цедержагеля и формообразованием огневий камеры обрабатывают цилиндрическую и кольцевую поверхносги кольцедержателя, увеличивая удельные поверхносги, производят закалку заготовки поршня, а зашгамповку кольце держа те ля и формообразование огневой камеры выполняют в свежезакаленном состоянии заготовки поршня при температуре 20-30 С не позже, чем через 12О мин после закалки, после чего не поз же, чем через 18О мин поршень подвергаю старению при температуре 180-220°С в течение 20-100 часов.
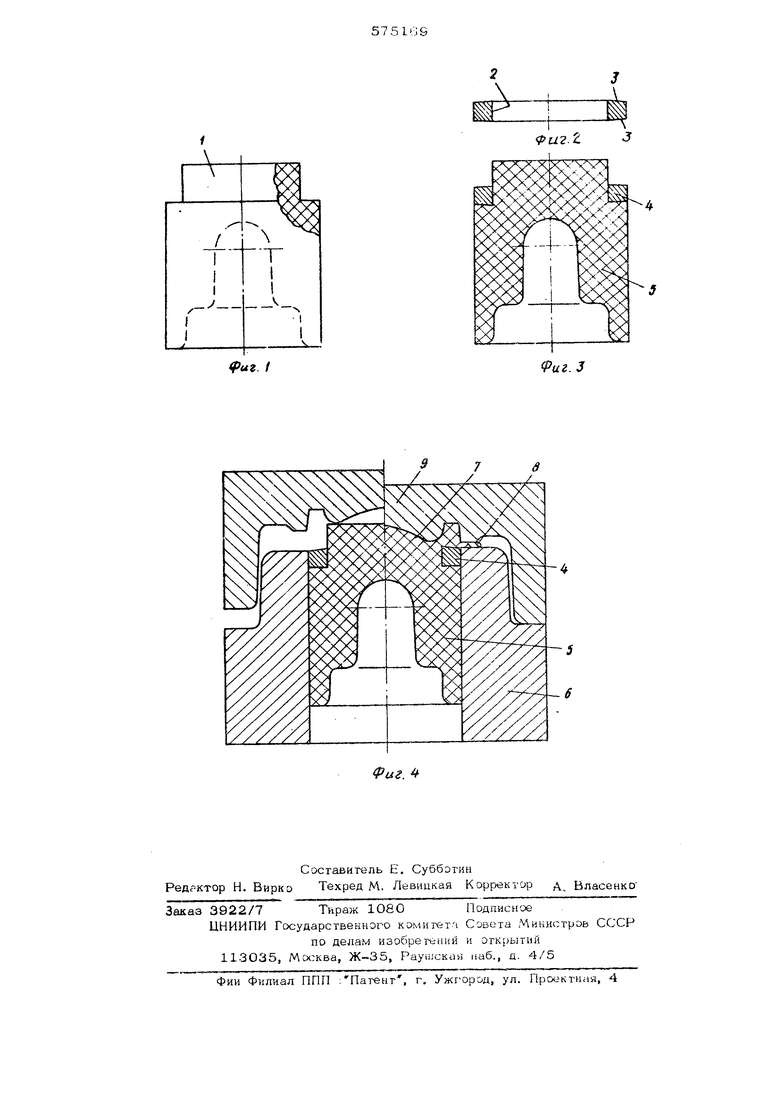
На фиг. 1 изображена заготовка поршня с кольцевым заплечиком{ на фиг. 2 кольцедержатель; на фиг. 3 - заготовка поршня с установленным кольцедержателем| на фиг, 4штамп для холодной штамповки с установ ленной заготовкой поршня.
Предлагаемый способ реализуется следующим образом. На заготовке поршня из алюминиевого сплава АК4-1 механической обработкой изготавливается посадочное место 1 для кольце держа те ля в виде кольцевого заплечика. (кольцедержатель трапецеидального сечения изготавливается из стали 4ОГ18БЗФ).
Заготовку поршня нагревают в электроне чи до С. Закалку производят в воде при температуре 20-5О С.
Для псшучения герметичного соединения увеличивают удельные . .поверхности цилиндрической внутренней 2 и торцевых 3 поверхностей кольцедержателя 4, например гидропескоструя т кольцедержатель и заготовку поршня после закалки.
Заготовку поршня 5 с размещенным на ней кольце держателем устанавливают в штам пе таким образом, чтобы кольцедержатель центрировался нижней половир Ой 6 штампа
Штамповку проводят на молоте или прессе с высадкой головки поршня и огневой камеры 7 с одновременной заштамповкой коль цедержателя в тело пор11И1Я. Причем для лучшего схватывания сплава с металлом кольцедержателя штамповку проводят в открытом штампе с обяоатольным вьп канием облоя 8 в зазор мелшу верхней 9
и 11ижнс41 6 половинами штампа. Облой обрезают на обрезном штампе.
Холодную пластическую деформацию необходимо проводить не позже, чем через 120 мин после закалки, так как по истечеини этого времени пластичность свежеза каленного сплава АК4-1 снижается и холодная пластическая деформация ириводи1п к трещинам в верхней части точной заготовки поршня.
Для снятия внутренних напряжений, вызванных холодной пластической деформацией, и повышения прочности сплава АК4-1 не позже, чем через 180 мин после холодной пластической деформации проводят старение
при температуре 180-220 С в течение 20-100 час.
Исследования выявили преимущества предлагаемого способа изготовления поршня двигателя внутре-ннего сгорания; образуется плотное соеди нение поршня с кольцедержателем, нет необходимости применения высокопрочных сплавов в качестве материала поршней, уменьшается износ цилиндров, не требуется сложное оборудование.
Сочетание в одном технологическом процессе высадки головки поршня, заштамповки кольцедержателя и формообразования огневой камеры обеспечивает высокую эффективность изготовления поршней таким способом.
ормула изобретения
Способ изготовления поршня двигателя внутреннего сгорания с кольцедержателем, включающий изготовление заготовки из алюминиевого сплава с кольцевым заплечиком, установку кольцедержателя на поршень до упора в заплечики и заштамповку кольцедержателя с одновременным формообразованием огневой камеры, отличающий.с я тем, что, с целью повышения надежности соединения поршня с кольцедержа-телем, перед заштамповкой кольцедержа-теля и фор мообразованием огневой камеры обрабатывшот цилиндрическую и кольцевую поверхности кольцедержателя, увеличивая их удельные поверхности, производят закалку заготовки поршня, а заштамповку кольцедержателя и формообразование огневой камеры выпол- Е1яют в свежезакаленном состоянии заготовки поршня при 20-ЗО С в течение 120 мин после закалки, после чего в течение 180 мин поршень подвергают старению при 180-122 С в течение 20-100 час
Источники информации, принятые во внимание при экспертизе;
1.Патент США № 3518741, кл.В23р, 15/10, 1960.
2.Патент ФРГ № 12103D1, кл. 49 и 16 1962.
PU2.iL

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления поршня двигателя внутреннего сгорания | 1975 |
|
SU571339A1 |
| Способ изготовления поршней с кольцедержателем | 1974 |
|
SU602282A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЯ ПРЕИМУЩЕСТВЕННО ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1990 |
|
RU2036047C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1999 |
|
RU2176943C2 |
| Способ изготовления поршней с износостойкими кольцевыми вставками | 1985 |
|
SU1255266A1 |
| Способ изготовления поршней двигателей внутреннего сгорания | 1987 |
|
SU1473898A1 |
| Способ изготовления заготовок поршней компрессоров из деформируемых алюминиевых сплавов | 1985 |
|
SU1338948A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ АЛЮМИНИЕВЫХ СПЛАВОВ | 1992 |
|
RU2019335C1 |
| Устройство для ковки поршней | 1980 |
|
SU980913A1 |
| Способ обработки изделий из сплавов системы алюминий-медь-магний-никель-железо | 1984 |
|
SU1252384A1 |
д
Фиг.
