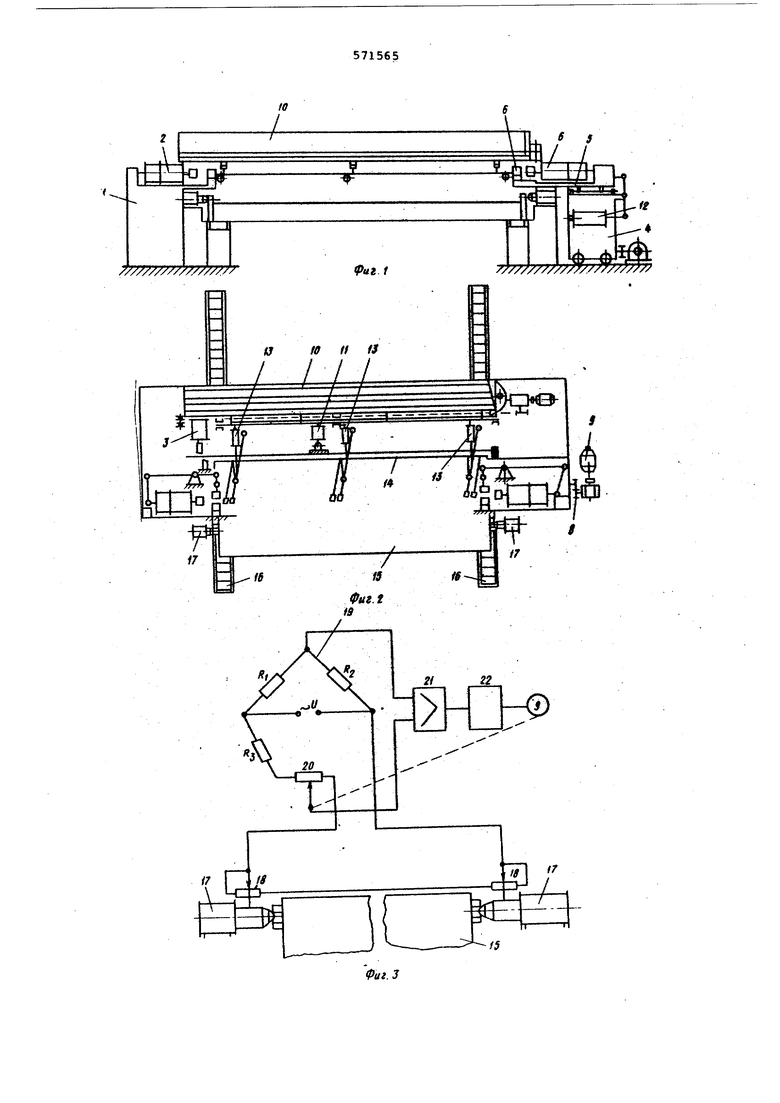
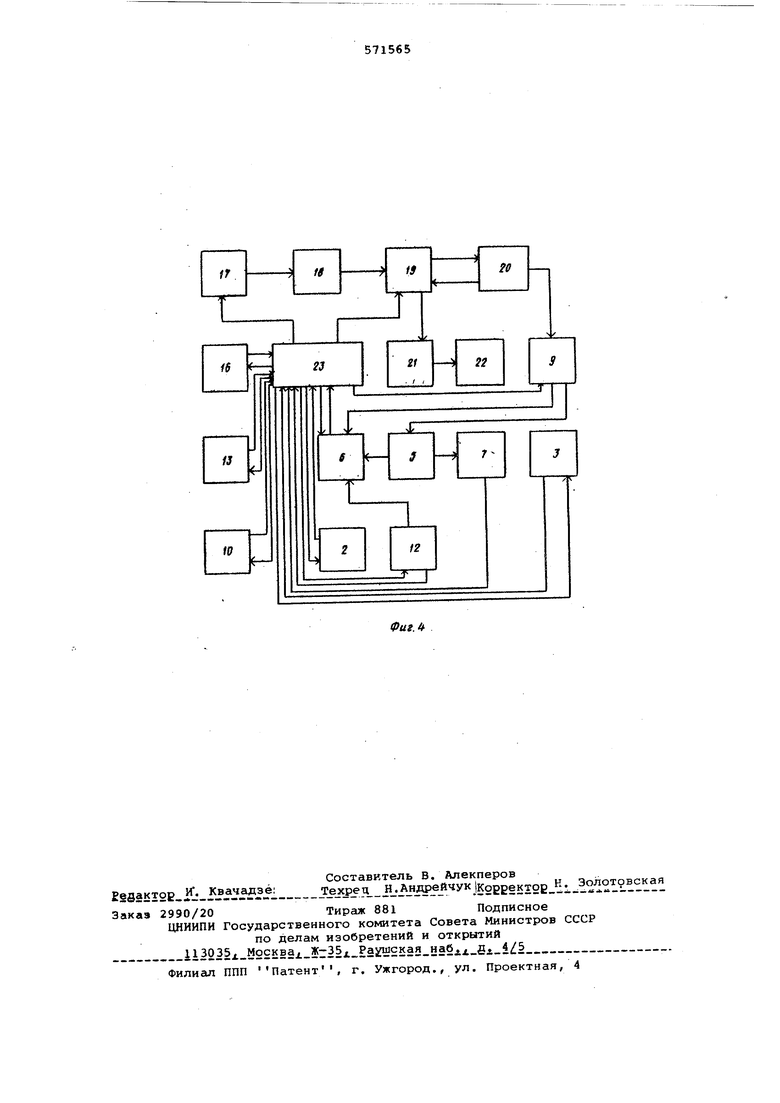
нагрева и мерное устройство 7. Стани на через систег передачи 8 приводится в действие приводом 9 для изме нения расстояния между анкерами. В верхней части устройства смонти рован автоматический питатель 10, ко торый вцщает отобранный из пачки стер жень на маханизм 11, передающий его к мерному устройству и режущему механизму. Втор&я часть механизма образовани анкеров и контактного электронагрева перемещается механизмом 12. Механизмы 13 для уклгщки стержней служат для выдачи стержня 14 мерной длины на высадку)анкерных головок и контактный электронагрев с последующей укладкой в упоры Форм 15. Форма перемещается приводными .рольгангами 16, с двух сторон которых располо жены измерительные датчики 17 сигна. лов с потенциометрами 18) включенными в мостовую электросхему 19, которая приводится в равновесие корректирующим элементом 20 (потенциометрический датчик). Усилитель 21 предназначен дл :усиления сигнгша разбгшанса моста, который передается на фазочувствител ный каскад 22.1 . Заготовка, натяжение и укладка/ стержней на линии выполняк тся следующим образом. По команде блока управления 23 выдается стержень из автоматического питателя Ю к устройству 7. В это вре мя приводные рольганги 16 перемещают форму 15 к измерительным датчикам 17 сигналов, которые при срабатыванни смещают потенцио ютры 18. Сигнал раз:баланса мостовой электросхемы 19 подается на усилитель 21. Фазочувствительный каскад 22 и привод для измененкл расстояния между анкерами, перемещающий станину 4 с кареткой 5, на которых установлен ползунок потенциометра при его перемещении корректирует (приводит в равн рвёсие мрсто вгую электросхему. Таким образом, подвижная станина 4 с кареткой 5, на которой смонтированы .мериое устройство 7 и вторая часть механизма образования анкеров и электроконтактного нагрева, перемещается на требуемую длину относительно мехаНизк а 3 и первой части механизма образования анкеров и электроконтактного нагрева, получив команду от измерительных датчиков cHrnanoSf Затем срабатывает привод режус его механизма и отрезает стержень 14 мерной длины, который механизмами 13 для укладки стержней - выдается к механизмам образования анкеров и контактного электронагрева После образования анкеров в этих же электросиловых губках производится контактный нагрев с силовой подтяжкой. Затем все механизмы возв)ращаютс9 в исходное положение, .а механизмы для укладки стержней своими рычаггши укладывают стержень по направлякхцнм в упоры формы 15. После этого срабатывгиот приводные рольганги 16 и передают форму 15 на шаг к следующим упорам. Цикл повторяется. Все операции измерения расстояния между упорами форм, корректировки механизкюв задания мерной длины стержня, резки, образования анкеров, контактного электронагрева, перемещения форм k укладки готовых стержней в упоры форм выполняются автоматически за 30-50 сек в зависимости от Диаметра стержня. Укладка нагретого стержня в упора формы длится 4 сек, что повышает величину предварительного напряжения на 15-20%. Формула изобретения 1.Устройство для предварительного натяжения.арматурных стержней, включающее механизмы образования анкеров на концах стержней и нагрева последних. Привод для изменения расстояния между анкерами и механизмы для укладки стержней в упоры формы, отличающееся тем, что, с целью повышения качества изделий за счет точности натяжения и более полного использования механических свойств материсша стержней, оно снабжено приспособлением для измерения расстояния мезкду упорами и блоком сравнения и корректирования расстояния между анкерами соответственно расстоянию между упорами. 2.Устройство по П.1, о т л и ч а ющ е е с я тем, что блок сравнения и v корректирования расстояния между анкерами соответственно расстоянию между упорами выполнен в виде электрически связанных между собой командного блока управления, усилителя и датчика сигналов. Источники информации, принятые во внимание при экспертизе: 1.Ратц Э.Г. Железобетон с электрическим натяжением арматуры, М, Стройиздат, 1967, с. 82-92 и с-. 110-116, фиг. 3.9 и 3.23. 2.Авторское свидетельство СССР I 398730, кл. Е 04 & 21/12, 1973.
10
////////// /7//////
6 S
ipui t
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для предварительного натяжения арматурных стержней | 1981 |
|
SU987061A1 |
| Устройство для электронагрева арматурных стержней | 1978 |
|
SU767325A1 |
| Устройство для предварительного натяжения арматурных стержней | 1980 |
|
SU953151A2 |
| Устройство для натяжения арматурных стержней | 1980 |
|
SU953152A1 |
| Установка для заготовки и натяжения арматурных стержней | 1980 |
|
SU968271A1 |
| Способ заготовки и натяжения арматурных стержней | 1975 |
|
SU669040A1 |
| Устройство для заготовки и натяжения арматурных стержней | 1986 |
|
SU1411415A1 |
| Устройство для предварительного натяжения арматурных стержней | 1981 |
|
SU1040093A1 |
| Устройство для предварительного натяжения арматурных стержней | 1979 |
|
SU857404A2 |
| Устройство для электротермического натяжения высокопрочной проволоки | 1980 |
|
SU926200A1 |
Hf fff ft 13
I III
15
