Изобретение относится к области автоматики и может быть использовано для механизации управления производственным процессом при поточном ремонте -изделий, в частности машин.
На ремонтных предприятиях, использующих поточный метод работы, подобные устройства не применялись.
Известно устройство для управления строительным производством, обеспечивающие программный сквозной поток при комплектных поставках материальных ресурсов, автоматизированный учет изготовления, выдачи и наличия комплектующих изделий, контроль за состоянием запасов изделий на складах.
Известное устройство, содержащее программный и коммутирующие блоки, блок памяти, блок учета выпуска изделий и «х отправки, индикаторное табло, достаточно глубоко и иолно решает задачу управления строительным производством, для которого характерны детерминированные исходные данные оперативного планирования и стабильная характеристика объектов сборки и состава комплектующих изделий. В этом устройстве в блок памяти вводят заранее разработанную программу поставок комплектов материальных ресурсов.
водством предприятий по ремонту изделий (машин), имеющим ту особенность, что входным сырьем для него является ремонтный фонд изделий, характеризующийся наличием невзаимозаменяемых деталей, т. е. каждая модификация имеет свой состав комилекта деталей узлов и агрегатов. Из состава комплекта выделяется ведущая (базовая) деталь, например корпус или рама изделия, которая
несет на себе все признаки данной модификации и определяет состав комплекта. Ведущая деталь сквозным потоком проходит все стадии производства и поступает на сборку, где она должна встретиться с комплектом деталей узлов и агрегата соответствующей модификации. В противном случае происходит срыв сборочного процесса.
Цель изобретения - повышение точности работы устройства, необходимой для управления
(диспетчирования) поточным ремонтным производством.
Это достигается введением в предлагаемое устройство блока формирования задания, соединенного с блоком ввода и с блоком накопления информации, и блока анализа, подключенного к блоку регистрации фактического выпуска деталей.
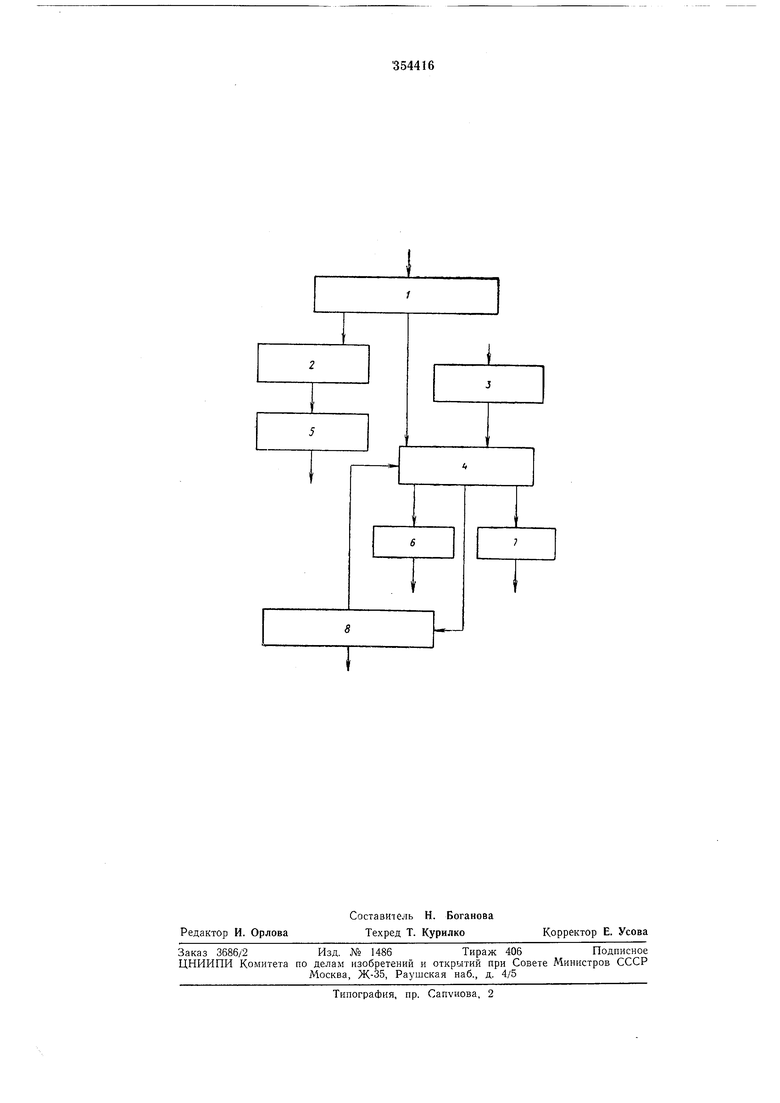
запуске ведущей (базовой) детали; блок 2 автоматического формироваиия заданий цехампоставщикам; блок 5 ввода информации о фактическом выпуске составляющих комплекта изделий (за исключением ведущей детали); блок 4 регистрации фактического выпуска деталей, узлов и агрегатов изделия (в т. ч. и ведущей детали); блок 5 накопления плановой информации и индикации задания цехам-поставщикам; блок 6 индикации фактического выпуска деталей, узлов и агрегатов изделий; блок 7 индикации дефицита; блок 8 анализа фактической укомплектованности и выдачи советующих команд.
Блоки / « 3 выполнены на контактных устройствах, вынесенных на рабочие места цеховпоставщиков; блоки 2 и 4 выполнены на электромагнитных реле и щаговых искателях; блоки 5 и 6 выполнены на цифровых неоновых лампах типа ИН-1; блок 7 выполнен на сигнальных лампах; блок 8 включает электронный генератор импульсов, электромагнитные реле и щаговые искатели.
После разборки изделия ведущая деталь поступает на пост контроля технического состояния. Если деталь не выбраковывают, то в блок / вводится информация о ее запуске.
С блока / информация поступает в блоки 2 и 4. В блоке 2 автоматически формируется задаиие цехам-поставщикам по выпуску деталей, узлов « агрегатов, необходимых для сборки изделия той модификации, к которой относится ведущая деталь. В блоке 5 задания накапливаются и выдаются на табло индикации в цехе и на центральный пульт главного диспетчера.
(В цехах-поставщиках установлены блоки 3 ввода информации о фактическом выпуске деталей, узлов и агрегатов, которая регистрируется блоком 4 и одновременно выдается на табло индикации цеха и на центральный пульт главного диспетчера блоками & и 7, причем создавщийся дефицит индицируется отдельно.
На табло индикации в цехах и у главного диспетчера суммарное задание, суммарный
фактический выпуск и дефицит представлены в удобном для обозрения виде.
По получении этой информации отдаются распоряжения по ликвидации дефицита, а затем принимаются оперативные меры по приведению в соответствие фактического выпуска с фактической потребностью главного конвейера сборки. Поскольку фактически выпущенные детали, узлы и агрегаты регистрируются
нарастающим итогом по всей номенклатуре, то для сборочного цеха эта информация требует расщифровки.
Блок 8 с заданным ритмом запращивает блок 4. Если оказывается, что имеется полный
комплект деталей, узлов и агрегатов, то на табло главного конвейера сборки поступают сигналы, советующие запускать на сборку модификацию ведущей детали, на которую имеется полный комплект деталей, узлов и агрегатов.
Таким образом, информация, выдаваемая на табло индикации, позволяет организовать работу цехов-поставщиков в точном соответствии с потребностями главного конвейера
сборки.
Одновременно главный диспетчер завода располагает оперативной информацией, представленной на табло индикации, и может своевременно контролировать и регулировать ход
производства.
Предмет изобретения
Устройство для управления производственным процессом при ремонте мащин, содержащее блоки ввода информации, соединенные с блоком регистрации фактического выпуска деталей, подключенным к блокам индикации, и блок накопления информации, отличающееся тем, что, с целью повыщения точности работы устройства, в него введены блок формирования задания, соединенный с одним из блоков ввода информации и с блоком накопления информации, и блок анализа, подключенный к блоку регистрации фактического выпуска даталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления производст-ВЕННыМ пРОцЕССОМ пРи PEMOHTE МАшиН | 1979 |
|
SU802968A2 |
| Устройство для управления производственным процессом при ремонте машин | 1975 |
|
SU557368A2 |
| Устройство для управления производственным процессом при ремонте машин | 1974 |
|
SU497587A2 |
| Устройство для управления производственным процессом ремонта машин | 1975 |
|
SU723511A1 |
| Устройство для управления производственным процессом при ремонте машин | 1977 |
|
SU679988A2 |
| Устройство для контроля производственного процесса | 1976 |
|
SU642717A1 |
| Устройство для централизованного управления строительным производством | 1973 |
|
SU477422A1 |
| СПОСОБ УПРАВЛЕНИЯ РЕМОНТНЫМИ ВОЗДЕЙСТВИЯМИ НА УЗЛЫ И АГРЕГАТЫ АВТОТРАКТОРНОЙ ТЕХНИКИ | 2014 |
|
RU2582519C2 |
| Устройство для контроля работы производственного оборудования | 1974 |
|
SU506885A2 |
| СПОСОБ РЕМОНТА И ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ И ПРИМЕНЯЕМЫЕ В СПОСОБЕ АППАРАТНО-ПРОГРАММНЫЙ КОМПЛЕКС ДЛЯ ДИАГНОСТИКИ И СИСТЕМА ДЛЯ КОНТРОЛЯ КАЧЕСТВА РЕМОНТА И ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ | 2007 |
|
RU2357215C2 |