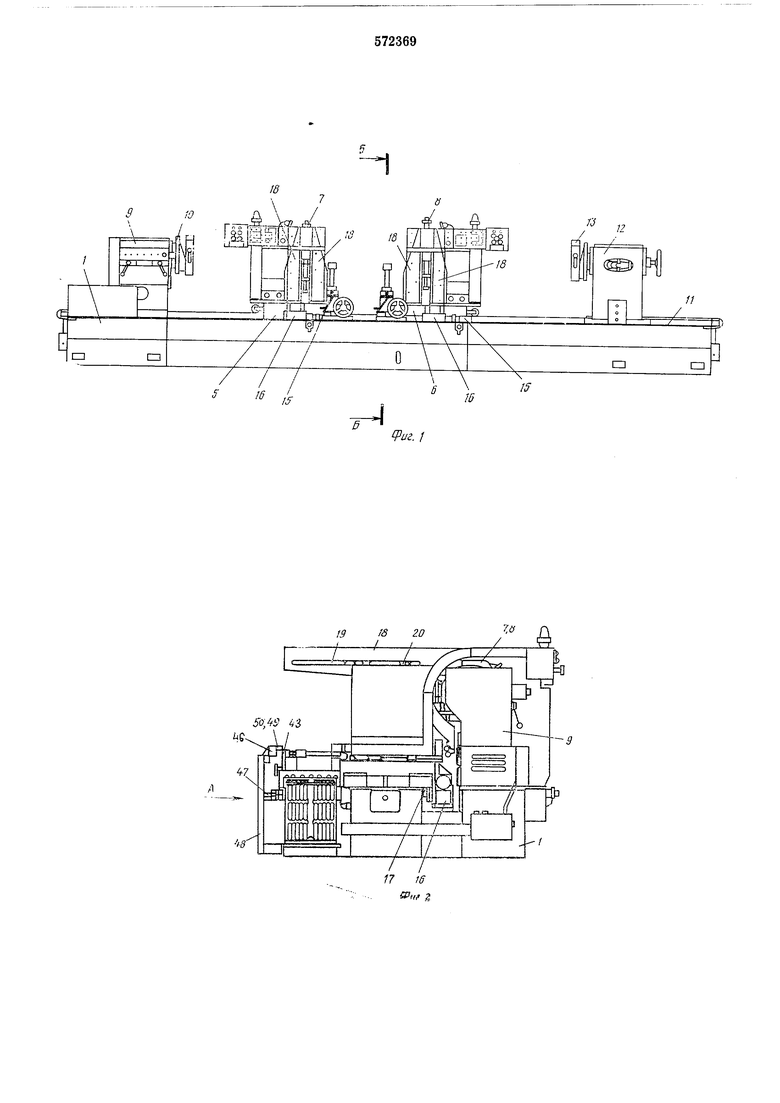
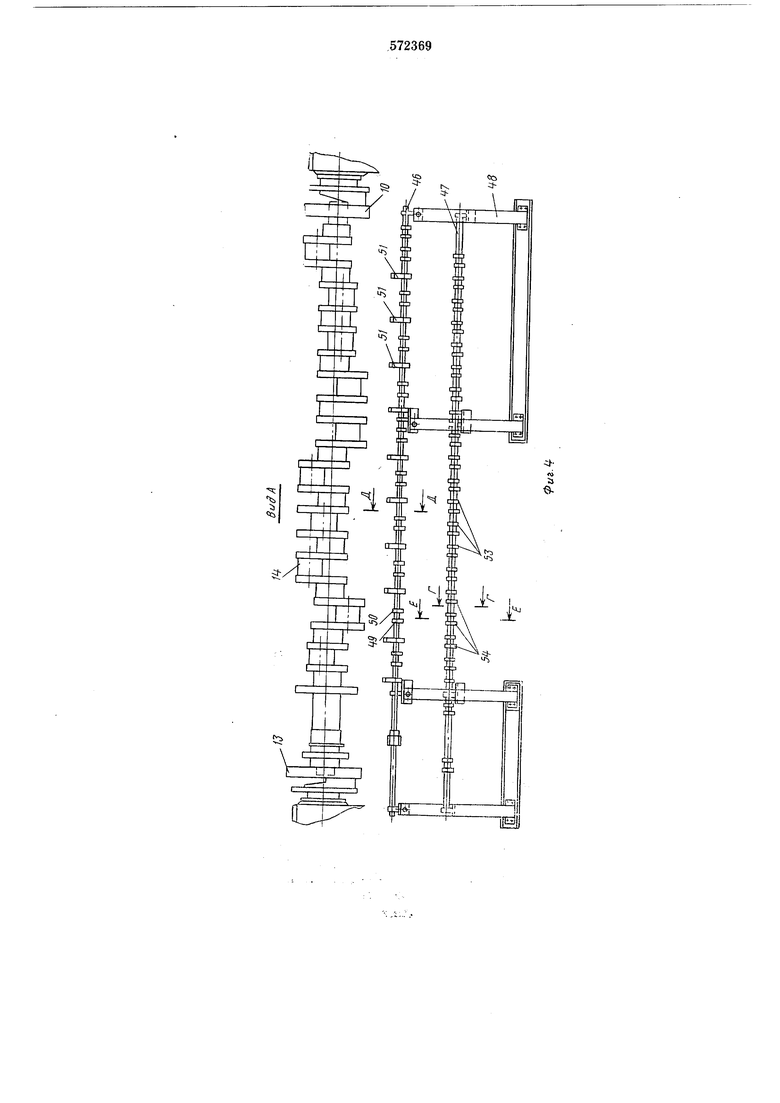
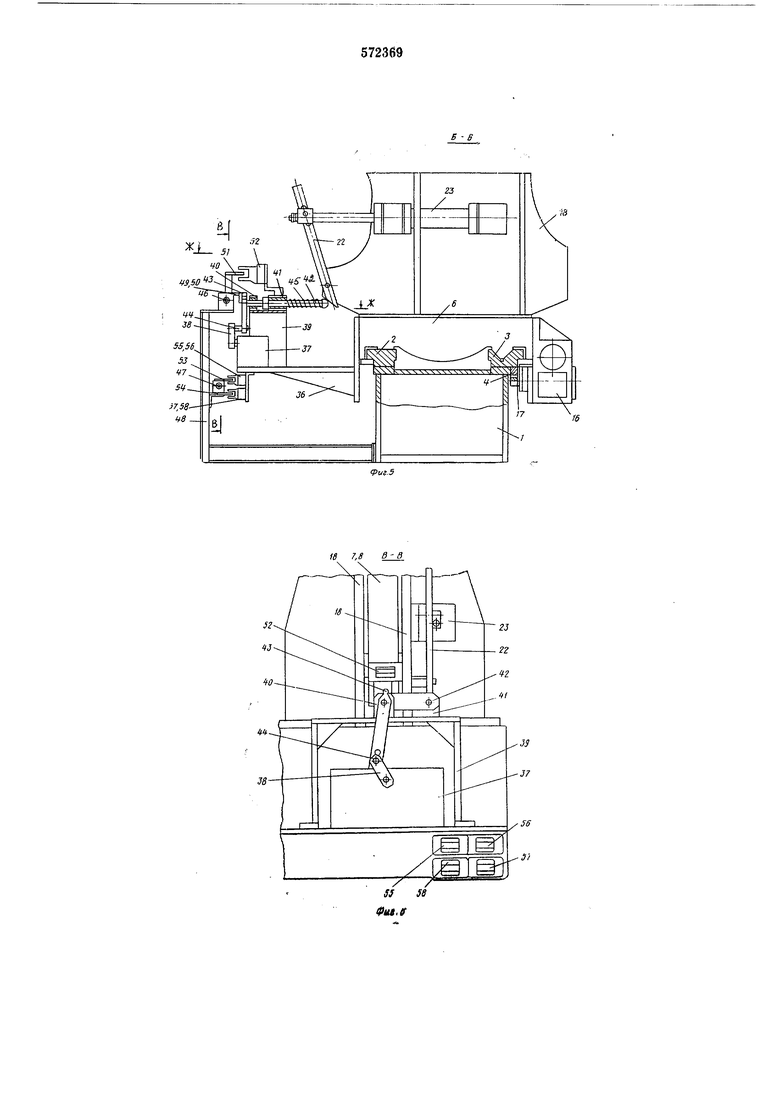
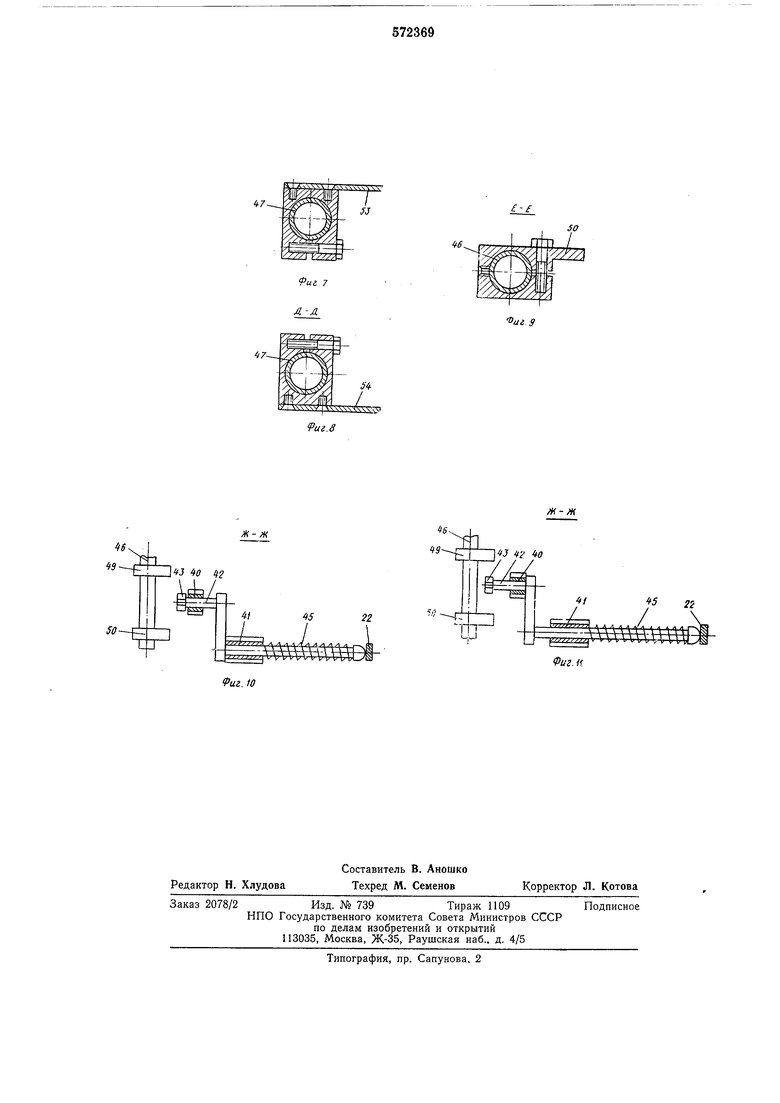
Эта цель достигается тем, что станок снабжен двумя цепями управления гндромотора, первая из которых состоит из двух реверсивных золотников с электрогидравлическим управлением от конечных выключателей суппорта и двух дросселей, а вторая - из гидропанели с рычагом управления, взаимодействующим с носителями программы через выполненный выдвижной рычаг, соединенный с рычагом перемещения инструментальной головки, реверсивного золотника с электромагнитным управлением и дросселем с регулятором. Кроме того, с целью обработки шейки, длина каждой равна длине инструмента, суппорт снабжен дополнительным конечным выключателем, взаимодействующим с носителями программы и связанным с реверсивным золотником второй цепи управления гидромотора. На фиг. 1 изображен предлагаемый станок, общий вид спереди; на фиг. 2 - то же, вид сбоку; на фиг. 3 - гидрокииематическая схема привода суппорта и инструментальной головки; на фиг. 4 - вид по стрелке А на фиг. 2 на носители программы; на фиг. 5 - разрез по Б-Б на фиг. 1; на фиг. 6 - разрез по В-В на фиг. о; на фиг. 7 - разрез Г-Г на фиг. 4; на фиг. 8 - разрез Д-Д на фиг. 4; на фиг. 9 - разрез Е-Е на фиг. 4; на фиг. 10-разрез на фиг. 5 (выдвижной рычаг в нерабочем положении); на фиг. 11 - разрез Ж-Ж на фиг. 5 (выдвижной рычаг в рабочем положении при продольном ходе). Станок для обработки щеек крупногабаритных коленчатых валов содержит станину 1, на верхней плоскости которой жестко закреплены плоские 2 и V-образные 3 направляющие с рейкой 4 для перемещения супнортов 5 и 6 с инструментальными головками 7 и 8. Слева на станине закреплена бабка изделия 9 с ложементом 10. На станине также жестко закреплены направляющие 11 для установки и перемещения забней бабки 12 с ложементом 13. В корпусе бабки изделия смонтированы шпиндель и коробка скоростей для сообщения вращения коленчатому валу, а внутри станины размещен привод шпинделя (не изображен). Направляющие 2 и 3 суппортов смещены параллельно относительно оси ложементов и расположены за бабками по всей длине стаНИНЫ так, чтобы их длина превышала максимальную длину обрабатываемого вала 14 на суммарную длину суппортов. Это вызвано тем, что при загрузке (вес вала до 2-х тонн) краном, он опускается сверху и для того, чтобы суппорты с размещенными на них инструментами не мешали загрузке, их отводят за бабки. На передней плоскости каждого суппорта установлен привод, который состоит из гидромотора 15, червячного редуктора 16 с реечной шестерней 17, взаимодействующей с рейкой 4, закрепленной на V-образной направляющей. На верхней поверхности суппорта закреплена пара направляющих щек 18, которые в верхей части имеют горизонтальные пазы 19, по оторым перемещается каретка 20 с инструментальной головкой, которая установлена шарнирно и уравновещена пружиной 21. Каретка соединена с рычагом 22, перемещающимся от гидроцилиндра 23. Инструментальная головка выполнена в виде ведущего 24 и ведомого 25 корпусов, охватывающих шейку при помощи роликов 26, расположенных попарно диаметрально противоположно. Передние части корпусов 24 и 25 выполнены со скосами для удобства захвата шейки. Между роликами расположена пара брусков 27, имеющих возможность осциллировать вдоль образующей шейки, от гидромотора 28. Для подвода и отвода брусков они монтируются на шарнирных рычагах 29 и 30, связанных с корпусами 24 и 25 и пере.мещаемых возвратно-поступательно вместе с корпусами от гидромотора 31. Для прижима брусков к обрабатываемой шейке служит гидроцилиндр 32, воздействующий на концы шарнирных рычагов 29 и 30. ha ведомом корпусе 25 предусмотрен конечный выключатель 33, контролирующий отвод корпуса в нижнее полол ение (нерабочее) и другой конечный выключатель 34, контролирующий при помощи флажка 35 отведенное положение инструментальной головки. К задней стенке каждого суппорта крепится кронштейн 36, на котором установлены гидропанель 37 с рычагами 38 управления и стойка 39. К стойке прикреплены две опоры с направляющими втулками 40 и 41 для щтанги 42, на одном конце которой шарнирно закреплен выдвижной рычаг 43, а с другой ее конец взаимодействует с рычагом 22, перемещающим инструментальную головку. Нилсний конец выдвижного рычага 43 выполнен в виде вилки, охватывающей палец 44, л естко установленный на рычаге 38 управления. На щтанге 42 установлена пружина 45, которая предназначена для возврата выдвижного рычага 43 в исходное положение. На станине параллельно направляющим установлены носители программы, обеспечиБающие переключение с быстрой подачи на медленную, останов суппорта в нужном положении, переброс выдвижного рычага 43, взаимодействующего с рычагом 38 управления гидропанелью, из одного крайнего положения в другое и обратно для осуществления продольного хода суппорта при обработке шейки, длина которой превышает длину инструмента. Эти носители программы выполпены сменными, настраиваются вне станка и устанавливаются для каждого типоразмера обрабатываемого коленчатого вала и представляют собой две штанги 46 и 47, которые посредством четырех кронштейнов 48 жестко связаны со станиной. На штанге 46 для каждой шейки коленчатого вала, обрабатываемой с продольным ходом, установлены по два кулачка 49 и 50, с которыми взаимодействует верхний конец выдвижного рычага 43 при работе продольным ходом. А для узких шеек, которые обрабатываются без продольного хода, установлены флажки 51, взаимодействующие с конечным выключателем 52, установленным на суннорте.
На штаиге 47 для каждой обрабатываемой шейки установлены но два флажка: верхннй 53 11 нижний 54, которые нрк работе взаимодействуют с бесконтактнымн конечнымн выключатслямн (БВК) 55, 56, 57 н 58, установленными на кронштейне 36.
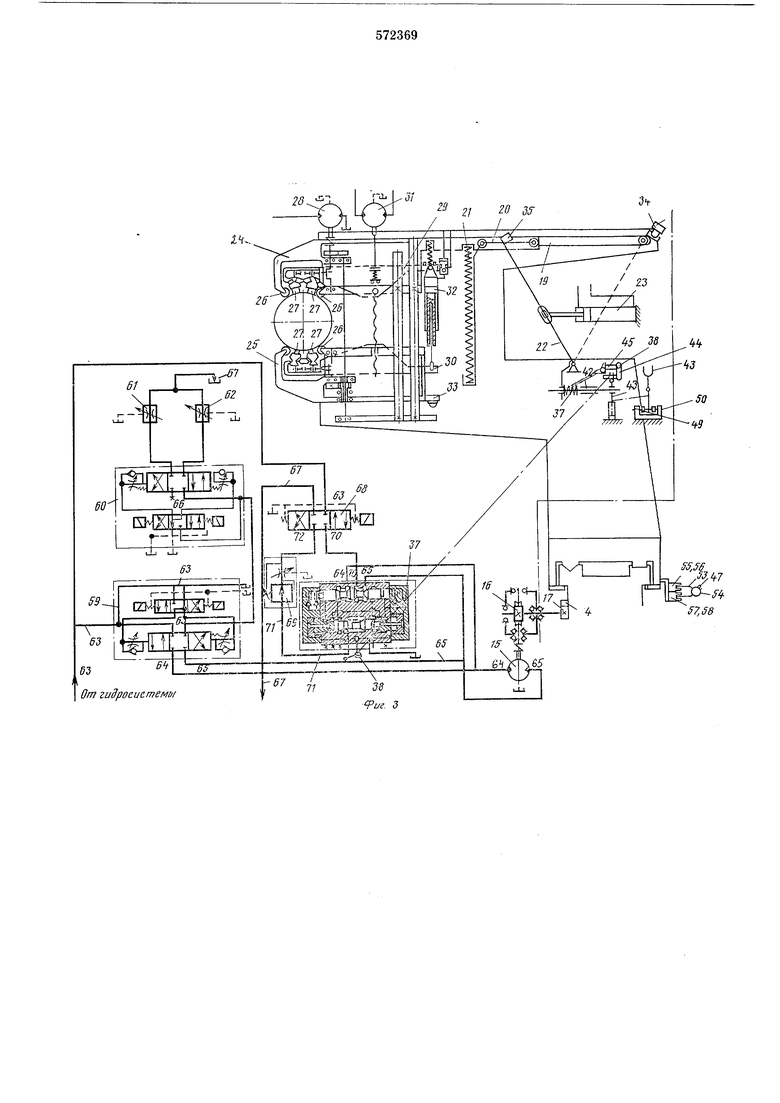
Унравленне гндромотора 15 каледого супнорта нроизводится но двум ценям.
Первая цепь унравления состонт из двух реверсивных золотников 59 и 60 с электрогидравлнческим управлением. Золотник59 служит для реверса гидромотора 15, а золотник 60 в сочетании с двумя дросселями 61 и 62 предназначен для медленного и быстрого перемеш,ения суппорта. Таким образом, первая цень гидромотора 15 обеспечивает левое или правое перемеш,ение суннорта нри всномогательных онераннях для вывода суппорта с инструментальной головкой на позицию обработки определенной шейки, когда ось ннструментальной головки совпадает с серединой обрабатываемой шейки или отвода супнорта в исходное пололсение. Золотник 59 но магистрали 63 соединен с давлением и далее гидромотором 15 или магистралью 64 (при перемещении суппорта влево) илн магистралью 65 (нрн неремещенни суппорта вправо). Золотник 5У но магнстрали 66 соединен с другим золотником 60, который соединен со слнвом по магистрали 67 или через дроссель 61 (нрн быстром подводе суннорта), или через дроссель 62 (нри медленном нодводе суннорта). Вторая день унравления состоит из гидропанели 3/ и реверсивного золотника 63 с электромагнитным управленнем, и обеснечивает автоматическое возвратно-постунательное неремещение (нродольпой ход) суннорта с инструментом и иснользуется при обработке длинной шейки с продольным ходом. Скорость продольного хода устанавливается дросселем с регулятором 68.
При продольном ходе давление соединено с золотником 69 но магистрали 63. Золотник 69 соединен с гидронанелью 37 но магистрали 70. В зависимости от ноложения рычага 38 унравления гидронанелью 37 подвод масла к гидромотору 15 происходит или но магистрали 64, а отвод но магистрали 65 (или наоборот) и тогда перемещение сунпорта будет вправо (или влево). Гидропанель соединена с дросселем 69 по магистрали 71, которая в свою очередь соединена с золотником 68 но магистрали 72, а золотник 68 - но магистрали 67 со сливом.
Станок работает следующим образом. В исходном положении левый 5 и правый 6 суппорта отведены в крайнее положение, то есть за бабки, а инструментальные головки 7 и 8, в свою очередь, отведены в исходное (заднее) положение. Выдвижной рычаг 13 под действием нружнны 45 выведен из зоны взаимодействня с кулачками 49 н 50, ложементы зафнксированы н подготовлены для установки коленчатого вала. Изделие краном укладывается на ложементы н зал имается в них. Ложементы фиксируются.
Включением электромагнитов золотников 59 и 60 производится быстрое неремещение суппортов. Например, при быстром перемещении суннорта внраво (масло подается по магнстрали 63-59-64-15-65-59-66-60- 61-67) верхний флажок 53, установленный
для задней шейки, входит в ВВК 55, который срабатывает и переключает электромагниты золотника 60 - происходит медленное перемещение супнорта внраво (масло подается по магистралн 63-59-64-15-65-59-66-60-
62-67) до тех нор, нока тот же флажок 53 не войдет в БВК 56 - электромагниты золотников 59 и 60 отключаются и суннорт останавливается с ориентированием инструмента в осевом направленни в среднем ноложении относительно щек обрабатываемой шейкн.
При быстром перемещении супнорта влево (масло подается по магистрали 63-59-65- 15--64-59-66-60-61). Нижний флажок 54, установленный для задней шейкн, входит в
БВК 57, который срабатывает и нереключает электромагниты золотника 60 - происходит медленное перемещенне суннорта влево (масло подается но магистрали 63-59-65-15- 64-59-66-67) до тех нор, пока флажок 54
не войдет в БВК - электромагниты золотниjiOB 59 II 60 отключаются н суннорт останавливается с ориентированием ннструмента в осевом нанравленпи в среднем ноложении относительно щек обрабатываемой шейки. Затем
происходит выход инструментальной головки на обрабатываемзю щейку. Перемещением штока гндроцилиндра 23 осуществляется поворот рычага 22, который сообщает движение каретке 20 с инструментальной головкой. Каретка 20 перемещается но нанравляющим назам 19, а инструментальная головка контактирует с внутренними стенками нанравляющнх щек 18. Независимо от того, в каком положении иаходится обрабатываемая шатунная шейка, инструментальная головка прн помощи имеющихся скосов па ведущем и ведомом 24 и 25 корпусах ориентнруется относительно шейкн и, нродолжая движение вперед, доходит до соприкосновения с шейкой.
При нодаче ннструментальной головки на шейку нижний конец рычага 22, преодолевая Зсилие пружины 45, вводит конец выдвнжного рычага 43 между кулачками 49 и 50, при этом вилка нижнего конца выдвнжного рычага 43
остается в контакте с нальцем 44 рычага 38 управления гидронанелью. Включается гидромотор 31, ведущий 24 и ведомый 25 корпуса с роликами 26 и связанные с ними шарнирные рычаги 29 и 30 с брусками 27 сближаются до
охвата щейки двумя парами роликов. Прн этом в штоковую полость гидроцилиндра 32 подается давленне, расстояние между шарннрами рычагов 29 и 30 уменьшается и компенсируется за счет телескопической конструкции штока гидроцилиндра 32. Бруски отведены от обрабатываемой шейки. Гидромотор 31 отключается.
Затем включают привод вращения коленчатого вала и гидромотор 28. Так как инструментальная головка нодвешена шарнирно и имеет возможность возвратно-поступательного перемещения с помощью каретки 20, то она, охватывая шатунную шейку вращающегося коленчатого вала, «следит за ее перемещением. В бесштоковую полость гидроцилиндра 32 подается регулируемое давление, шарнирные рычаги 29 и 30, поворачиваясь, прижимают бруски к шейке. Гидромотор 28 сообщает осциллирующее движение брускам.
При обработке шейки с продольным ходом одновременно с вращением изделия включается электромагнит золотника 68. Давление подается по магистрали 63 в золотник 68, далее по магистрали 70 в гидропанель 37, из которой масло подается в гндромотор 15 либо по магистрали 64, если движение суппорта происходит вправо, либо по магистрали 65, если суппорт перемещается влево. Поэтому масло возвращается в гидропанель 37 по магистрали 65, либо по 64, затем по магистрали 71 попадает в дроссель 69 и возвращается обратно в золотник 68 по .магистрали 72. Из золотника 68 по магистрали 67 масло попадает на слнв.
В конце обработки подается давление в штоковую полость гидроцилиндра 32 и отключается гидромотор 28, происходит отвод инструмента от обработанной шейки. Отключают привод вращения изделия.
Гидромотор 31 реверсируется, ведомый корпус 25 перемещается для отвода роликов от шейки, увеличивается расстояние между шарнирами рычагов 29 и 30, оно компенсируется за счет телескопической конструкции штока гидроцилиндра 32.
Для отвода инструментальной головки в исходное положение в бесштоковую полость гидроцилиндра 23 подается давление, рычаг 22 поворачивается, перемещая каретку 20 с инструментальной головкой по пазам 19 направляющих щек 18 в исходное положение.
Каретка 20, дойдя до упора, останавливается, рычаг 22 продолжает движение до тех пор.
пока флажок 35 не войдет во взаимодействие с конечным выключателем 33 и рычаг остановится. Суппорт по аналогии, описанной выше, выставляет на обработку следующей шей5 кн.
Формула изобретения
1.Станок для обработки шеек крупногаба0 ритных коленчатых валов, включаюший станину с направляющими, на которой установлены носители программы, бабку изделия, заднюю бабку, лолсементы и суппорт с конечными выключателямн, инструментальной головкой, рычагом для перемещения ее в зону обработки и с гидромотором, вал которого кинематически связан через редуктор с рейкой, закрепленной на направляющих суппорта, отличающийся тем, что, с целью автоматизации обработки шеек, длина которых превышает длину инструмента, он снабжен двумя цепями управления гидромотором, первая из которых состоит из двух реверсивных золотников с электрогндравлическнм управлением от конечных выключателей суппорта и двух дросселей, а вторая- из гидропанели с рычагом управления, взаимодействующим с носителями программы через выполненный выдвижной рычаг, соединенный с рычагом, перемещающим инструментальную головку, реверсивного золотника с электромагнитным управлением и дросселя с регулятором.
2.Станок по п. 1, отличающийся тем, что, с целью обработки шейки, длина которой
5 равна длине инструмента, суппорт снабжен дополнительным конечным выключателем, взаимодействующим с носителями программы и связанным с реверсивным золотником второй цепи управления гидромотором.
Источники информации, принятые во внимание при экспертизе
1.Патент Швейцарии № 463308, кл. В 24В 5 35/00, 1968.
2.Авторское свидетельство № 477829, кл. В 24В 5/42, 1972.

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЦИКЛОМ СТУПЕНЧАТОЙ ПОДАЧИ НА СТАНКАХ ГЛУБОКОГОСВЕРЛЕНИЯ | 1971 |
|
SU429927A1 |
| Гидросистема для управляемого перемещения станочных узлов | 1974 |
|
SU559808A1 |
| Станок для обработки концов труб | 1983 |
|
SU1106600A1 |
| Устройство для суперфиниширования шеек коленчатого вала | 1973 |
|
SU649557A1 |
| ТОКАРНО-РЕВОЛЬБЕРНЫЙ КОПИРОВАЛЬНЫЙ СТАНОК | 1968 |
|
SU217864A1 |
| Станок для токарной обработки | 1984 |
|
SU1219261A1 |
| Инструментальная головка для суперфинишного станка | 1975 |
|
SU533472A1 |
| Станок для обработки концов труб | 1983 |
|
SU1117147A1 |
| Способ затылования метчиков по заборному конусу и устройство для его осуществления | 1979 |
|
SU874313A1 |
| Гидрокопировальный фрезерный станок | 1978 |
|
SU768571A1 |
/9 / го
z
So,3 3
-U
p
If
47
m.
(У
4
3
w/ /
r
/ /
17 Iff
№,,f 2 5 . ШХГШЙ I 66 иЛЬШгИ .i, т От гидросистем ;
«j a
-f
«tf
---P
ж- ж
Фиг. if
