Изобретение относится к литейному производству, в частности к литью под низким давлением.
Цель изобретения - улучшение условий эксплуатации, упрощение койст- рукции и повышение надежности в работе, расширение номенклатуры изготавливаемых отливок.
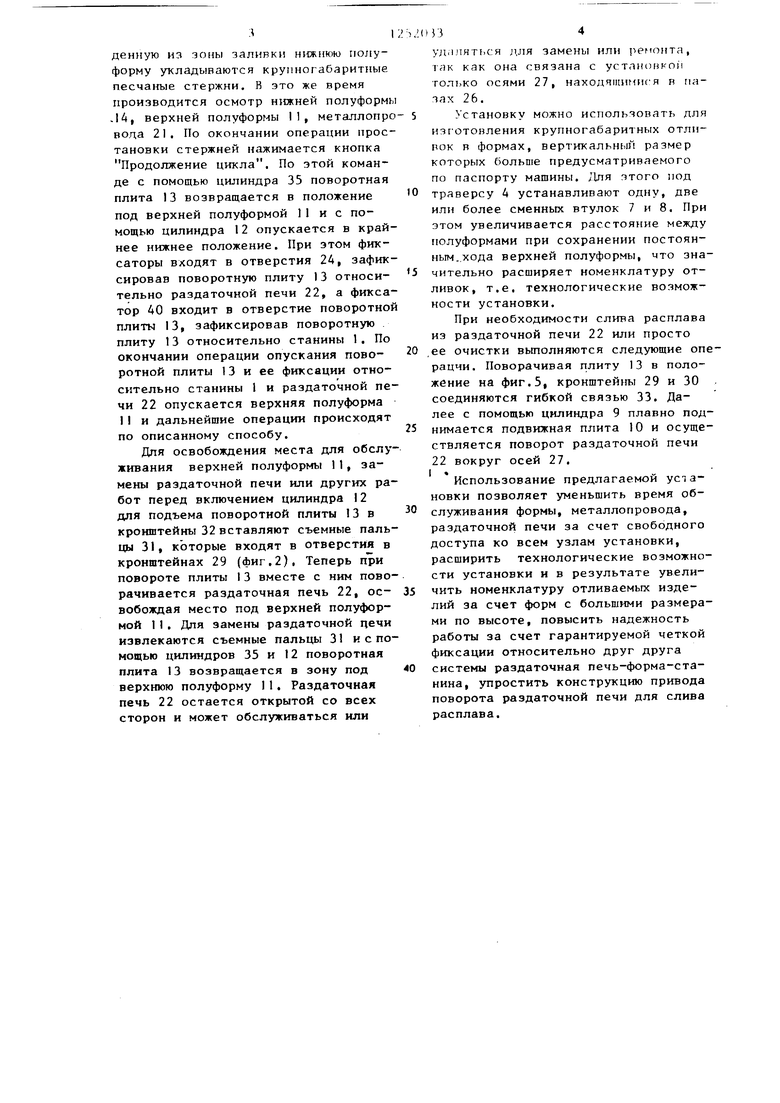
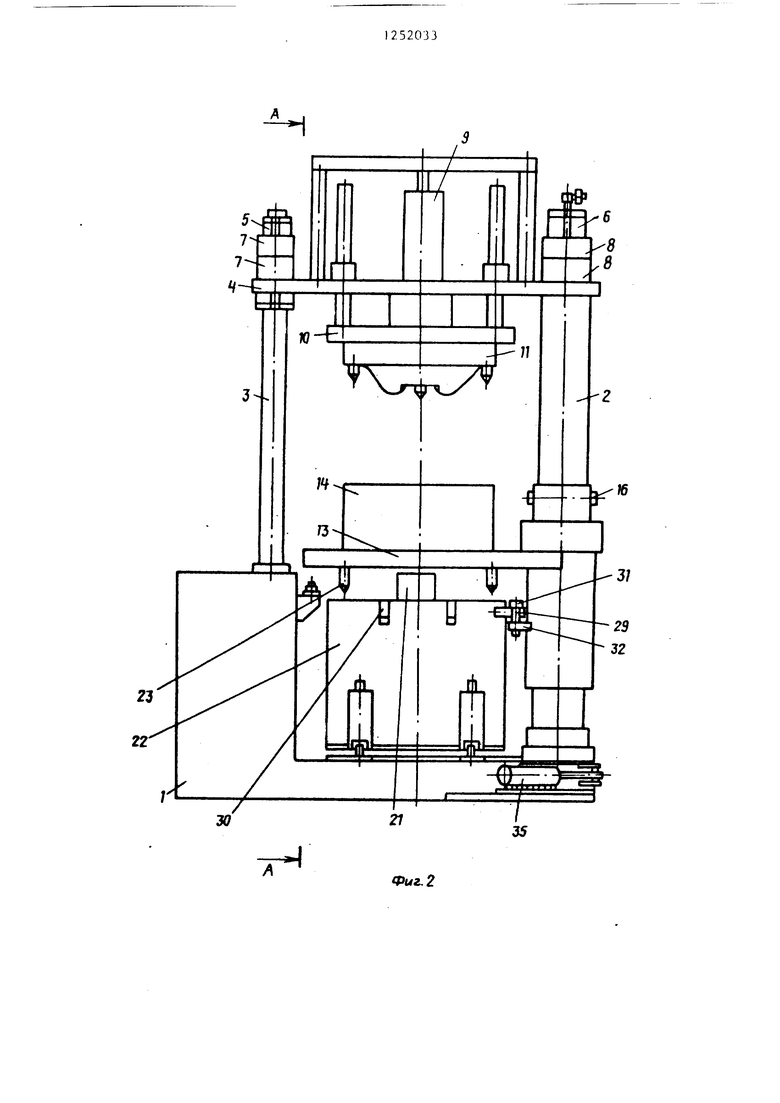
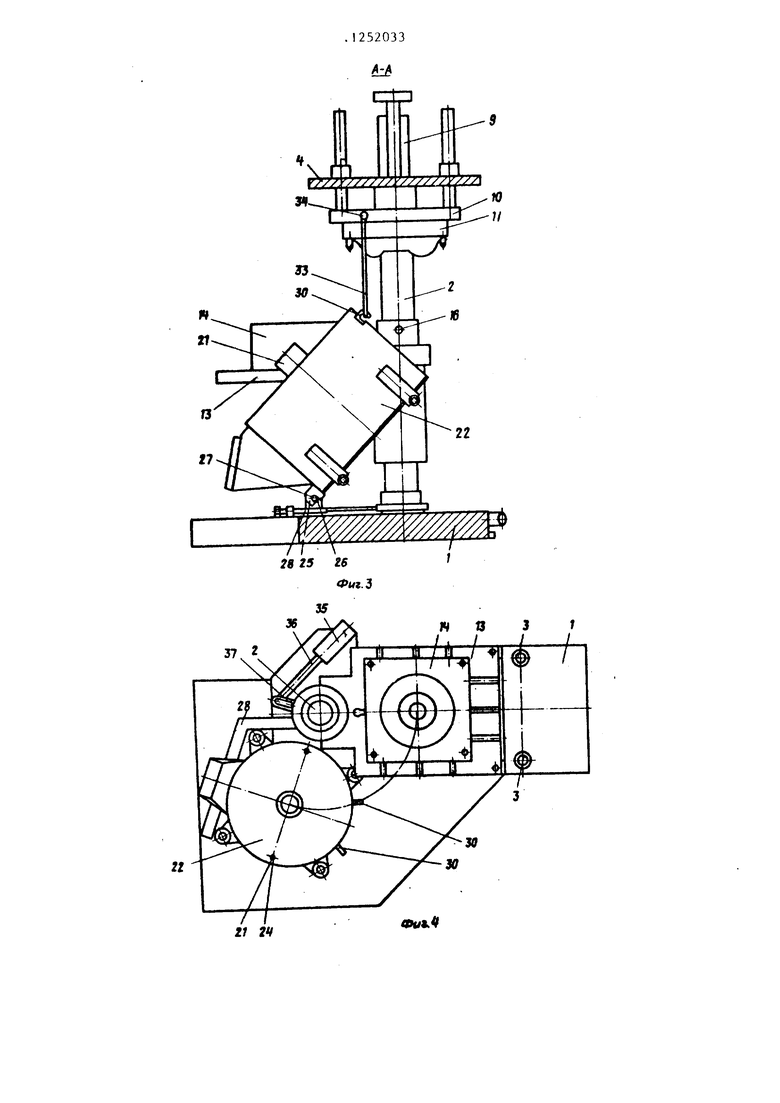
Ня фиг.1 изображена установка, общий вид; на фиг.2 - установка с поворотным рычагом, расположенным в крайнем верхнем положении, общий вид; на фиг.З - разрез А-А на фиг.2; на фиг.4 - установка с выведенной раздаточной печью {верхняя траверса и форма не показаны), вид сверху; на фиг 5 -установка с выведенной поворотной плитой (верхняя траверса и форма не показаны),вид сверху ;на фиг. 6-устано10
5
для соединения с помощью съемных пальцев 31 с кронштейнами 32, размещенными на втулке 19 поворотной плиты 13. Кронштейн 30 предназначен для соединения съемной гибкой связью 33 с кронштейном ЗА, размещенным на подвижной плите 10.
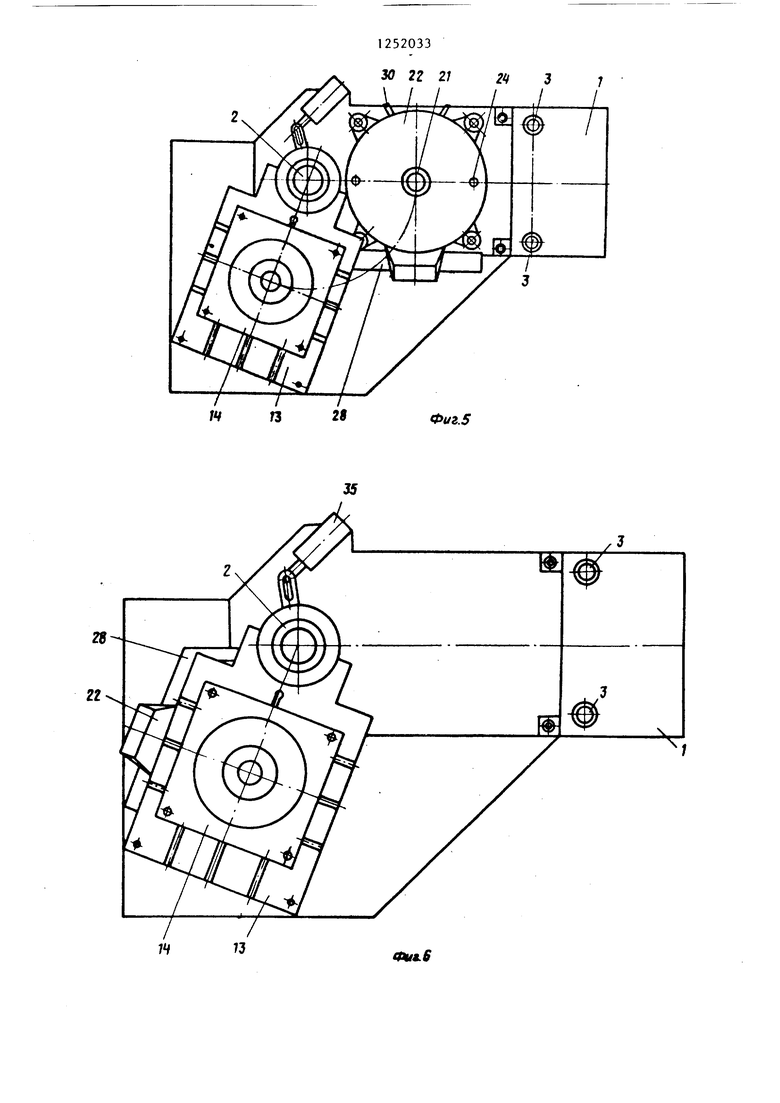
Поворот плиты 13 вокруг колонны 2 совместно с раздаточной печью 22 или без нее осуществляется с помощью цилиндра 35, шток 36 которого через проушину 37 приводит во вращение втулку 38 и через шпонку 39 втулку 19 поворотной плиты 13. Последняя центрируется относительно станины 1 посредством фиксатора 40, который Во1- пс1лнен регулируемым с целью обеспе- чения гарантированного зазора h , появляющегося при подъеме подвижной
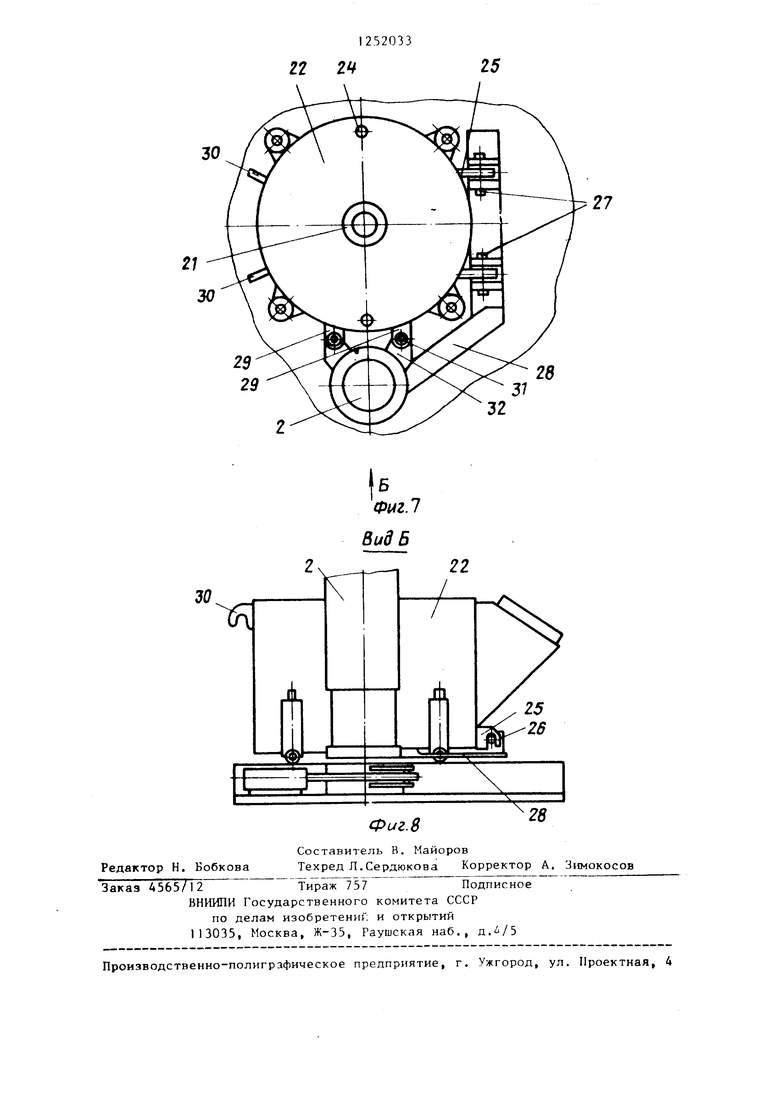
вка с выведенными раздаточной печью НПО- плиты 10 с верхней полуформой 11 подворотной плитой (верхняя траверса и форма не показаны), нид сверху; на фиг.7 - раздаточная печь, вид сверху; на фиг.8 - вид Б на фиг.7.
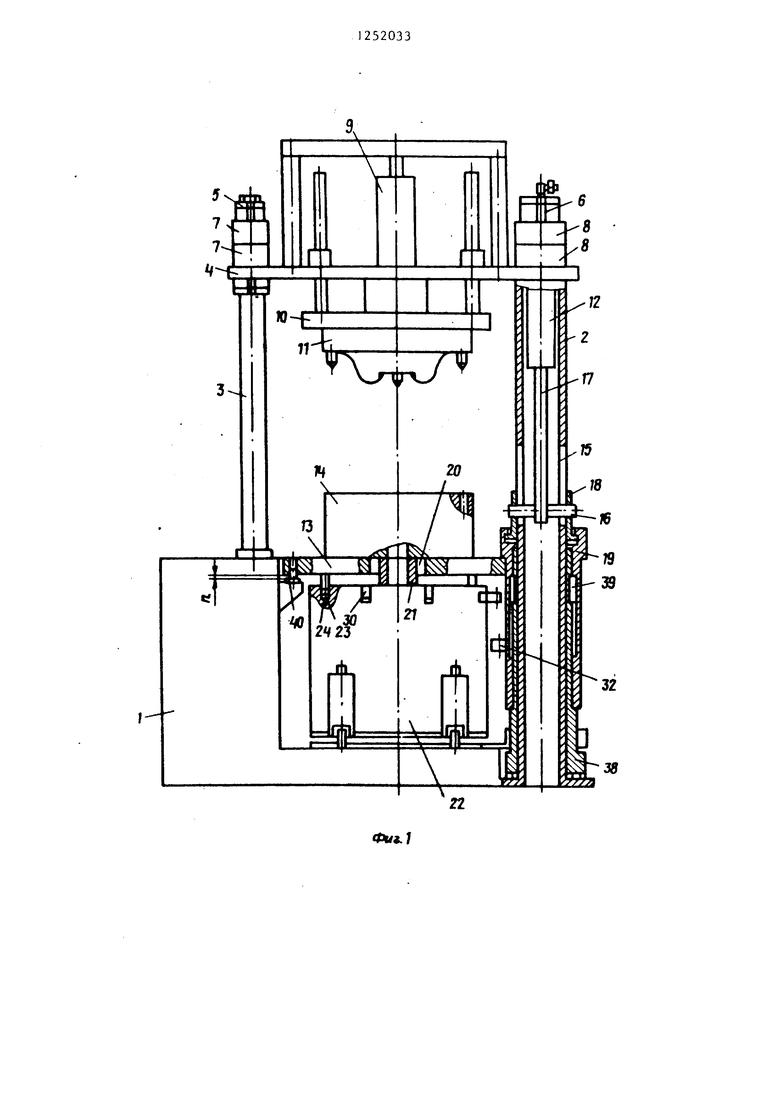
Предлагаемое устройс;тво для литья под низким давлением состоит из станины 1 , на которой зак1)еплены центральная колонна 2 и вспомогательные колонны 3. Верхняя траверса 4 закреплена на колоннах 2 н 3 гайками 5 и 6 через-втулки 7 и 8, На траверсе 4 расположен цилиндр 9 привода подвижной плиты 10, служащей для крепления верхней полуформы 11. Колонна 2 полая. В ее верхний части закреплен цилиндр 2 привода вертикального перемещения поворотной плиты 13 служащей для крепления нижней полуформы 14.
В колонне 2 имеется паз 15 для прохода оси 16, жестко соединенной со штоком 17 цилиндра 12. Ось 16 закреплена во втулке 18, которая входит в зацепление с втулкой 19, составляющей одно целое с поворотной плитой 13. В поворотной плите 13 имеется центральное отверстие 20 для прохода металлопровода 21, принадлежащего раздаточной печи 22, центрирующие штыри 23, входящие в отверстия 24 в печи 22. Раздаточная печь 22 снабжена захватами 25, в которых выполнены открытые снизу вертикальны пазы 26 для размещения горизонтальных осей 27, закрепленных на поворотном рычаге 28. Кроме того, на раздаточной печи 22 имеются кронштейны 29 и 30. Кронштейны 29 служат
для соединения с помощью съемных пальцев 31 с кронштейнами 32, размещенными на втулке 19 поворотной плиты 13. Кронштейн 30 предназначен для соединения съемной гибкой связью 33 с кронштейном ЗА, размещенным на подвижной плите 10.
Поворот плиты 13 вокруг колонны 2 совместно с раздаточной печью 22 или без нее осуществляется с помощью цилиндра 35, шток 36 которого через проушину 37 приводит во вращение втулку 38 и через шпонку 39 втулку 19 поворотной плиты 13. Последняя центрируется относительно станины 1 посредством фиксатора 40, который Во1- пс1лнен регулируемым с целью обеспе- чения гарантированного зазора h , появляющегося при подъеме подвижной
плиты 10 с верхней полуформой 11 под5
5
0
5
0
5
действием печи 22, выполненной подпружиненной, в противном случае возможен перекос поворотной плиты I3 относительно ступенчатой станины 1 и траверсы 4.
Установка работает следующим образом.
По команде с пульта управления опускается плита 10 с полуформой II, которая стьжуется с полуформой 14. Собранная форма заполняется расплавом из раздаточной печи 22 по метал- лопроводу 21. По окончании кристаллизации форма раскрывается, при этом верхняя полуформа II вместе с отливкой уходит вверх, где отливка извлекается и цикл повторяется,
Дпя изготовления отливок с применением габаритных песчаных стержней перед началом каждого цикла поворотная плита 13 вместе с полуформой 14 вьшодится из зоны заливки в положе- ние, показанное на фиг.5. Для этого по команде с пульта управления включается в работу цилиндр 12 и своим штоком 17 через ось 16 и втулки 18 и 19 поднимает поворотную плиту -13 в крайнее верхнее положение (фиг.2), Съемные пальцы 31 при этом сняты для исключения зацепления раздаточной печи 22 с поворотной плитой 13. После подъема поворотной плиты 13 с помощью цилиндра 35 осуществляют ее поворот вокруг колонны 2 в соответствующее положение (фиг.5). При этом втулка 19 вращается вокруг вертикальной оси относительно неподвижной втулки 18. В этом положении на выве
денную из 3Ofibi заливки нижнюю полу- форму укладываются крупногабаритные песчаные стержни. В это же время производится осмотр нижней полуформы .14, верхней полуформы II, металлопро вода 21, По окончании операции простановки стержней нажимается кнопка Продолжение цикла. По этой команде с помощью цилиндра 35 поворотная плита 13 возвращается в положение под верхней полуформой 11 и с помощью цилиндра 12 опускается в крайнее нижнее положение. При этом фиксаторы входят в отверстия 24, зафиксировав поворотную плиту 13 относительно раздаточной печи 22, а фиксатор 40 входит в отверстие поворотной плиты 13, зафиксировав поворотную плиту 13 относительно станины 1. По окончании операции опускания поворотной плиты 13 и ее фиксации относительно станины 1 и раздаточной печи 22 опускается верхняя полуформа 1I и дальнейшие операции происходят по описанному способу,
Дпя освобождения места для обслуживания верхней полуформы 11, замены раздаточной печи или других работ перед включением цилиндра 12 для подъема поворотной плиты 13 в кронштейны 32 вставляют съемные пальцы 31, которые входят в отверстия в кронштейнах 29 (фиг,2), Теперь при повороте плиты I3 вместе с ним поворачивается раздаточная печь 22, ос- вобождая место под верхней полуформой 11, Для замены раздаточной печи извлекаются съемные пальцы 31 и с помощью цилиндров 35 и 12 поворотная плита 13 возвращается в зону под верхнюю полуформу I1. Раздаточная печь 22 остается открытой со всех сторон и может обслуживаться или
0
0
5
5
уд.итяться л,ля замены или ремонта, так как она связана с устлионкои тол1,ко осями 27, находятиимс-я в патах 26,
становку можно использовать для изготовления крупногабаритных отли- пок в формах, вертикальнЕ.ш размер которых больше предусматриваемого по паспорту машины. Для этого под траверсу 4 устанавливают одну, две или более сменных втулок 7 и 8, При этом увеличивается расстояние между полуформами при сохранении постоянным..хода верхней полуформы, что значительно расширяет номенклатуру отливок, т,е, технологические возможности установки.
При необходимости слива расплава из раздаточной печи 22 или просто ,ее очистки выполняются следующие операции. Поворачивая плиту 13 в положение на фиг,5, кронштейны 29 и 30 соединяются гибкой связью 33, Далее с помощью цилиндра 9 плавно поднимается подвижная плита 10 и осуществляется поворот раздаточной печи 22 вокруг осей 27,
Использование предлагаемой установки позволяет уменьшить время обслуживания формы, металлопровода, раздаточной печи за счет свободного доступа ко всем узлам установки, расширить технологические возможности установки и в результате увеличить номенклатуру отливаемых изделий за счет форм с большими размерами по высоте, повысить надежность работы за счет гарантируемой четкой фиксации относительно друг друга системы раздаточная печь-форма-станина, упростить конструкцию привода поворота раздаточной печи для слива расплава.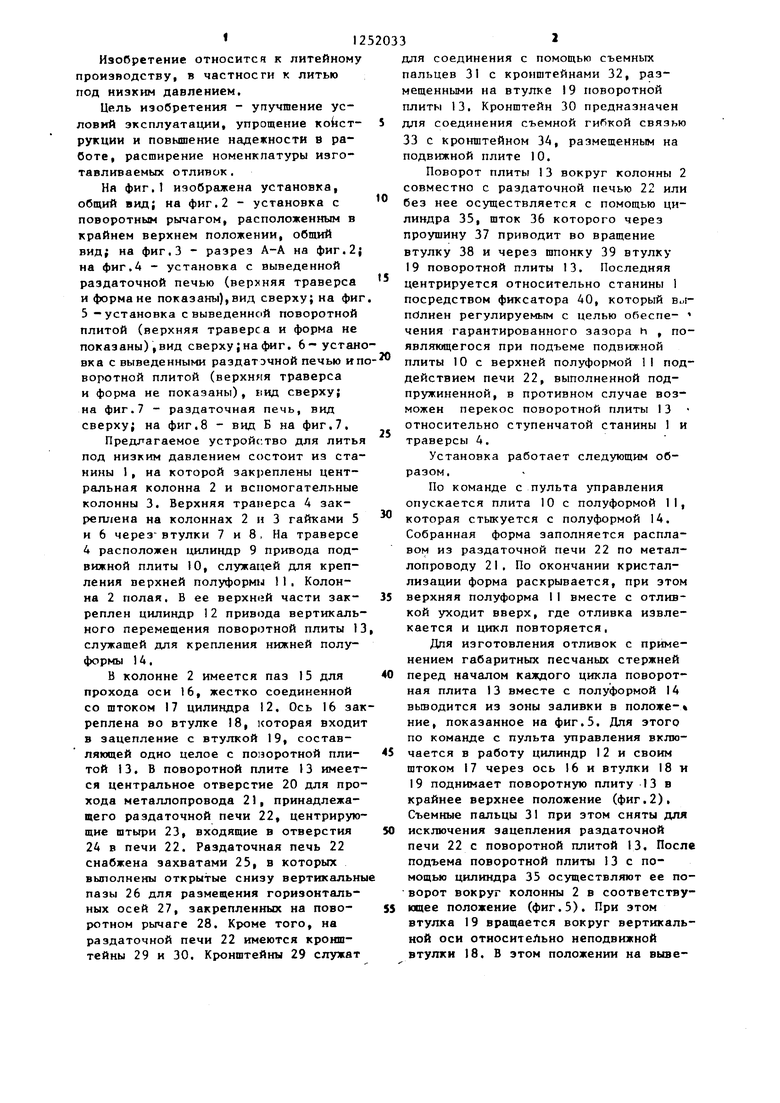
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для литья под низким давлением | 1990 |
|
SU1792798A1 |
| Машина для литья под низким давлением | 1973 |
|
SU476937A1 |
| Установка для литья под низким давлением | 1981 |
|
SU1042880A1 |
| Установка для литья под низким дав-лЕНиЕМ | 1979 |
|
SU850298A1 |
| Установка для литья с противодавлением | 1976 |
|
SU607649A1 |
| Машина для литья под низким давлением | 1980 |
|
SU900969A1 |
| Установка для литья с газовым протидавлением | 1976 |
|
SU576156A1 |
| Машина для литья под низким давлением | 1979 |
|
SU859023A1 |
| Установка для литья под низким давлением | 1974 |
|
SU511997A1 |
| Установка для литья под низким давлением | 1983 |
|
SU1103942A1 |
Фиг. 2
и
10
«k/&4
Фиг.5
73
Фил. 6
30
57
28
32
Б Фиг.7
Вид Б
Фиг. 8
Составитель В. Майоров
Техред Л.Сердюкона Корректор А. Зимокосов
Редактор Н. Бобкова
Заказ 4565/12Тираж 757Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., а./5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| СПОСОБ ИЗВЛЕЧЕНИЯ РТУТИ ИЗ РТУТНЫХ ЛАМП И ИЗДЕЛИЙ, СОДЕРЖАЩИХ РТУТЬ ИЛИ ПАРЫ РТУТИ | 2002 |
|
RU2231856C2 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| и др | |||
| Опыт создаиия машии и технологии литья под низким давлением | |||
| Технология автомобилестроения, 19/5, № 2, с.3-7. | |||
