1
Изобретение относится к отрасли производства сборного железобетона, в частности для предварительного натяжения арматурных стержней, и может быть использовано на заводах сборного железобетона.
Известно устройство для подачи натяжения арматурных стержней, содержащее смонтированные на станине автоматический питатель, подвижную каретку, датчик управления ее привода, механизм мерной резки, механизм образования анкерных приспособлений 1.
Недостатком известного устройства является то, что питатель обеспечивает подачу стержней с отношением диаметра к длине не более 1/500.
Наиболее близким по технической суш,ности к предлагаемому является устройство для натяжения арматурных стержней, содержашее станину, смонтированный на ней стеллаж с подвижным вдоль него отделяюш,им роликом, подвижную каретку с двуплечим подпружиненным рычагом, одно плечо которого имеет захват, а другое при поМОШ.И кулачка контактирует с закрепленным на каретке датчиком управления ее
привода, ножницы для мерной резки стержней со склизами с пазами, механизм высадки анкерных головок и электронагрева стержней 2.
Недостатком устройства является ненадежность в работе механизма отделения стержней из пачки, что влечет за собой снижение производительности.
Цель изобретения - повышение производительности устройства.
,Q Цель достигается тем, что в устройстве для натяжения арматурных стержней, содержащем станину, смонтированный на Ней стеллаж с подвижным вдоль него отделяющим роликом, подвижную каретку с двуплечим подпружиненным рычагом, плечо
5 которого имеет захват, а другое при помощи кулачка контактирует с закрепленным на каретке датчиком управления ее привода, ножницы для мерной резки стержней со склизами с пазами и механизм высадки
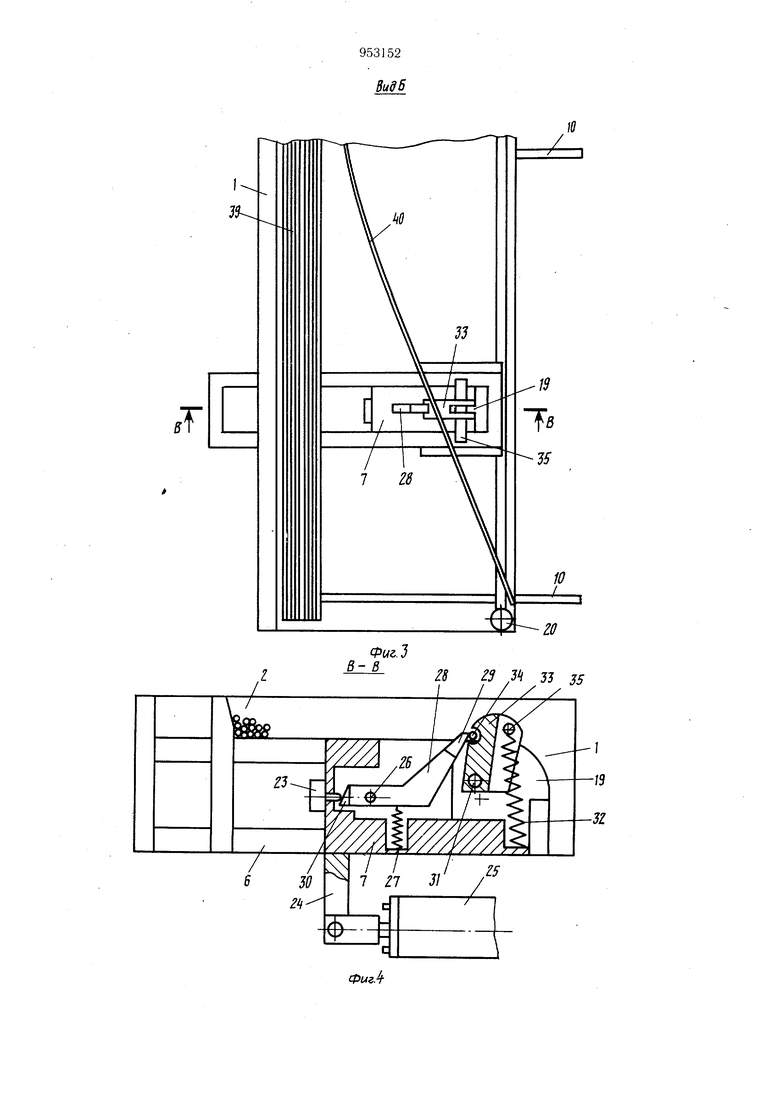
20 анкерных головок и электронагрева стержней, .каретка снабжена установленным на оси поворотным подпружиненным фиксатором, имеющим опорный ролик и паз для размещения стержня, а станина оснащена контактирующим с роликом копиром-сегментом и Г-образными рычагами, один конец каждого из которых шарнирно закреплен под стеллажом, а другой имеет открытый в сторону стеллажа паз и выступ, причем ось фиксатора размещена выше центра копира-сегмента. На фиг. 1 устройство, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 2; на фиг. 4 - сечение В-В на фиг. 3; на фиг. 5 - момент отбора стержня из пачки; на фиг. 6 - фиксатор в нерабочем полжении. Устройство состоит из смонтированных на станине 1 стеллажа 2, склизов 3 и 4, между которыми выполнен паз 5, направляющих 6 с установленной на них кареткой 7, ножниц 8 для мерной резки стержней и механизма 9 высадки анкерных приспособлений и, электронагрева стержней. Станина оснащена Г-образными рычагами 10, одно плечо 11 каждого из которых при помощи щарнира 12 закреплено под стеллажом 2, а другое плечо 13 имеет открытый в сторону стеллажа паз 14 и выступ 15, рабочая поверхность 16 которого пересекается с траекторией 17 движения стержня и расположена к горизонту под углом больщим угла трения cf стержня. Рычаг 10 имеет привод 18. На конце направляющих 6 закреплен копир-сегмент 19, криволинейная поверхность которого .сопряжена с упомянутым концом и расположена на условной окружности с центром С. На стеллаже 2 смонтирован о тделяющий ролик 20 и связанный с ним цепной привод 21. Нижняя часть склизов 4 снабжена поворотными кронштейнами 22. На каретке 7 закреплены датчик 23 и кронштейн 24, связанный с установленным на станине приводом 25. На каретке 7 при помощи шарнира 26 закреплен связанный с пружиной 27 двуплечий рычаг 28, одно плечо которого имеет захват 29, а другое - кулачок 30, контактирующий с датчиком 23. На каретке 7 при помощи шарнира 31 установлен связанный с пружиной 32 фиксатор 33, имеющий направленный в сторону стеллажа паз 34 и опорный ролик 35, контактирующий с криволинейной поверхностью 36 копира-сегмента 19. Под станиной 1 смонтирован приводной транспортер 37 для перемещения форм 38. Перед началом работы на рольганг 37 устанавливают форму 38 и укладывают пачку 39 немерных стержней. Включают рольГанг 37 и форму перемещают к месту укладки в ее упоры арматурных стержней. Одновременно .включают привод 25 и каретку 7 перемещают влево (фиг. 5), при этом конец одного из стержней 40 надавливают на захват 29 и утапливают его. При дальнейщем продвижении фиксатора 33 этот конец стержня попадает в его паз 34 и заходит за захват 29, а кулачок 30 включает датчик 23 на перемещение каретки вправо. При движении каретки вправо захват 29 освобождается от надавливания пачки стержней и под действием пружины 27 поднимается, отделяя от пачки конец размещенного в пазу 34 стержня, сопрягаясь при этом с этим пазом. При дальнейщем движении каретки захваченный конец стержня 40 (фиг. 3) изгибается, заходит за линию движения ролика 20 и попадает в паз 14 крайнего рычага 10 (фиг. 2). Затем фиксатор 33, дойдя до копира-сегмента 19, под действием усилия пружины 32 поворачивается, опираясь роликами 35 на криволинейную поверхность копира-сегмента 19. После ухода фиксатора за пределы траектории 17 движения стержня включается привод 21, при этом ролик 20, наезжая на стержень 40, отделяет его от пачки 39 в пазы 14 остальных рычагов 10. После отделения стержня включается привод 18 и рычаг 10 опускается, при этом стержень, взаимодействуя со склизами 3, выпадает из пазов 14 и, скатываясь по склизам 3, попадает в пазы 5, где ножницами 8 производится мерная его резка. Затем рычаг 10 поднимается и рабочей поверхностью 16 выступа 15 выталкивает мерный стержень из пазов 5, в результате чего стержень по склизам 4 скатывается на поворотные кронщтейны 22, попадая при этом в механизм 9, где производится образование анкерных приспособлений на концах стержня и с помощью электронагрева его удлинение. По окончании процесса удлинения кронштейны 22 поворачиваются и стержень под собственным весом скатывается в упоры формы 38, где, по мере его остывания, происходит его натяжение. Одновременно с образованием анкерных приспособлений каретка 7 перемещается влево для отделения очередного стержня. Устройство позволит на одной установке в автоматическом режиме выполнять все операции - от отделения немерных стержней от пачки для нагретых мерных стержней в упоры формы. Совмещение всех технологических операций по времени обеспечит высокую производительность устройства. Формула изобретения Устройство для натяжения арматурных стержней, содержащее станину, смонтированный на ней стеллаж с подвижным вдоль него отделяющий роликом, подвижную каретку с двуплечим подпружиненным рычагом, одно плечо которого имеет захват, а другое при помощи кулачка контактирует с закрепленным на каретке датчиком управления ее привода, ножницы для мерной резки стержней со склизами с пазами, механизм высадки анкерных головок и электронагрева стержней, отличающееся тем, что, с целью повышения его производительности, каретка снабжена установленным на оси поворотным подпружиненным фиксатором, имеющим опорный ролик и паз для размещения стержня, а станина оснащена контактирующим с роликом копиром-сегментом и Г-образными рычагами, один конец каждого из которых щарнирно закреплен под стеллажом, а другой имеет открытый в сторону стел//7
н /
лажа паз и выступ, причем ось фиксатора размещена выше центра копира-сегмента.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 571565, кл. Е 04 G 21/12, 1977.
2.Авторское свидетельство СССР № 398730, кл. Е 04 G 21/12, 1973.
ВидБ 2823 цо /
Фиг. 5 jj

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для заготовки и натяжения арматурных стержней | 1986 |
|
SU1411415A1 |
| Устройство для изготовления арматурных стержней | 1986 |
|
SU1323260A1 |
| Устройство для предварительного натяжения арматурных стержней | 1981 |
|
SU987061A1 |
| Установка для заготовки и натяжения арматурных стержней | 1980 |
|
SU968271A1 |
| Устройство для электронагрева арматурных стержней | 1978 |
|
SU767325A1 |
| Установка для укладки арматуры в форму | 1986 |
|
SU1384696A1 |
| Линия для сборки под сварку и сварки плоских каркасов из продольных и поперечных стержней | 1981 |
|
SU979060A1 |
| Устройство для предварительного натяжения арматурных стержней | 1975 |
|
SU571565A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ БЕЗОТХОДНОЙ ЗАГОТОВКИ АРМАТУРНЫХ СТЕРЖНЕЙ | 1973 |
|
SU408730A1 |
| Установка для электротермического упрочнения стержневой арматуры | 1981 |
|
SU996689A1 |

30Z8 II
Фиг-.б 23 /
