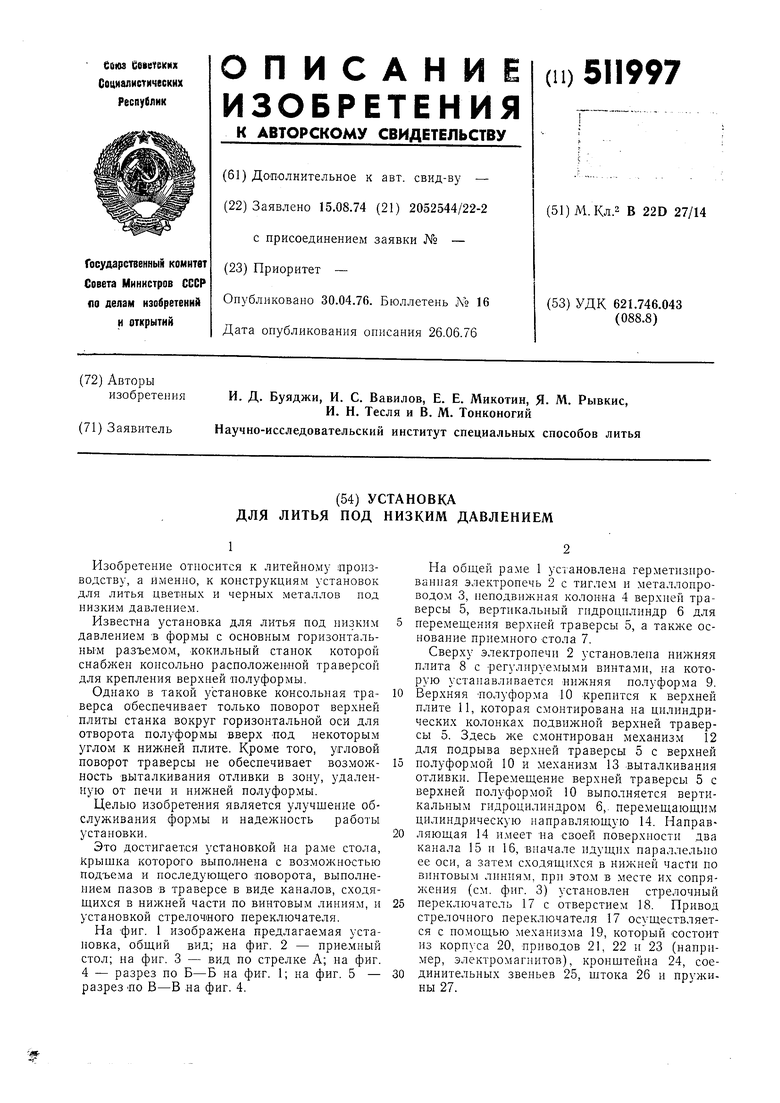
На неподвижной колонне 4 смонтирован ролик 28, входящий в один из каналов 15 и 16.
Нижняя полуформа 9 снабжена нерекидными болтами 29, соединяющими ее с нижней плитой 8 либо с верхней нолуформой 10.
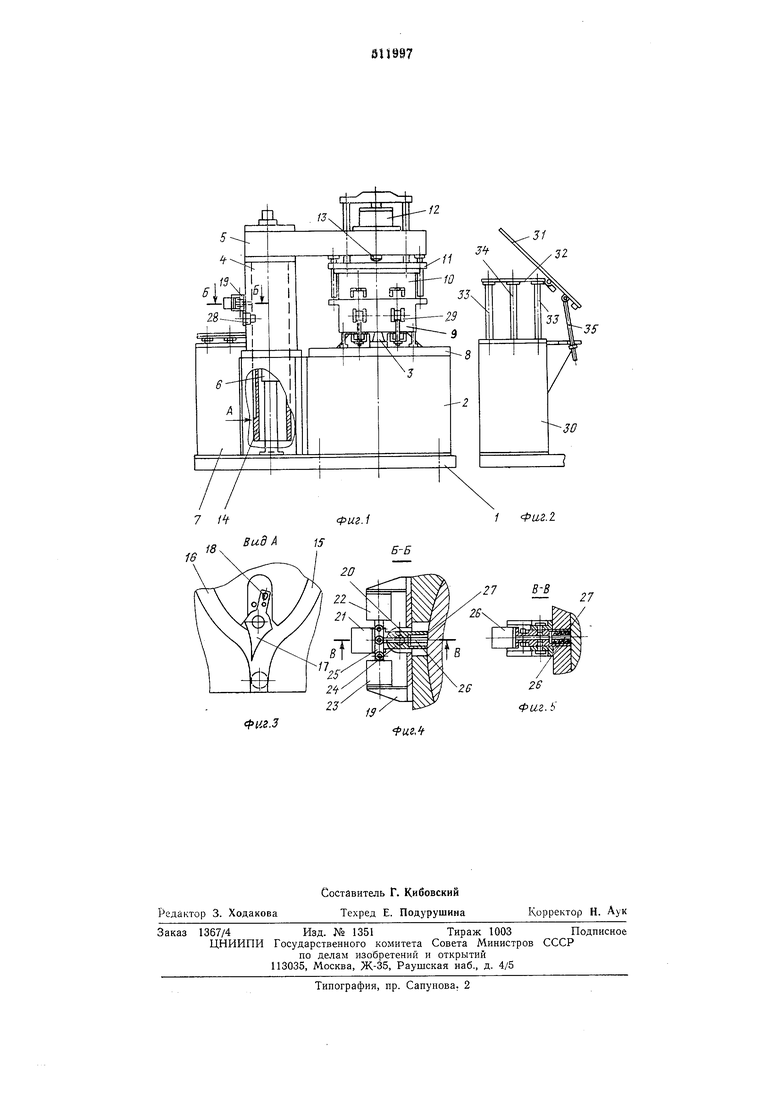
Приемный стол 7 состоит из основания 30, поворотной крышки 31, упорной плиты 32, перемещающейся вертикально по направляющим 33 с помощью штока 34 гидропилиндра, и шарнирной штанги 35.
Установка работает следующим образом.
В исходном положении поворотная крышка 31 опущена на упорную плиту 32, которая, в свою очередь, находится в нижнем -положении. Собранная с помощью перекидных болтов 29 из полуформ 9 и 10 литейная форма находится на приемном столе 7.
Верхняя траверса 5 опущена н находится над приемным столом 7, а к ее верхней плите 11 крепится собранная литейная форума. Затем гидроцилиндром 6 поднимают верхнюю траверсу 5 с прикрепленной к ней верхней плитой и собранной литейной формой. При подъеме траверсы неподвижный ролик 28 находится в канале 16. Вначале ролик перемещается по параллельной части качала 16 и траверса с формой поднимается вверх. При переходе ролика 28 на винтовую часть капала
16траверса с формой поворачиваются на некоторый угол к герметичной электропечи 2. Затем срабатывает стрелочный переключатель
17и переводит ролнк 28 из канала 16 в канал 15. Гидроцилиндру 6 подается команда на опускапие. Так как в начале хода траверсы 5 вниз ролик 28 идет по винтовой части канала 15, то траверса еще доворачивается на определенный угол, совмещая литниковый ход формы с осью металлопровода 3. Таки.м образом собранную форму устанавливают на нижнюю плиту 8.
Переброской перекидных болтов 29 вниз разъединяют собранные полуформы 9 и 10 и закрепляют болтами 29 нижнюю полуформу 9 к нижней плите 8.
Далее выполняется технологическая операция заливки металлом формы из электропечи 2, устаиовленной на раме 1. После заливки и выдержки для затвердения отливки с помощью механизма 12 подрывают верхнюю полуформу 10 и гидропнлиндром 6 поднимают траверсу 5 с верхней полуформой 10 и отливкой. При подъеме ролик 28, паходящнйся в канале 15, вначале идет по прямолинейному участку и обеспечивает нрямой подъем траверсы, затем, переходя в конце хода гидроцилиндра 6 на криволинейный винтовой участок, отворачивает траверсу 5 с верхней полуформой и отливкой от электропечи 2 на определенный угол так, чтобы полуформа оказалась над поворотной крышкой 31, которая заннмает горизонтальное Положение на упорной плите 32. Затем срабатывает гидроцилиндр при. емного стола 7 и шток 34, поднимая упорную плиту, при помощи шарнирной штанги 35
устанавливает поворотную крышку 31 под некоторым углом к горизонтали. Механизм 13 выталкивает отливку с верхней полуформы 10 на поворотную крышку 31, по которой отливка соскальзывает на приемное устройство
(на чертеже не показано).
Затем механизмы 12 и 13 возвращают в исходное положение, опускают траверсу 5 с полуформой 10, при этом траверса, опускаясь, поворачивает на электропечь 2 и устанавливает полуформу 10 на полуформу 9.
Цикл работы установки повторяется. При необходимости снятия литейной формы с плиты 8 (например, для замены металлопровода 3, обслуживания тигля электропечи 2
и т. п.) перекидные болты 29 устанавливают па скрепление полуформ 9 и 10 и в обратном порядке, описанным операциям транспортировки собранной формы со стола 7 на нижнюю плиту 8, осуществляют операции уста1;овки формы с 8 на стол 7.
Механизм 19 привода стрелочного переключателя 17 работает следующим образом. В верхнем положении траверсы 5 с направляющей 14 привод 21 заводит шток 26 в отверстис 18 стрелочного переключателя 17. Приводами 22 или 23 через звенья 25, корпус 20 вокруг оси кронштейна 24 поворачивается на требуемый угол так, чтобы стрелочный переключатель 17 занял положение, при котором перекрывается одип из каналов 15 или 16, давая возможность ролику 28 проходить по необходимому каналу. Затем привод 21 включается и шток 26 возвращается в исходное положение 27.
Фор м у л а и 3 о б р е т е и и я
Установка для литья под низким давлением, включающая раму, па которой установлена
герметичная печь с металлопроводом, на верхней плите которой размещены нижняя полуформа и неподвижная колонна, внутри которой укреплен ролик, входящий в пазы подвижной консольной траверсы, на которой
закреплена верхняя полуформа и механизмы ее подрыва и выталкивания отливки, отличающаяся тем, что, с целью улучшения обслуживания формы н надежности работы установки, она снабжена установленным на
раме столом, крышка которого выполнена с возможностью подъема и носледующего поворота, а пазы п траверсе выполнены в виде каналов, сходящихся в нижней части по винтовым линиям, при этом в месте их сопряжеПИЯ установлен стрелочный переключатель.
Вид А
Фиг.З
Б-Б
,
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для литья под низким давлением | 1986 |
|
SU1404169A1 |
| Установка для литья с газовым протидавлением | 1976 |
|
SU576156A1 |
| Устройство для извлечения отливок из постоянных литейных форм | 1974 |
|
SU506467A1 |
| Установка для литья под низким дав-лЕНиЕМ | 1979 |
|
SU850298A1 |
| Установка для литья с противодавлением | 1976 |
|
SU607649A1 |
| Установка для литья под низким давлением | 1990 |
|
SU1792798A1 |
| Установка для литья под низким давлением | 1976 |
|
SU577087A1 |
| Комплексная автоматизированная линия изготовления отливок в формах из холоднотвердеющих смесей | 1980 |
|
SU874260A1 |
| Машина для литья под низким давлением | 1980 |
|
SU900969A1 |
| Установка для изготовления литейных стержней | 1975 |
|
SU561607A1 |