(54) СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ С КОЛЬЦЕ ДЕРЖАТЕЛЕМ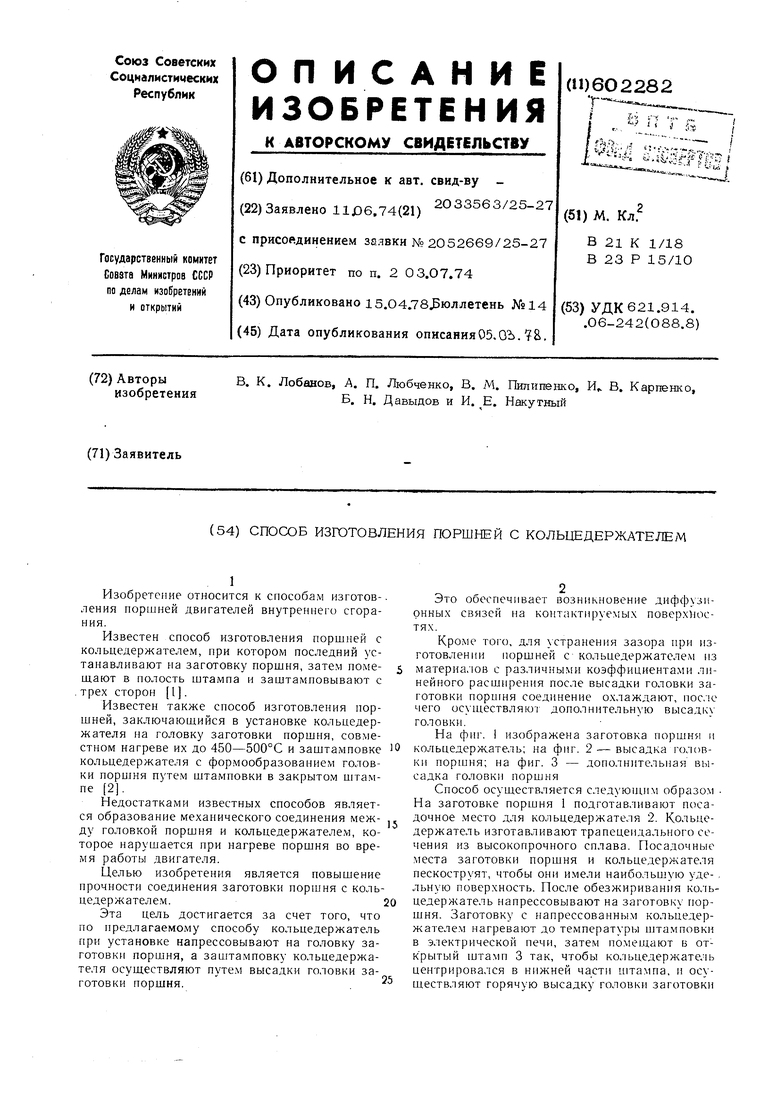
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления поршня двигателя внутреннего сгорания | 1975 |
|
SU575169A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЯ ПРЕИМУЩЕСТВЕННО ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1990 |
|
RU2036047C1 |
| Способ изготовления поршня двигателя внутреннего сгорания | 1975 |
|
SU571339A1 |
| Способ изготовления поршней двигателей внутреннего сгорания | 1987 |
|
SU1473898A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1999 |
|
RU2176943C2 |
| Способ изготовления грузоподъем-НыХ КРюКОВ | 1979 |
|
SU837548A1 |
| Способ объемной штамповки поковок типа крышек | 1980 |
|
SU902977A1 |
| Способ штамповки поковок шаровых опор | 1980 |
|
SU1013077A1 |
| Способ обработки изделий из сплавов системы алюминий-медь-магний-никель-железо | 1984 |
|
SU1252384A1 |
| Способ изготовления поршней с износостойкими кольцевыми вставками | 1985 |
|
SU1255266A1 |
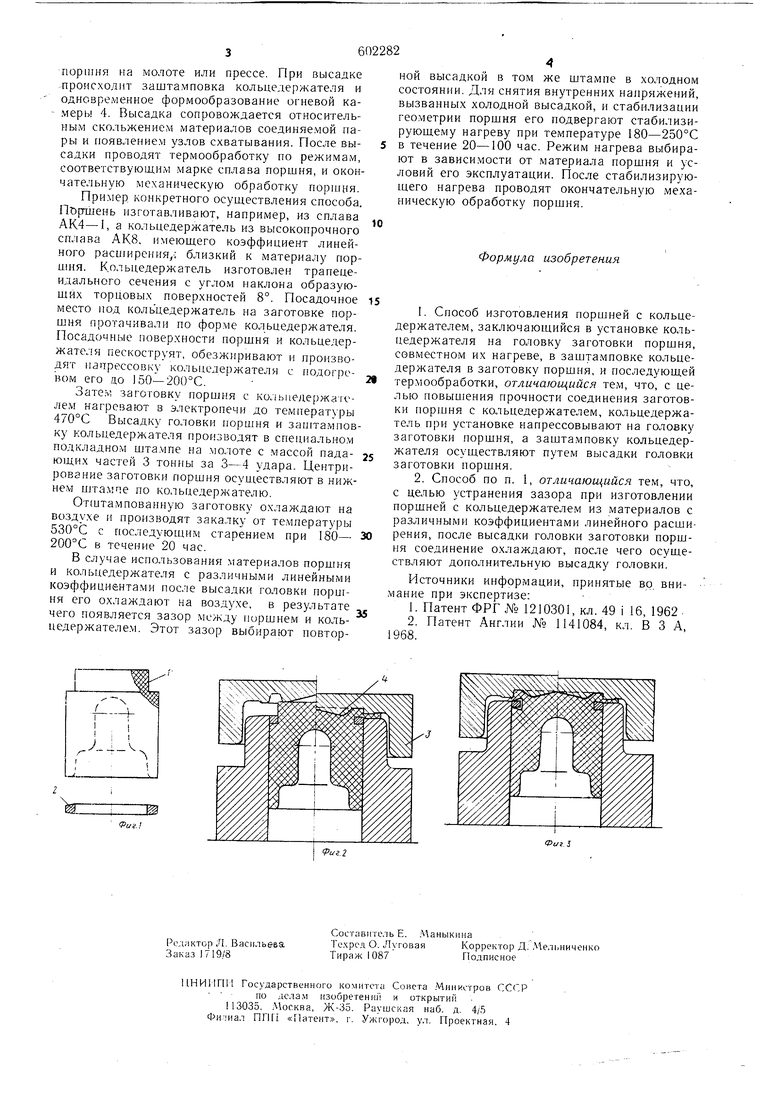
Изобретение относится к способам изготовления поршней двигателей внутреннего сгорания. Известен способ изготовления поршней с кольцедержателем, при котором последний устанавливают на заготовку поршня, затем помещают в полость штампа и заштамповывают с .трех стороп 1. Известен также способ изготовления поршней, заключающийся в установке кольцедержателя на головку заготовки поршня, совместном нагреве их до 450-500°С и заштамповке кольцедержателя с формообразованием головки поршня путем штамповки в закрытом штампе 2. Недостатками известных способов является образование механического соединения между головкой поршня и кольцедержателе.м, которое нарушается при нагреве поршня во время работы двигателя. Целью изобретения является повышение прочности соединения заготовки поршня с кольцедержателем. Эта цель достигается за счет того, что по предлагаемому способу кольцедержатель при установке напрессовывают на головку заготовки поршня, а заштамповку кольцедержателя осуществляют путем высадки головки заготовки поршня. Это обеспечивает возникновение диффузионных связей на контактируемых поверхИостях. Кроме того, для устранения зазора при изготовлении поршней с кольцедержателем из материалов с различными коэффициентами линейного расширения после высадки головки заготовки поршня соединение охлаждают, noc.ic чего ос чцествляюг дополнительную высадку головки. На фиг. 1 изображена заготовка поршня и кольцедержатель; на фиг. 2 - высадка головки на фиг. 3 - дополнительная высадка головки поршня Способ осуществляется следующим образом . На заготовке поршня 1 подготавливают посадочное .место для кольцедержателя 2. Кольцодержатель изготавливают трапецеидального сечения из высокопрочного сплава. Посадочные места заготовки поршня и кольцедержателя пескоструят, чтобы они имели наибольшую уде- . льную поверхность. После обезжиривания кольцедержатель напрессовывают на заготовку поршня. Заготовку с напрессованным кольцедержате.тем нагревают до температуры штамповки в электрической печи, затем помепхают в открытый штамп 3 так, чтобы кольцедержатель центрировался в нижней части штампа, и осуществляют горячую высадку головки заготовки поршня на молоте или прессе. При высадке происходит заштамповка кольцелержателя и одновременное формообразование огневой камеры 4. Высадка сопровождается относительным скольжением материалов соединяемой пары и появлением узлов схватывания. После высадки проводят термообработку по режимам, соответствующим марке сплава поршня, и окон чательную механическую обработку пор1иня. Пример конкретного осуи ествления способа. ПЪршень изготавливают, например, из сплава АК4-1, а кольцедержатель из высокопрочного сплава АК8. имеюшего коэффициент линейного расширения,-: близкий к материалу поршня. Кольцедержатель изготовлен трапецеидального сечения с углом наклона образуюшйх торцовых поверхностей 8°. Посадочное место под кольцедержатель на заготовке поршня протачивали по форме кольцедержателя. Посадочные поверхности поршня и кольцедержателя пескоструят, обезжиривают и производят папрессовку кольцедержателя с подогреном его цо 150-20{)°С. Затем заготовку поршня с кольаедержагелем нагревают в электропечи до температуры 470°С Высадку головки поршня и заштампов ку кольцедержателя производят в специальном подкладном штампе на молоте с массой падающих частей 3 тонны за 3-4 удара. Центрирование заготовки поршня осуществляют в нижнем штампе по кольцедержателю. Отштампованную заготовку охлаждают на воздухе и производят закалку от температуры 530°С с последующим старением при 180- 200°С в течение 20 час. В случае использования .материалов поршня и кольцедержателя с различными линейными коэффициентами после высадки головки поршня его охлаждают на воздухе, в результате чего появляется зазор между поршнем и кольцедержателем. Этот зазор выбирают повторНОЙ высадкой в том же штампе в холодном состоянии. Для снятия внутренних напряжений, вызванных холодной высадкой, и стабилизации геометрии поршня его подвергают стабилизирующему нагреву при температуре 180-250°С в течение 20-100 час. Режим нагрева выбирают в зависимости от материала поршня и условий его эксплуатации. После стабилизирующего нагрева проводят окончательную механическую обработку поршня. Формула изобретения . Способ изготовления поршней с кольцедержателем, заключающийся в установке кольцедержателя на головку заготовки поршня, совместном их нагреве, в защтамповке кольцедержателя в заготовку поршня, и последующей термообработки, отличающийся тем, что, с целью повышения прочности соединения заготовки поршня с кольцедержателем, кольцедержатель при установке напрессовывают на головку заготовки поршня, а зашта.мповку кольцедержателя осуществляют путем высадки головки заготовки поршня. 2. Способ по п. 1, отличающийся тем, что, с целью устранения зазора при изготовлении порщней с кольцедержателем из материалов с различными коэффициентами линейного расширения, после высадки головки заготовки поршня соединение охлаждают, после чего осуществляют дополнительную высадку головки. Источники информации, принятые во, вниание при экспертизе: 1.Патент ФРГ № 1210301, кл. 49 i 16, 1962 2.Патент Англии № 1141084, кл. В 3 А, 1968.
:ш
т:
Pui.
р1л.г
