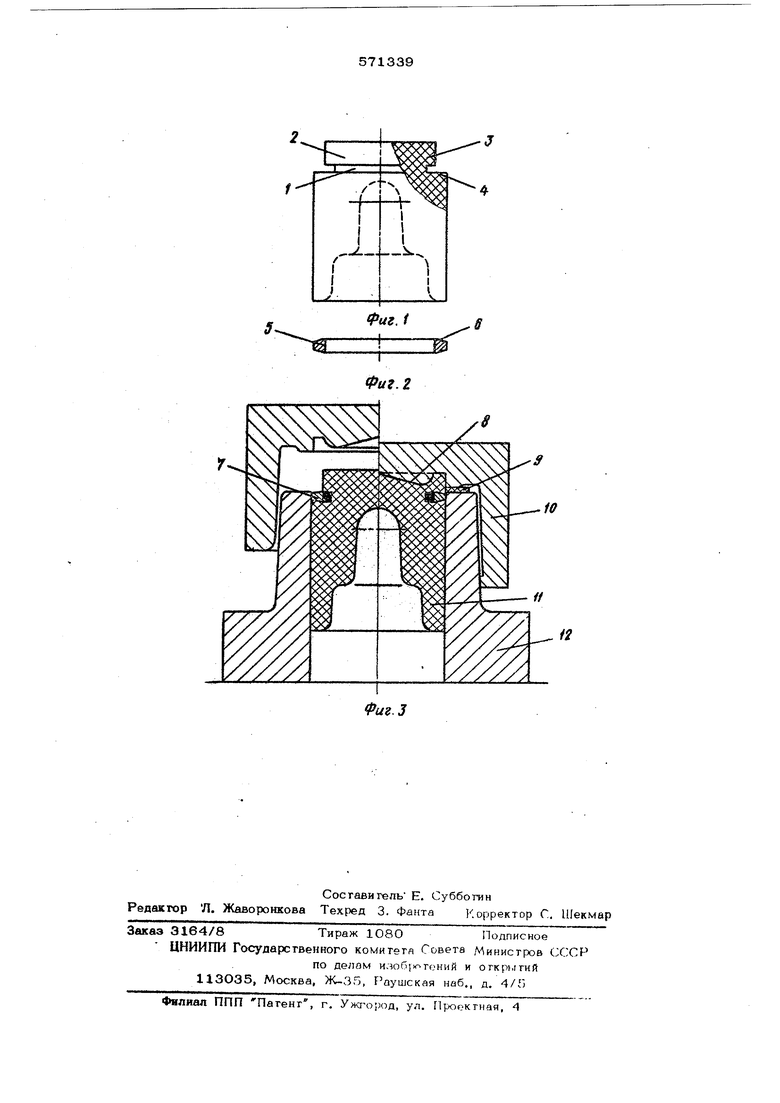
штамп для холодной шгамиоеки с установленной загоговкоб поршня.
Заготовка имеет кольцевую канавку 1, .за лечник 2 с цилиндрической поверхностью 3 и копьпевой поверхностью 4. Кольцедержа толь выполнен с аи;шнд|Л1ческой внутренней поверхностью 5 н торцовыми поверхностями 6. Кольце держатель 7 устанавливают на заготовку поршня с огневой камерой 8, кольцевой канавкой под охлаждающую среду, ю аалолненной легкоплавким сплавом. Облой 9 образуется при воздействии верхней половины штампа 1 Она тело поршня 11, установленного в нижней половине штампа 12.
Способ осуществляют еле дующим сп ос o6oM..ji Корпус поршня изготовляют из сплава АК4-1, а кольце держатель -из стали 40Г18ЮЗФ. Форма по не речного сечения кольцедержатеЛя трапецеидальная с углом наклона образуюидах торцовых поверхнос- 20 тей 8°, Посадочное Medro под кояьцедержатель и кольцевую канавку под охлаждающую среду на заготовке поршня изготавливают на токарном станке. Заготовку поршня зака ивают по режиму: температура ;закал- 25 ки бЗО-С, охлаждаемая среда-вода. Поверхкости посадочного места порйня и кольцедер жателя увеличивают путем гидропескоструйной обработки. Кольцевую охлаждаемую гголосгь заполняют сплавом ПОСв1,уста- ЗО навлиаают кольцедержатель на заготовке поршня.
Высадку головки поршня с эаштамповкой кольцеде ржа теля производят на холодно не позднее чем 120 мин после закалки в oiH35 Kf&iroM штампе иа молоте с массой падающих частей 3 т за 3-4 удара.
Отштампованные заготовки для стабилизации размеров и структуры подвергают старению при 18О-220°С в течение 20- 40 100 час. Посяе старения изготавливают отверстия для выплавки сплава ПОС61. Цпя выплавки поршень нагревают до температуры 183 С. Сплав ПОС61 удаляют прт noModof продувки сжатым воздухом полученной кольцевой полости.
Результаты металлографического исследования и испытания механических свойств материала поршня показывают, что при такой технологии образуется плотное соединение поршня с кольиедержателвм.
Формула изобретения
Способ ияч товления поршня двигателя внутреннего сгорания с кольцедержателем, включаххций получение заготовки поршня из алк 4иниевого сплава с кольцевым заплечником, установку кольце держа теля на пор шень и высадку головки поршня с одновременным формообразованием огневой камеры, о т л и ч а ю ш в и с я тем, что, с целью повышения эксплуатационной стойкости поршня, на загоговке поршня 0ыполня|1рт кольцевую канавку под охлаждающую среду , производ«гт закалку заготовки, 3aifeM заполняют канавку легкоплавким сплавом с температурой плавления, меньшей-температуры старения алюминиевого сплава заготовки поршta, а высадку головки поршня производят при
20-ЗО С после закалки с последующим старением после вьтсадки при 180-22О°С в течение 2СХ-10О час, затем выполняют каналы для подвода охлаждающей среды, через которые выплавляют легкоплавкий сплав.
Источники информации, принятые во внимание при экспе|ртизе:
1.Патент США № 3518741,
.кл. В 23 Р 15/10, опубл. в 1972 г.
2.Патент ФРГ № 1210301, кл. 49 С 18, опубл. в 1962 г.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления поршня двигателя внутреннего сгорания | 1975 |
|
SU575169A1 |
| Способ изготовления поршней с кольцедержателем | 1974 |
|
SU602282A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЯ ПРЕИМУЩЕСТВЕННО ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1990 |
|
RU2036047C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1999 |
|
RU2176943C2 |
| Способ изготовления поршней двигателей внутреннего сгорания | 1987 |
|
SU1473898A1 |
| Устройство для ковки поршней | 1980 |
|
SU980913A1 |
| Способ обработки изделий из сплавов системы алюминий-медь-магний-никель-железо | 1984 |
|
SU1252384A1 |
| Способ изготовления стержневых деталей с головками из двухфазных (α+β) титановых сплавов | 2015 |
|
RU2611752C2 |
| СПОСОБ ФОРМИРОВАНИЯ ЛИСТОВЫХ КОМПОНЕНТОВ ИЗ АЛЮМИНИЕВОГО СПЛАВА | 2009 |
|
RU2524017C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК ТУРБИННЫХ ЛОПАТОК ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ НА ОСНОВЕ НИКЕЛЯ | 2017 |
|
RU2679157C1 |
Фаг. г
S
Фи.З
