1
Изобретение относится к области станкостроения и касается гидравлического привода круглошлифовального станка для осуществления управляемого перемещения стола и быстрого подвода и отвода шлифовальной бабки.
Известны гидравлические систе.мы для управляемого перемещения стола и быстрого подвода и отвода шлифовальной бабки, осуществляемые соответствующими гидроцилиндрами, управление которыми производится с помощью золотниковых распределительных управляющих устройств, смонтированных на гидропанели рверса .
Наиболее близким рещением к изобретению является гидравлическая система для управляемого перемещения станочных узлов, которая обеспечивает воз вратно-поступательное перемещение стола; механизацию быстрого устаиовочного перемещения стола с регулируемой скоростью при наладке станка; быстрый подвод и отвод шлифовальной бабки при ручном воздействии на орган управления; автоматический отвод шлифовальной бабки после околчания автоматического врезного цикла щлифования; пуск стола с заранее установленной скоростью шлифования; пуок стола с заранее установлеиной скоростью правки круга и останов стола при ручном воздействии на орган управления {.
При ручном воздействии быстрый подвод и
отвод шлифовальной бабки, пуск и остано з стола осуществляются от одного и того же органа управлен1 я.
Для выполнения выше перечисленных функций известная гидросистема содержит насосную установку, соответствующие гидроцплиндры, гидропанель реверса стола, золотниковые распределительные устройства, регуляторы давления, управляющие распределительные устройства, сливные и напорные магистралп.
Однако эта гидросистема не обеспечивает автоматического останова стола при автоматическом отводе шлифовальной бабю}, что не позволяет автоматизировать продольный метод шл 1фования.
Не обеспечивает автоматического возврата в нерабочее положение органа упарвления пуском движения стола, что также не позволяет автоматизировать продольный метод шлифования и создает иа станке опасную ситуацию.
Переключение скорости дзижения стола со скорости шлифования на скорость правки круга можно произвести только после предварительного переключения дополнительного органа управления, что усложняет управлеН ;е стапком.
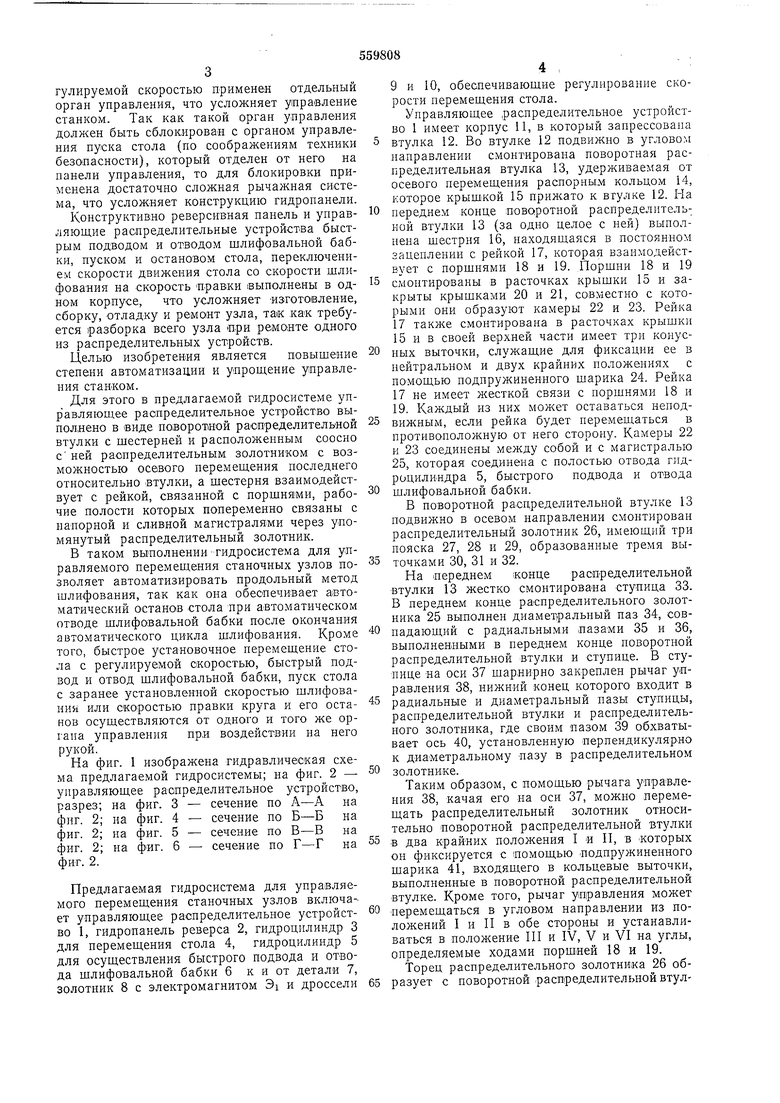
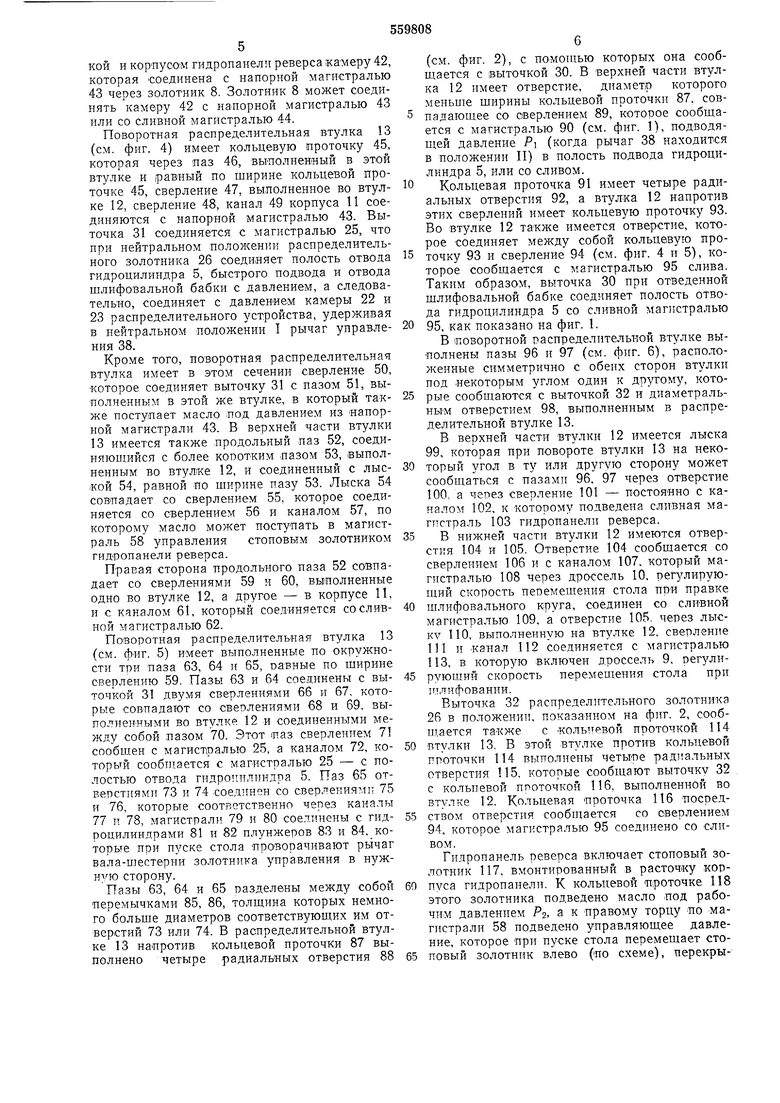
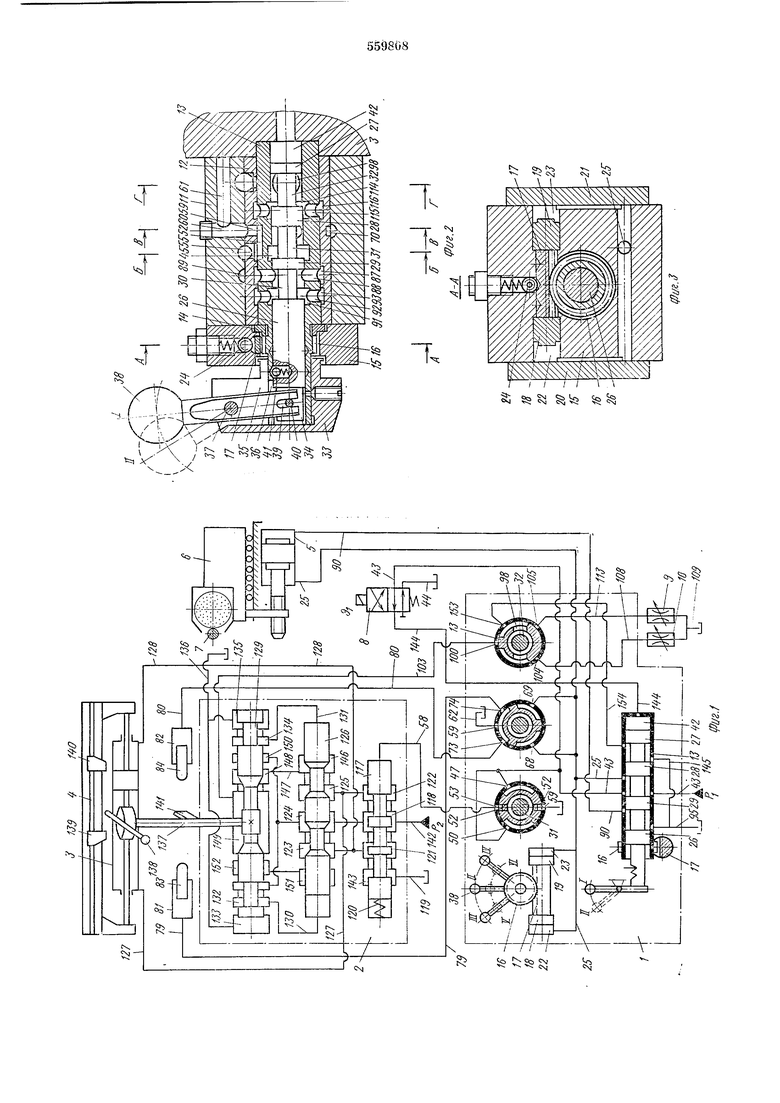
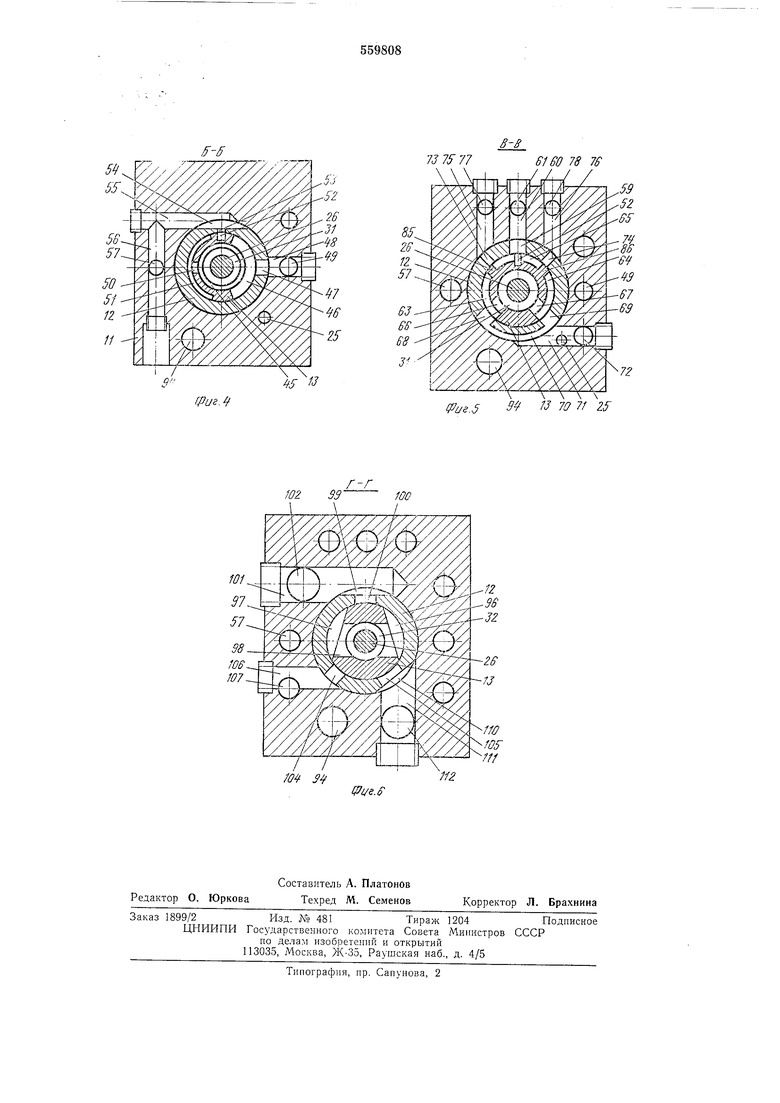
Для управления механизированным быстрым установочным перемещением стола с регулируемой скоростью применен отдельный орган управления, что усложняет управление станком. Так как такой орган управления должен быть сблокирован с органом управления пуска стола (по соображениям техники безопасности), который отделен от него на панели управления, то для блокировки применена достаточно сложная рычажная система, что услолшяет конструкцию гидропанели. Конструктивно реверсивная панель и управляющие распределительные устройства быстрым подводом и отводом шлифовальной бабки, пуском и остановом стола, переключением скорости движения стола со скорости шлифования на скорость правки выполнены в одном корпусе, что усложняет изгото)вление, сборку, отладку и ремонт узла, так как требуется разборка всего узла ори ремонте одного из распределительных устройств. Целью изобретения является повышение степени автоматизации и упрош,ение управления станком. Для этого в предлагаемой гидросистеме управляюш,ее распределительное устройство вынолнено в виде поворотной распределительной втулки с шестерней и расположенным соосно с ней распределительным золотником с возможностью осевого неремещения последнего относительно втулки, а шестерня взаимодействует с рейкой, связанной с поршнями, рабочие полости которых попеременно связаны с напорной и сливной магистралями через упомянутый распределительный золотник. В таком выполнении гидросистема для управляемого перемещения станочных узлов позволяет автоматизировать продольный метод галифования, так как она обеспечивает автоматический останов стола при автоматическом отводе шлифовальной бабки после окончания автоматнческого цикла шлифования. Кроме того, быстрое установочное перемещение стола с регулируемой скоростью, быстрый подвод и отвод шлифовальной бабки, пуск стола с заранее установленной скоростью шлифования или скоростью правки круга и его остаИОВ осуществляются от одного и того же оргапа управления при воздействни на него рукой. На фиг. 1 изображена гидравлическая схема предлагаемой гидросистемы; на фиг. 2 - управляющее распределительное устройство, разрез; на фиг. 3 - сечение по А-А на фиг. 2; иа фиг. 4 - сечение по Б-Б на фиг. 2; иа фиг. 5 - сечение по В-В на фиг. 2; на фиг. 6 - сечение по Г-Г на фиг. 2. Предлагаемая гидросистема для управляемого перемещения станочных узлов включа-. ет управляющее распределительное устройство 1, гидропанель реверса 2, гидроцилиндр 3 для перемещения стола 4, гидроцилиидр 5 для осуществления быстрого подвода и отвода шлифовальной бабки 6 к и от детали 7, золотник 8 с электромагнитом 3i и дроссели 9 и 10, обеспечивающие регулирование скорости перемещения стола. Управляющее распределительное устройство 1 имеет корпус 11, в который запрессована втулка 12. Во втулке 12 подвижно в угловом направлении смонтирована поворотная распределительная втулка 13, удерживаемая от осевого перемещения распорным кольцом 14, которое крышкой 15 прижато к втулке 12. На переднем конце поворотной распределительной втулки 13 (за одно целое с ней) выполнена шестрня 16, находящаяся в постоянном зацеплении с рейкой 17, которая взаимодействует с поршнями 18 и 19. Поршни 18 и 19 смонтированы в расточках крыщки 15 и закрыты крышками 20 и 21, совместно с которыми они образуют камеры 22 и 23. Рейка 17 также смонтирована в расточках крышки 15 и в своей верхней части имеет три конусных выточки, для фиксации ее в нейтральном и двух крайиих положениях с помощью подпружиненного шарика 24. Рейка 17 не имеет жесткой связи с поршнями 18 и 19. Каждый из них может оставаться неподвижным, если рейка будет перемещаться в противоположную от него сторону. Камеры 22 и 23 соединены между собой и с магистралью 25, которая соединена с полостью отвода гидроцилиндра 5, быстрого подвода и отвода шлифовальной бабки. В поворотной распределительной втулке 13 подвижно в осевом направлении смонтироваи распределительный золотник 26, имеющий три пояска 27, 28 и 29, образованные тремя выточками 30, 31 и 32. На переднем конце распределительной втулки 13 жестко смонтирована ступица 33. В переднем конце распределительного золотника 25 выполнен диаметральный паз 34, совпадающий с радиальными пазами 35 и 36, выполненными в переднем конце поворотной распределительной втулки и ступице. В ступице на оси 37 шарнирно закреплен рычаг управления 38, нижний конец которого входит в радиальные и диаметральный пазы ступицы, распределительной втулки и распределительного золотника, где своим пазом 39 обхватывает ось 40, установленную перпендикулярно к диаметральиому пазу в распределительном золотнике. Таким образом, с помощью рычага управления 38, качая его на оси 37, можно перемещать распределительный золотник относительно поворотной распределительной втулки два крайних положения I « П, в которых н фиксируется с помощью подпружиненного арика 41, входящего в кольцевые выточки, выполненные в поворотной распределительной тулке. Кроме того, рычаг управления может еремещаться в угловом направлении из поол ений I и П в обе стороны и устанавлиаться в положение III и IV, V и VI на углы, пределяемые ходами поршней 18 и 19. Торец распределительного золотника 26 обазует с поворотной распределительной втулкой и корпусом гидропанели реверса камеру 42 которая соединена с напорной магистралью 43 через золотник 8. Золотник 8 может соединять камеру 42 с напорной магистралью 43 или со сливной магистралью 44.
Поворотная распределительная втулка 13 (см. фиг. 4) имеет кольцевую проточку 45, которая через паз 46, вьгаолнениый в этой втулке и равный по ширине кольцевой проточке 45, сверление 47, выполненное во втулке 12, сверление 48, канал 49 корпуса 11 соединяются с напорной магистралью 43. Выточка 31 соединяется с магистралью 25, что при нейтральном положении распределительного золотника 26 соединяет полость отвода гидроцилиндра 5, быстрого подвода и отвода шлифовальной бабки с давлением, а следовательно, соединяет с давлением камеры 22 и 23 распределительного устройства, удерживая в нейтральном положении I рычаг управления 38.
Кроме того, поворотная распределительная втулка имеет в этом сечении сверление 50, которое соединяет выточку 31 с пазом 51, выполненным в этой же втулке, в который также поступает масло под давлением из «апориой магистрали 43. В верхней части втулки 13 имеется также продольный паз 52, соединяющийся с более КОРОТКИМ лазом 53, выполненным во втулке 12, и соединенный с лыской 54, равной по ширине пазу 53. Лыска 54 совпадает со сверлением 55, которое соединяется со сверлением 56 и каналом 57, по которому масло может поступать в магистраль 58 управления стоповым золотником гидропанели реверса.
Правая сторона продольного паза 52 совпадает со сверлениями 59 и 60, выполненные одно во втулке 12, а другое - в корпусе 11, и с каналом 61, который соединяется со сливной магистралью 62.
ПоВоротная распределительная втулка 13 (см. фиг. 5) имеет выполненные по окружности три паза 63, 64 и 65, равные по ширине сверлению 59. Пазы 63 и 64 соединены с выточкой 31 двумя сверлениями 66 и 67, которые совпадают со сверлениями 68 и 69. выполненными во втулке 12 и соединенными между собой пазом 70. Этот паз сверлением 71 сообщен с Л1агист1ралью 25, а каналом 72, который сообптается с магистралью 25 - с полостью отвода гидропилиндра 5. Паз 65 отверстиями 73 и 74 соединен со сверления.1п 75 и 76, которые соответственно через каналы 77 и 78, магистрали 79 и 80 соединены с гидроцилиндрами 81 и 82 плунжеров 83 и 84, которые при пуске стола проворачивают рьтчаг вала-шестерни золотника управления в нужную сторону.
Пазы 63, 64 и 65 разделены между собой перемычками 85, 86, толщина которых немного больще диаметров соответствующих им отверстий 73 или 74. В распределительной втулке 13 напротив кольцевой проточки 87 выполнено четыре радиальных отверстия 88
(см. фиг. 2), с помощью которых она сообщается с выточкой 30. В верхней части втулка 12 имеет отверстие, диаметр которого меньше ширины кольцевой проточки 87. совпадающее со оверленнем 89, которое сообщается с магистралью 90 (см. фиг. 1), подводящей давление PI (когда рычаг 38 находится в положении П) в полость подвода гидроцилиндра 5, или со сливом.
10 Кольцевая проточка 91 имеет четыре радиальных отверстия 92, а втулка 12 напротив этих сверлений имеет кольцевую проточку 93. Во втулке 12 также имеется отверстие, которое соединяет между собой кольцевую проточку 93 и сверление 94 (см. фиг. 4 и 5), которое сообщается с магистралью 95 слива. Таким образом, выточка 30 при отведенной шлифовальной бабке соединяет полость отвода гидроцилиндра 5 со сливной магистралью
0 95, как показано на фиг. 1.
В поворотной распределите,11ьцой втулке выполнены пазы 96 и 97 (см. фиг. 6), расположенные симметрично с обеих сторон втулки под некоторым углом один к другому, кото5 рые сообщаются с выточкой 32 и диаметральным отверстием 98, выполненным в распределительной втулке 13. В верхней части втулки 12 имеется лыска
99,которая при повороте втулки 13 на неко9торый угол в ту или другую сторону может сообщаться с пазами 96, 97 через отверстие
100,а через сверление 101 - постоянно с каналом 102, к которому подведена сливная магистраль 103 гидропанели реверса.
5 В нижней части втулки 12 имеются отверстия 104 и 105. Отверстие 104 сообщается со сверлением 106 и с каналом 107. который магистралью 108 через дроссель 10, регулирующий скорость перемещения стола при правке
0шлифовального круга, соединен со сливной магистралью 109, а отверстие 105. через лысKV 110, выполненную на втулке 12. сверление П1 и канал 112 соединяется с магистралью 113, в которую включен дроссель 9, регули5 руюший скорость перемещения стола при шлифовании.
Выточка 32 распределительного золотника 26 в положении, показанном на фиг. 2, сообщается также с кольтевой проточкой 114
0 втулки 13. В этой втулке против кольцевой проточки 114 выполнены четыре рад альных отверстия 15. которые сообщают выточку 32 , с кольцевой проточкой 116, выполненной во втулке 12. Кольцевая проточка 116 посредством отверстия сообщается со сверлением 94, которое магистралью 95 соединено со сливом.
Гидропанель реверса включает стоповый золотник 117, вмонтированный в расточку корпуса гидропанелп. К кольцевой проточке 118 этого золотника подведено масло под рабочим давлением PZ, а к правому торцу по магистрали 58 подведено управляющее давление, которое при пуске стола перемещает стоновый золотник влево (по схеме), перекрывая при этом сливную магистраль 119. В иейтральном положении «ак показаио иа схеме, столовый золотиик удерживается с помои1ью пружииы 120. Кольцйвые проточки 118, 121 и 122 этого золотиика сообщаются с кольиевы.ми проточками 123-125 реверсивного золотника 126, который также вмонтирован в кориус гидроианели. При работе этот золотник через магистрали 127 и 128 может поочередно сообщать полости гидроцилиндра 3 с рабочим давлением Ру, или через кольиевые проточки золотпика управления 129 со сливной магистралью 103. Золотипк 129 управляет перемещением реверсивного золотника в .момеиты реверса стола, сообщая через свои кольцевые проточки и магистрали 130 и 131 его торцовые 7 ;амеры с рабочим давлением РО, или по тем же магистралям 130 и 131, кольцевым Проточкам 132-135 - со слив1ЮЙ магистралью управления 136.
Золотиик управления 129 также вмонтирован В расточку кориуса гидропанели и иеремегцеиие его осуществляется с помощью вала-шестерни 137, шестерня которого иаходится в зацеплении с рейкой, Еыиолиеиной за одно целое с золотником. На валу-щестерие 137 закреплен оычаг 138, на который воздействуют упоры 139 и 140, закрепленные на столе. В коние хода етода уиоры 139 и 140 взаимодействуют с рычагом 131 и проворачивают вал-итестерню в ту или другую сторону, перемещая при этом в иужиую сторону золотиик управления.
В момент пуска стола с помощью управляющего раСпределителького устройства 1 плуижерьт 83 и 84 г.югут упираться в рычаг 141 и поворачивать вал-итестерню, перемещая при этом золотиик управления в нужную сторону, который в ггото очередь может подводить давлеиие к соответствуюишму торцу реверсивного золотника ъ зависимости от того, в какую сторону нужно осуи1ествить перемещеиие стола.
Гидросистема для управляемого перемещения станочных узлов работает следующим образом.
Гидросистема питается при пуске ГИЛРОПРИвода от насосной установки, не показанной на фиг. 1, которая через гидроаппаратуру распределения и КОНТРОЛЯ давления постояино подводит масло к магистрали 43 под давлением PI и к магистрали 142 под дайле- ге т От магистрали 142 через ИРОТОЧКУ 121 и 122 по магистралям 127 и 128 поступлет в левую и правую полост.и ГИДРОИИЛИПДРЛ 3, а через проточку 143 поступает в сливную магистраль 119. Стол иеиодви кеи.
От магистрали 43 масло через проточку 31, магистраль 25 поступает в отвода цилццдра 5 и в полости 22 и 23. Одновременно по магистрали 43 масло поступает к золотнику 8 и далее по магистрали 144 в полость 42 при отключенном Э золотника 8. Таким образом, шлифовальная бабка 6 находится в отведеином полол ении, а рукоятка 38 находится в исходиом положении I.
Для осуи1ествления от руки быстрого подвода тилифовальиой бабки 6 необходимо рукоятку 38 из положения I наклонить в положение П. В результате золотник 26 перемеи ается в крайнее правое положение, и масло из магистрали 43 через проточку 30 и магистраль 90 поступает в полость иодвода цилиидра 5. Происходит быстрый подвод щлифовальиой бабки 6. Масло из полости отвода цилиидра 5 по магистрали 25, проточке 31 и магистрали 145 поступает в сливную магистраль 95.
Пля осуществления от .руки быстрого отвода шлифовальной бабки 6 необходимо рукоятку 38 из положения П наклонить в иоложеиие I. В результате плзнжер 26 перемещается в крайнее левое положение, и масло из
магистрали 43 через проточку 3 и магистраль 25 поступает в полость отвода цилиндра 5. Происходит быстрый отвод шлифовальной бабки. Масло из полости подвода нилиндра5 но магистрали 90, ироточке 30 поступает в
сливную магист раль 95.
Автоматический отвод И1лифовальной бабки 6 при автоматическом врезном цикле шлифования осуи1,ествляется следуюи им образом. По автоматически выдаваемой команде со
станка отключается Э золотника 8. При этом масло по магистрали 43 поступает через золотиик 8 и магистраль 144 в камеру 42. В результате плуил ер 26 пepe тeщaeтcя в крайнее левое положение и производится отвод
игдифовальной бабки. Поток масла направляется по тому лее пути, что и при ручном отводе шлифовальной бабки. В конце отвода 1илифова.льиой бзбки 6 электромагнит 3i вк.чючается от конечного выключателя, котопьтй на (1)иг. 1 не показан. При этом камера 42 по магистрали 144 через золотник 8 соединяется со сливной магистралью 44, что обестгечивает последуюи1ий быстрый подвод тчлигЬовяльной бабктг от руки для ocyniecTвлеиия слелуюитего автоматичесшго врезного ии::ла шлифования.
Для осуществления пуска стола 4 со скорО|Стью шлифования ири продольном методе обработки без исиользования автоматического иикла тилифоваиия необходимо рукоятку 38 ияклоиить пз полол :ения I в положеиие И, а в положение VI. При этом золотник 26 перемещается в крайнее правое положение, вт}лка 13 поворачивается по часовой
стрелке на угол, определяемый полным ходом Пори1ня 18. Осуп1ествляется быстрый подвод илифовальиой бабки и возвратно-поступательное иеремеигенне стола 4 со скоростью, оиределяемой настройкой дросселя 9. Путь
масла лля осуществления быстрого подвода яиалогичен 01 исаицому вьпие при ручном подводе пглифовальной бабки. Путь масла в полости ттилиндра 3 осуществляется следующим образом: из .магистрали 43 «масло постуает в сверление 50 и далее в паз 53 и по магистрали 58 к торцу стопового золотника 117, который, сжимая пружину 120, перемещается в крайнее левое положение. При этом проточки 143, 121, 118 и 122 разъединяются, а масло из магистрали 142 поступает в проточки 124, 123, магистраль 128 в правую полость цилиндра 3. Поршень цилиндра 3 перемещается справа налево, тем самым перемеогая стол 4 € упорами 139 и 140. Масло из левой полости гидроцилиндра 3 по магистрали 127. через проточки 125 и 146, магистраль 147. проточки 148 и 149, магистраль 103, отверстия 100 и 98 попадает в отверстие 105 и далее через магистраль 113, дроссель 9 в сллвную магистраль 109. При наезде упора 140 на рычаг управления 138 он поворачп:вается. тем самым через вал-шестерню 137 перелтеитает золотник управления 129 cnipasa налево. При этом масло из магистрали 142, проточкт: 150 и 134, магистраль 131 поступает :к правому торцу реверсиВНого золотника 126, который перемещается в крайнее левое положение. R результате масло из магистрали 142 челез проточки 124 и 125, магистраль 127 поступает В левую полость цилиндра 3, и его ПОРщень Перемещается в обратном иаправлении (слева направо).
Сли1В .масла из правой полости гидротитлиндра 3 осуществляется по магистрали 128, проточкам 123, 151, 152 и 149. магистраль 103, отверстия 100, 98 и 105, магистраль 113 и далее через дроссель 9 в сливную магистраль 109.
При наезде упора 139 на рычаг 138 валшестерня 137 перемещается золотник управлепия 129 слева направо. Таким образом, осуществляется возвратно-поступательное движение порщня гидроцилиндра 3, а следовательно, и стола 4.
Для осуществления пуска стола со скоростью прав-ки необходимо рукоятку 38 наклонить из положения II в положение V. Пои этом осуществляется возвратио-поступательное движение стола 4 со скоростью, определяемой настройкой дросселя 10. Путь масла аналогичен его пути при возвратно-поступательном движении стола со СКОРОСТЬЮ шлифования, но вследствие того, что распределительная втулка повернута в по.тожение V, масло к пазу 53 поступает из магистрали 43 не через сверление 50, а через сверление 47 и при его выходе из отверстия 100 масло идет не в отверстие 105, а в отверстие 104 и далее через- магистраль 108, дроссель 10 поступает в сливную магистраль 109.
Для ручного останова движенуш стола 4 необходимо рукоятку 38 из положений V или VI Наклонить в положение П. При этом повернется распределительная Втулка 13 в свое нейтральное положение, вследствие чего маело и.ч правой торцовой полости стопового золотника 117 по магистрали 58, пазам 53 и 52, через сверление 59 поступает в сливную магистраль 62 под действием пружины 120, которая перемещает стоповый золотник 117
в крайнее правое положение. В результате левпя и правая полости цилиндра 3 через магистрали 127 и 128. проточки 143, 121, 118, 122 соединяются между СОбой с напорной магистралью 142 и СЛ1ТВНОЙ маг1 стралью , При этом пошпеиь гидроцилиидра 3 прекращает движение, и стол 4 останавливается.
Автоматический останов стола с одновременным аптоматическим отводом шлифовальной бабки, что необходимо для автоматизапп продольного метода шлифования, осуществляется следуюпитм образом.
В течение осуществления автоматического пполольного щл1гфования стол 4 совершает Бозврлтио-поступательные движения со скоростьто пглпфования. а итлнфовальная бабка б находится В подведенном положении. Электpo aгнI т 3i золотника 8 при этом включен. По достижении шлифуемого размера, заданного командоаппаратол станка, от станка выдается команда на отключение электромагнита Э|. При этом масло из напорной мапгстрали 43 поступает через золотник 8 по магистрали 144 в камеру 42. Происходит пепемещентте золотника 26 в крайнее левое положение, вследствие чего масло из напорной лтлшстралт 43 начинает поступать тпкже в мягигтраль 25, в камеры 22 и 23. При этом попптерь 18 перемещается до упора в крайнее ппятоо положение, рейка 17 слтещчется вправо, порорпчпвая нтестерню 16, а следовате,пьно. 13 в нейтральное положение. В результате рукоятка из по.тожения VI возвпаитя.ется в положенпе I, а 111.лифовальная бпбка 6 автоматически быстро отводится, и стол 4 автоматически останавливается. Путь я.слп аналогичен его пути ппи автоматическое; отводе птлифовальной бабки при врезном шл1;Г чованпи Т пучном останове стола. В конечном отведенном положении шлттфовальной бабки электпомягнпт 3i включается, что обеспечивпет вoз oжнocть включения след fO lIeгo пролольного авто.матического цик,та тллтиЬования.
Механизация быстрого установочного пеРемеп1ения стола 4 с регулируемой скоростью, необходимая ПРИ наладке станка. ocyHiecTвтяется следую1пим образом.
В псходно л по.тожен : шлифовальная бабкя отведена, стол 4 неподвижен, рукоятка 38 стотгт в положении I. Масло ттл напорной маггстрал;т 43 по магистрали 25 поступает в камепы 22 и 23, вследствие чего Поршни 18 и 19 переменаются до упора, не позволяя рейке 17 произвольно смешаться в осевом направлении. образом. рукоятка 38 фиксипуется в положенни I. Для осуществления быстрого установочного перемещения стола влево необходимо рукоятку 38 наклоHiiTb в том же наппавлении, т. е. Влево. При этом шестерня 16 смещает рейку 17 вправо, преодолевая усилие на порпше 19, что создает усилие па рукоятке 38. Если усилие руки с рукоятки 38 снять, то она автоматически
11
возвращается в исходное ооложепие под дсйстБлем усилия поршня 19.
Аналогично норшень 18 действует на рукоятку 38 при ее наклоне вправо. Масло кз магистрали 43 пост)шает по магистрали 25 в овепленне 68 и отверстие 73, магистраль 80 и гид-юиилиндо 82. Плунжер 84. .перемещаясь влс;;о, воздействует на рычаг 141, закрепленный жестко на валз -пестепне 137, в результате чего послединй поворачивается, и его шестерня смещает -при помоиги ройки золотник уиравления 129 в кпайнее левое положение. Масло из гидроиилиндпа 81 по магистрали 79 через отверстие 74 и сверление 59 тгоступает в слгшиуо д агистраль 62. Так как золотник управления 129 перемеитя.ется в крайиее левое положение, он подготавливает включение перемещент- поршня гидроцилиидра 3 слева наппаво. Путь перемещения масла от напорной магистрали 43 на управление стоповым золотником 117 и напорной магистрали 142 в -полости гидроцилиндра 3 аналогичен его нути при возвратно-поступательном перемеитения стола со скоростью шлифования, но при его выходе из отверстия 100 масло идет не в отверстия 98. 105 и магистраль 113, а в отверстие 153, магистрали 154, 145 и далее в сливную магистраль 95. Таким образом, маслу открыт свободный слив, мину сопротивление дросселя 9. Угол наклона рукоятки 38 определяет величину проходного сечония отверстия 100, а следовательно, и количество масла, ироходяи.его в елиниих времени через это сечение. Таким образом, СКОРОСТЬ перемеи ения поршня гидроиилиндра 3 определяется величиной угла наклона рукоятки 38. При наклоне рукоятки 38 влево масло из магистрали 43 поступает но 1магистрали 25 в сверление 59, отверстие 74, магистраль 79, в гидропилиндр 81. Плунжер 83. Перемещаясь вправо, воздействует на рычаг 141, который смеихает золотник управления 129 в крайнее правое положение, тем самым подготавливая включение лерементеиия поршня т-идроцилиндра 3 справа налево.
Масло из гидронилиндра 82 по магистрали 80 через отверстие 73 и сверление 59 поступает в слИВную 1магистраль 62, Путь перемещения масла от напорной магистрали 43 на управление стоповым золотником 117 и напорной .магистрали 142 в полость гидроиилиНД1ра 3 аналогичен его пути при возвратиоиоступательном перемещении стола со скоростью правки, но при его выходе из отверстия
12
00 масло идет не в отверстия 98, 104, магист 1пль 103 а в отверстие 153 и магистрали 154, 45 п далее в слипкую магистраль 95. Таким образов, маслу открыт свободный слив, м:гнуя сопротивление дросселя 10.
ТТпедлагаемая гидросистема для управляемого порсмеиеиия стлночных узлов обеспе;;;вает значительное ио 5ыше1 ие степей автоматизации уиравления станком, улучшает его зргоно.)(ую характеристику, снижает металлоемкость и трудовые затраты на изготовление и монтаж гидросистемы. Уменьпгастся вероятность возиикнозения аварийиых ситуаипи. повьпиается производительность и
ремонтопригодность.
Ориентировочный экономический эффект от виедреиня предлагаемого изобретения на одном стаихе составляет около 2000 рублей.
Формула изобретения
Гидросистема для уиравляемого иеремешения стаиочных узлов, и пример для возвратно-поступательного пепемеш.ения стола, быстрого подвода и отвода иьчифовальной бабки cooтвeтcтвyюп и iи гидроиилиидрами, связаииы ти с наио|;иой и сливной магистралями через гидропанель , :олотииковые распределительные устройства, регуляторы давления и уиравляюшее расиределительное устройство, отличающаяся тем, что, с целью повьниения степеии авто.матизации и упрощения управления, уиравляющее распределительное устройство выиолнено в виде поворотной распределительной втулки с шестерней и расположенным соосно с распределительной втулкой расиределительнЫМ золотником с возможностью осевого неремещення золотника относительно втулки, а шестерня взаимодействует с рейкой, связанной с порщнямн, рабочие полости которых поиеременио связаиы с напорной и сливной магистралями через упомянутый распределительный золотник.
Источники информации, принятые во вниллние при экспертизе:
1.Кузнецов М. М. и др. Эксплуатация и иаладка гидросистем металлорежущих станков. М,, «Маптииостроение, 1965, с. 228- 229, фиг. 10-3 и 10-4.
2.Страхов С. Ф. и др. Эксплуатация и ремонт гидропрово.дов станков. М.., «Машиностроение, с. 92-106. РИС. 15.
j. .(1 /
I r r 1:5 . (
/ f-- v:: 5 e
tel V
5bS5 J5
I
§: ias 
| название | год | авторы | номер документа |
|---|---|---|---|
| Вальцешлифовальный станок для обработки валков в собственных подшипниках | 1975 |
|
SU556029A1 |
| Привод подач шлифовального станка | 1980 |
|
SU931433A1 |
| Система управления возвратно- поступательным движением гидропривода | 1978 |
|
SU719856A1 |
| Привод подач шлифовального станка | 1988 |
|
SU1664534A1 |
| СПОСОБ ОЧИСТКИ ГИДРОУДАРОМ АКСИАЛЬНО-СМЕЩЕННОЙ РЕЖУЩЕЙ ПОВЕРХНОСТИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2001 |
|
RU2191676C2 |
| Станок для обработки шеек крупногабаритных коленчатых валов | 1975 |
|
SU572369A1 |
| МОЛОТОК ГИДРАВЛИЧЕСКИЙ | 2002 |
|
RU2241592C2 |
| Многопозиционный распределительный кран | 1980 |
|
SU943458A2 |
| ГИДРАВЛИЧЕСКАЯ СИСТЕМА УПРАВЛЕНИЯ КЛАПАНАМИ ГАЗОРАСПРЕДЕЛЕНИЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1999 |
|
RU2163299C2 |
| Система активного контроля размеров | 1985 |
|
SU1268388A1 |
ffff
11
)
ГРиг.
B-S
73 75 77
6ieO 78 7ff
72
9 /J 70 7 Zf
IPue.S
f-r
100
//
Vve.ff
