1
Изобретение относится к машиностроению и может быть использовано в гибких производственных комплекса (ГПК),
Цель изобретения - повышение производительности комплекса за счет обеспечения одновременной транспортировки нескольких приспособлений- спутников.
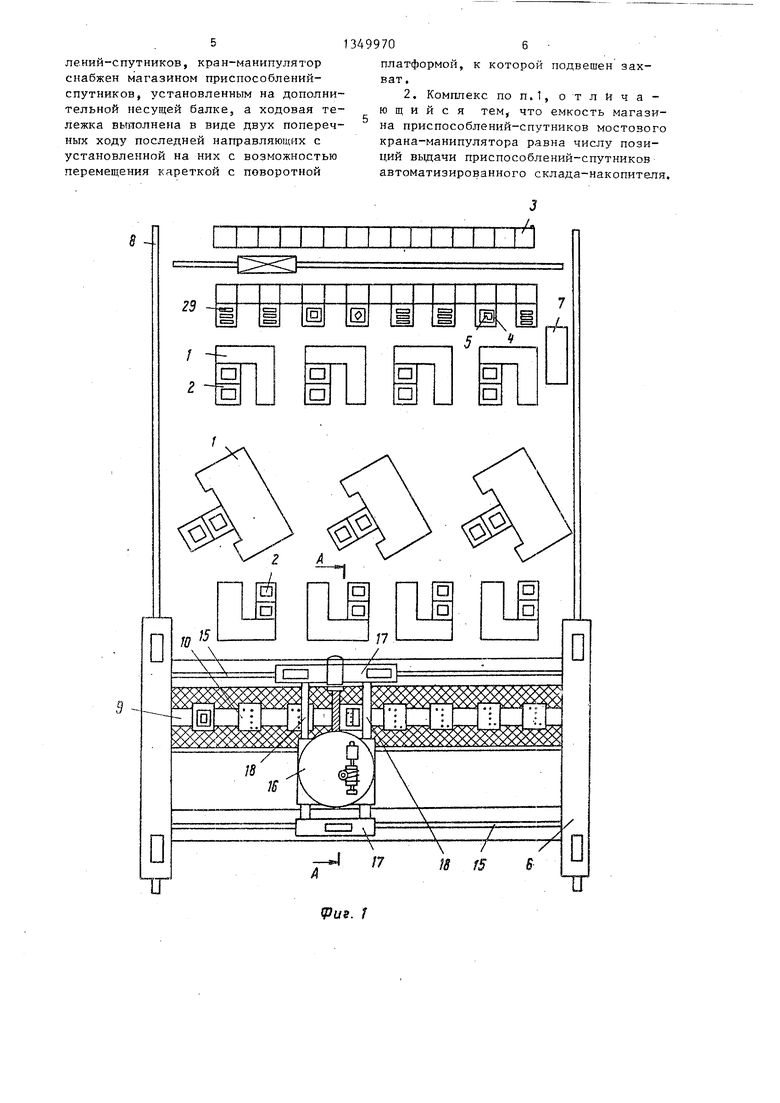
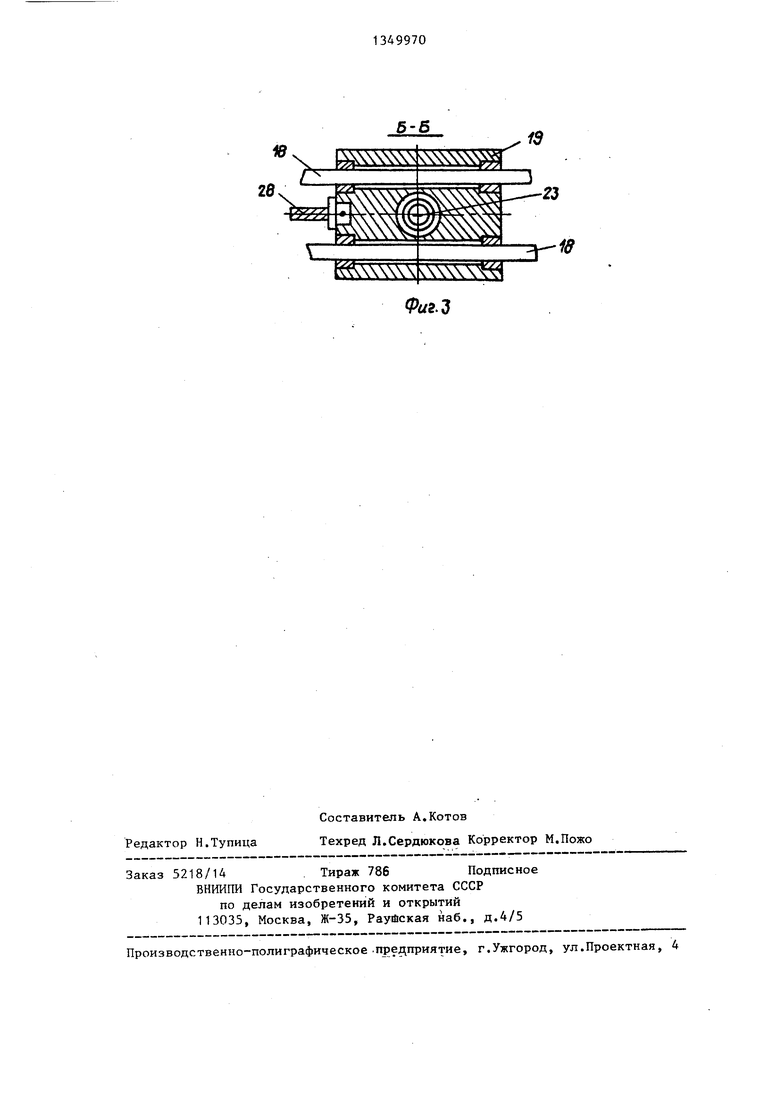
На фиг.1 изображен гибкий производственный комплекс, вид сверху; на фиг.2 - разрез А-А на фиг.1; на фиг,3 - разрез Б-Б на фиг.2.
Гибкий производственный комплекс содержит технологическое оборудование 1, снабженное двухпозиционными загрузочными устройствами 2, автоматизированный склад-накопитель 3 с комплектом приспособлений-спутников 4,на которых закреплены обрабатываемые детали 5, мостовой кран-манипултор 6, систему 7 управления, объединяющую элементы комплекса. Мостовой кран-манипулятор 6 перемещается по подкрановым путям 8, расположенным вдоль пролета цеха. На кране-манипуляторе 6 установлена дополнительная несущая балка 9, на которой смонтированы приемоотправочные позиции 10 магазина приспособлений-спутников 4 -Для предотвращения выпадания груза с крана-манипулятора 6 во время дви жения на дополнительной несущей бал 9 смонтировано ограждение 11. Приемотправочные позиции 10 снабжены установочными штырями 12 и набором кодовых датчиков 13.
Основные несущие балки 14 крана- манипулятора. 6 оборудованы направляющими 15 для перемещения ходовой тележки 16, Последняя представляет собой две концевые балки 17, соединенные между собой двумя цилиндрическими направляющими 18,на которых установлена каретка 19 с поворотной платформой 20, На поворотной платформе 20 размещены грузоподъемньй механизм 21 и механизм 22 поворота платформы. Грузоподъемный механизм 21 с помощью цепи 23 связан-;с захватом 24, Для предотвращения раскачивания захвата 24 при подъеме-опускании груза служит рычажная подвеска 25.
Поперечное перемещение каретки 19 по направляющим 18 осуществляется при помощи привода 26, гайки 27 и винта 28, который одним концом зак
5
970
2
19,
а другим - в
0
0
реплен в каретке гайке 27.
Автоматизированный склад-накопитель 3 снабжен позициями 29 вьщачи приспособлений-спутников 4. Позиции
29выдачи выполнены в виде встроенных в стеллаж склада приводных рольгангов, причем свободный конец рольганга выведен из стеллажа настолько, что позволяет установить на него рядом два приспособления-спутника 4 в зоне действия мостового крана-манипулятора 6.
Число позиций 29 выдачи автоматизированного склада-накопителя 3 равно числу приемоотправочных позиций 10 крана-манипулятора.
Приспособления-спутники 4 с деталями 5 снабжены базовыми отверстиями
30и набором кодовых пластин 31, Гибкий производственньй комплекс
работает следующим образом.
Получив задание от диспетчера об5 работать определенные детали, система 7 управления определяет ячейки склада 3, в которых расположены спутники 4 с требуемыми деталями 5 и направляет к ним щтабелер склада 3, который захватывает спутники 4 с требуемыми деталями 5 и устанавливает их на приводные рольганги оперативного накопителя 29, Работа штабелера продолжается до полного заполнения спутниками 4 накопителя 29. Одновременно система 7 управления определяет станки, на .которых данные детали могут быть обработаны,
После заполнения спутниками 4 опе0 ративного накопителя 29 мостовой кран-манипулятор 6 от системы 7 управления получает команду приступить к операции Загрузка. Включаются приводы перемещения, -кран-манипуля5 тор 6 разгоняется и перемещается к оперативному накопителю 29. Одновременно включается привод перемещения тележки 16 и тележка перемещается по несущим балкам 14, при этом каQ ретка 19 находится в положении, при котором захват 24 может свободно опускаться вниз (правое положение). Над крайней позицией оперативного накопителя 29 происходит плавная остановка крана-манипулятора 6 и тележки 16 с необходимой точностью. Затем включается привод грузоподъемного механизма 21, захват 24 опускается вниз и захватывает спутник 4 с дета5
5
лью 5 на первой позиции оперативного накопителя 29. Снова включается привод грузоподъемного механизма 21 и захват 24 со спутником 4 поднимаются в крайнее верхнее положение. Далее включается привод 26 поперечного перемещения каретки 19, который через гайку 27 и винт 28 перемещает каретку 19 по направляющим 18 в положение над приемной позицией 10 магазина спутников (левое положение). Здесь снова срабатывает грузоподъемный механизм 21 и спутник 4 опускается захватом 24 на приемную позицию 10 магазина спутников, при этом установочные штыри 12 входят в базовые отверстия 30 спутника 4. Захват 24 оставляет сцутник 4 с деталью 5 на.позиции 10, после чего включается привод грузоподъемного механизма 21- и захват 24 устанавливается в крайнее верхнее положение.. Затем каретка 19 включением привода 26 перемещается в правое положение, после чего тележка 16 передвигается по несущим балкам 14 и останавливается над следующей позицией оперативного накопителя
Аналогично производится загрузка следующих позиций магазина спутников до тех пор, пока все позиции магазина не будут заполнены.
После заполнения магазина спутниками кран-манипулятор 6 получает команду на загрузку станков, готовых к обработке полученных деталей. Одновременно кран-манипулятор 6 получает координаты загрузочных устройств данных станков и оптимальный вариант маршрута движения.
По прибытии крана-манипулятора 6 на ближайшую из заданных позиций система 7 управления опрашивает все приемные позиции 10 магазина спутников посредством кодовых датчиков 13 и по определенному набору кодовых пластин 31, хранящемуся в памяти системы 7 управления, выбирает спутник с деталью, которая должна быть обработана в данном станке.Далее тележка 16 перемещается к той позиции магазина, где установлен выбранный спутник останавливается с необходимой точностью и выполняет операцию Разгрузка. При этом каретка 19 перемещаетс влево, свободный захват 24 опускаетс вниз, захватывает спутник 4 с деталью 5, снимает его с позиции 10, йа- ретка 19 перемещается вправо. После.
этого тележка 16 со спутником 4 перемещается .по несущим балкам 14 до положения над загрузочным устройством 2, после чего захват 24 со спутником 4 опускается вниз до установки спутника 4 на загрузочное устройство 2, оставляет спутник и поднимается вверх.
Если на загрузочном устройстве 2 имеется спутник с обработанной деталью, то загрузочное устройство 2, взаимодействуя с захватом 4, загружает последний данным спутником, после чего захват 24 со спутником 4 поднимаются вверх и спутник посредством обратных манипуляций механизмов тележки 16 устанавливается на освободившуюся, приемную позицию 10 магазина спутников.
Наличие натележке механизма поворота платформы позволяет устанавливать спутник на любой угол в плане, этим обеспечиваются широкие возможности для компоновки технологического оборудования в цехе.
Далее кран-манипулятор 6 продолжает движение вдоль пролета цеха, останавлив аясь над заданными позициями, где производится операция по загрузке станков.
После загрузки магазина спутников кран-манипулятор возвращается к автоматизированному складу 3, где с помощью тележки 16 производит установку имеющихся в магазине спутников с обработанными деталями на оперативный накопитель 29 склада 3. Штабелер склада 3 по --команде системы 7 управления снимает спутники с обработанными деталями с оперативного накопителя 29 и устанавливает их в свободные ячейки стеллажа склада.
Формула изобретения
1. Гибкий производственньш комплекс, содержащий технологическое оборудование и автоматизированный склад- накопитель с позициями вьщачи приспособленийг-спутников, установленные
в зоне действия мостового крана- манипулятора, имеющего ходовую тележку с захватом, размещенную с возможностью перемещения по мостовой конструкции крана-манипулятора, отличающийся тем, что, с целью повышения производительности комплекса за счет обеспечения одновременной транспортировки нескольких приспособ
лений-спутников, кран-манипулятор снабжен магазином приспособлений- спутников, установленным на дополнительной несущей балке, а ходовая тележка выполнена в виде двух поперечных ходу последней направляющих с установленной на них с возможностью перемещения кареткой с поворотной
13499706 платформой, к которой подвешен захват .
2, Комплекс поп.1, отличающийся тем, что емкость магазина приспособлений-спутников мостового крана-манипулятора равна числу позиций выдачи приспособлений-спутников автоматизированного склада-накопителя.
п
п
а
а
п
п
п п
| название | год | авторы | номер документа |
|---|---|---|---|
| Мостовой кран-манипулятор | 1984 |
|
SU1194648A1 |
| АВТОМАТИЗИРОВАННЫЙ КОМПЛЕКС СБОРКИ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2021 |
|
RU2761484C1 |
| Транспортно-накопительная система | 1987 |
|
SU1553335A1 |
| КОНТРОЛЬНО-СОРТИРОВОЧНЫЙ КОМПЛЕКС | 1990 |
|
RU2023571C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ РАЗБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 1997 |
|
RU2116398C1 |
| Гибкая производственная система | 1988 |
|
SU1743802A1 |
| Гибкий автоматизированный участок | 1986 |
|
SU1542781A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ РЕЗКИ СЛИТКОВ ТИПА ТЕЛ ВРАЩЕНИЯ НА ЗАГОТОВКИ И ИХ ТРАНСПОРТИРОВКИ | 1996 |
|
RU2108187C1 |
| Гибкая производственная система | 1985 |
|
SU1321549A1 |
| Гибкая автоматизированная система | 1987 |
|
SU1562107A1 |
Изобретение относится к области машиностроения и может быть исполь.зовано в гибких производственных комплексах. Цель изобретения - повы- .шение производительности комплекса за счет обеспечения одновременной транспортировки нескольких приспособлений-спутников. Для этого на кранеманипуляторе установлена дополнительная несущая балка 9, на которой смонтированы приемоотправочные позиции 10 .магазина приспособлений-спутников 4. Основные несущие балки 14 крана-манипулятора оборудованы направляющими 15 для перемещения ходовой тележки 16,которая представляет собой две концевые балки 17, соединенные между собой цилиндрическими направляющими 18, на которых установлена каретка 19 с поворотной платформой 20. На платформе размещен грузоподъемный механизм 21 с подвешенным на нем захватом 24. Число позиций вьщачи автоматизированного склада- накопителя равно числу приемоотпра- вочных позиций 10 крана-манипулятора. 1 з.п. ф-лы, 3 ил. (Л 26 S I - А nolepHi/mff Сш 1 гз 21 оо 4; СО со СЙув. 2
и
иг. 1
18
X
б-б
Редактор Н.Тупица
Составитель А.Котов
Техред Л.Сердюкова Корректор М.Пожо
Заказ 5218/14 . Тираж 786 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Рауйская наб., д.4/5
Производственно-полиграфическое пре; приятие, г.Ужгород, ул.Проектная, 4
Ф«г.З
| Способ приготовления сернистого красителя защитного цвета | 1921 |
|
SU84A1 |
| Совместное издание В.о | |||
| Экспоцентр (СССР) и изд-ва Карл Хан- зер, Мюнхен (ФРГ), 1984, с | |||
| Прибор для промывания газов | 1922 |
|
SU20A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
