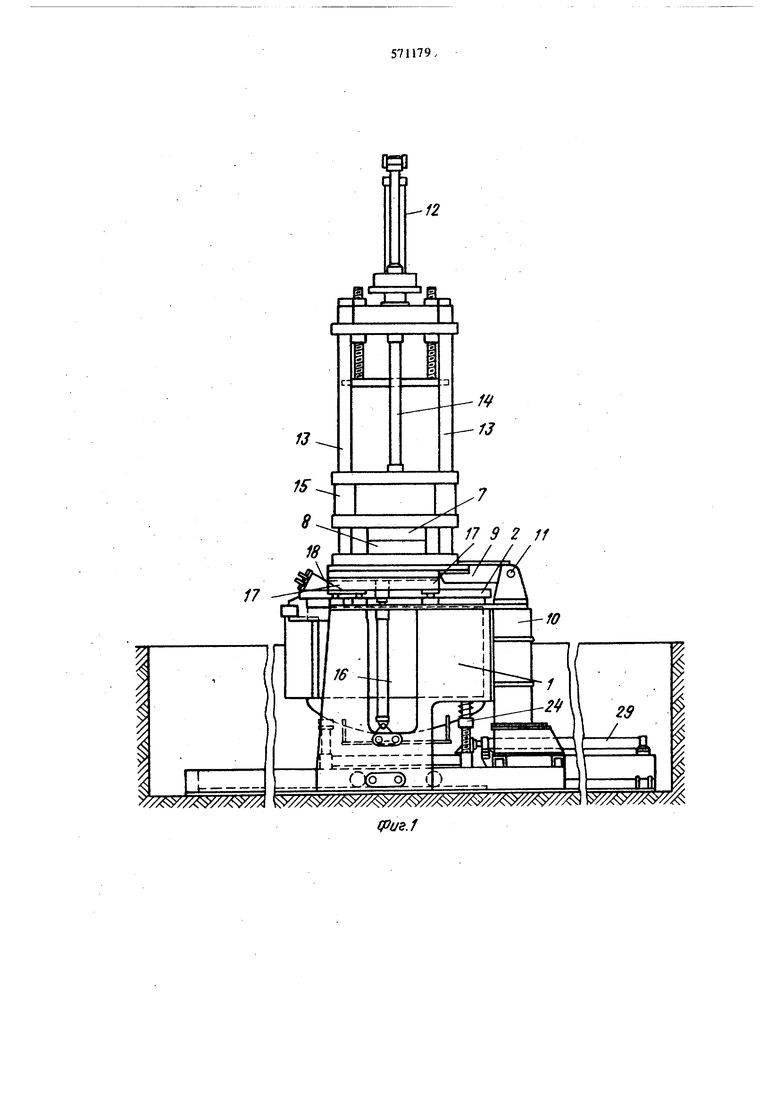
носителем 15 литейной формы, который скользит по стойкам и к которому прикреплена полуформа 7. Стол 9 может поворачиваться на шарнире 11,с помощыа двух подъемных стержней 16 (см. фиг. 1), которые, располагаются по обе стороны печи. Нижнее рабочее горизонтальное положение стола определяется стопорами 17, которые установлены на неподвижной станине. Как показано на фиг. I, последующая подача металла в тигель 3 может быть осуществлена через поперечное загрузочное отверстие 18, снабженное загрузочным лотком, который расположен у верхней кромки печи в удалении от стациошрного шаршфа 11.
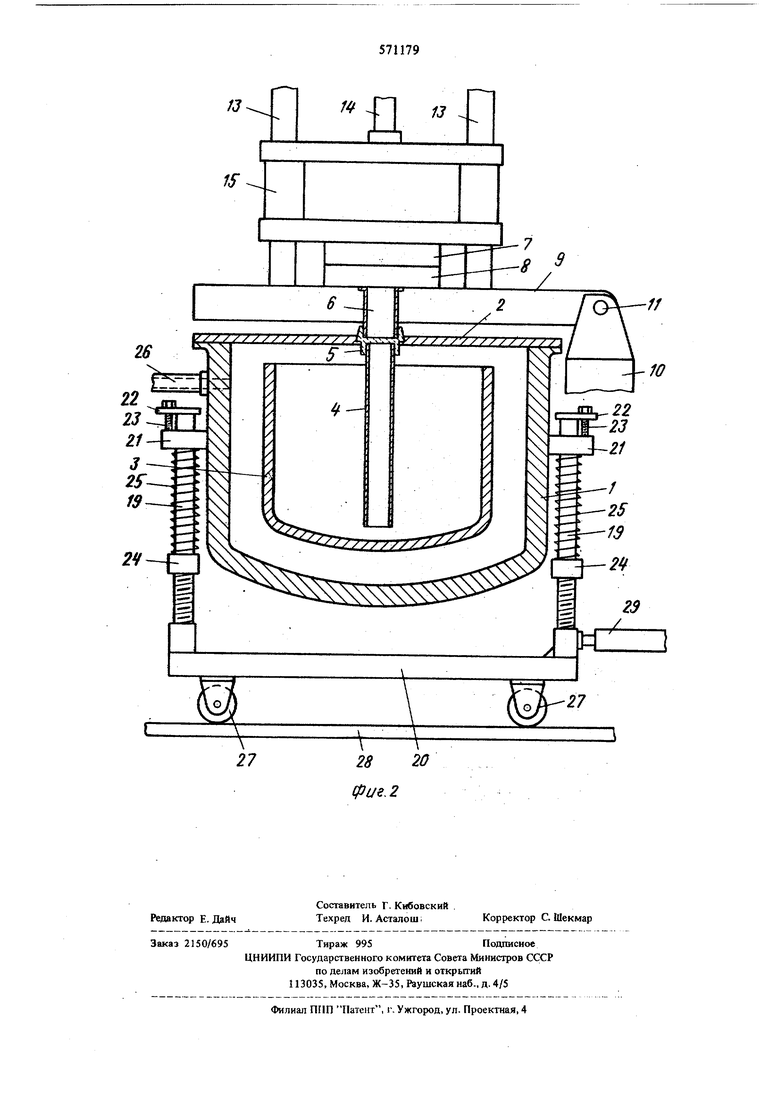
Для обеспечения хорошего уплотнения между втулкой 5 и шсадкой 6 и полуформами 7 и 8 необходимо, чтобы относительные положения стола 9 и крьшаси 2 печи, которая поддерживает верхний конец металлопровода и насадки 6, можно было точно регулировать. В копсхрукоди это достигается за счет монтажа всей печи 1 на упругой опоре. Такая упругая опора состоит из четырех вертш :алыа1х колонн 19, которые расположены; с равным промежутком ifflMH вокруг печи и 1шжш1ми концами опираются на тележку 20. Верхняя часть каждой кологап) свободно проходит через кронштейны 21, закрепленные к стенке печи. К верхнему ко1щу каждой такой колонны крепится планка 22, несущая регулировопшш стопор 23, который ограничивает подъем каждого кронштейна 21. На каждой колонне в ее нижней части имеется винтовая резьба, на которую навинчено кольцо 24. Между регулируемым кольцом 24 и кронштейном 21 на колонне имеется винтовая нажимная пружина 25. Эти пружины подают вверх кро1Ш1тейны 21, причем усилие, создаваемое пружинами, можно регулировать с помощью колец 24. Четыре пружины способны вьщерживать весь вес печи с загруженным металлом тиглем 3, а так как пружины расположены в.округ центральной линии печи, то О1Ш, кроме того, обеспечивают эффект самовырав1шва}шя по горизонтали. При первичной регулировке стопоры 23 устанавлушаются таким образом, чтобы при нахождении кронштейнов 21 в верхнем положении с упором в стопоре под действием пружин 25 степень прижатия между втулкой 5, насадкой 6 и полуформой 8 была небольшой, причем для достижения зтой цели требуется очень незначительное давление пружин, которое регулируется с помощью колед 24. Если в последующем насадка 6 получит, например, тепловое расширение, то результативная направленная вгшз сила, действующая на крышку 2 печи, заставит печь перемешаться вниз, преодолевая усилие пружин 25. Соответствуюшим выбором размеров и характеристик пружин, а также регулировкой с помощью колец 24, можно обеспечить условие, при котором упругая сила, противостоящая такому тепловому расширению насадки, будет находиться на относительно низком уровне и ее величина не будет превышать, например, 50 кг.
Через трубопровод 26 виутрь закрытой герметически печи 1 под давле1шем подается газ, который, попадая на поверхность расплава, заставляет распдав подниматься по металлопроводу 4 и заполнять литейную форму.
По мере прогрессивного удаления расплава из тигля 3 уменьшается и вес печи и тем самым нару. шается равновесие сил, создаваемое весом печи и работой пружин. В результате сила 1фужин может превзойти вес печи, однако образующаяся в этом . случае подъемная сила пружин не может действовать непосредственно на составляющие металлопровод элементы, так как степень подъема печи ограничивается стсшорами 23.
Тележка 20 установлена .на роликах 27, которые в свою очередь расположены на рельсах 28, и вся тележка перемещается горизонтально с помощью гидравлического привода двойного действия 29.
Такая конструкция позволяет перемещать всю .конструкцию печи из-под опорной конструкции для литейной формы с целью доступа к печи для технического обслуживания или же перемещать горизонтально насадку 6 металлопровода 4 для соединения с впускным отверстием последующих литейных форм.
Формула изобретения
35
Установка для литья под низким давлением, содержащая печь с герметизирующей крышкой, внутри которой установлен плавильный тагель с
: металлопроводом, поворотный стол, на котором размещена литейная форма, и устройство для подачи газа в печь, отличающаяся тем, что, с целью улучшения фиксации металлопровода относительно литейной формы и обслуживания устанрвки, она снабжена упругим опорным устройством с направляющими для поддержания печи, установленным на подвижной в горизонтальном направлении тележке с возможностью вертикального перемещения по направляющим, ограниченным ретулируемыми упорами.
Источники информации, принятые во внимание при экспертизе:
1. Патент ФРГ N 1483542, кл. 3 Ь 27/12. 1971.
Р С
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для литья с противодавлением | 1979 |
|
SU831315A1 |
| Установка для литья с газовым протидавлением | 1976 |
|
SU576156A1 |
| Установка для литья под низким давлением | 1974 |
|
SU511997A1 |
| Установка для литья под низким давлением | 1990 |
|
SU1792798A1 |
| ВАКУУМНАЯ ИНДУКЦИОННАЯ ПЛАВИЛЬНО-ЗАЛИВОЧНАЯ УСТАНОВКА | 2017 |
|
RU2663025C1 |
| Вакуумная установка для литья отливок лопаток с направленной и монокристаллической структурой | 2022 |
|
RU2814835C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 2004 |
|
RU2267380C1 |
| ВАКУУМНАЯ ИНДУКЦИОННАЯ УСТАНОВКА С ПЕЧЬЮ ПОДОГРЕВА ФОРМ | 2005 |
|
RU2297583C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОКАТАНЫХ СИЛОВЫХ ШПАНГОУТОВ ИЗ ЦЕНТРОБЕЖНОЛИТОЙ ЗАГОТОВКИ-ШАЙБЫ | 2016 |
|
RU2663916C2 |
| Установка для литья под низким давлением | 1984 |
|
SU1252033A1 |
//S // ///f: /7A
г
CPUS.1
фие.2
