Изобретение относится к области машиностроения и может быть использовано в суперфинишных станках, например, для обработки шеек коленчатых валов на заводах оборонной, станкостроительной, , дизельной,- автотракторной промышленности, а также в других отраслях народного хозяйства.
Известен блок инструментальных головок, содержаший инструментальные головки, механизм подъема и механизм уравновешивания.
Подъем инструментальных головок необходим для того, чтобы установить обрабатываемый коленчатый вал на станок; далее головки опускаются, и каждая занимает свое определенное место в процессе обработки. На указанных станках блок инструментальных головок крепится на специальной плите с вертикальными направляюшими и уравновешивается через систему блоков контргрузами весом в 2000 кг, перемеш,ающимися в вертикальных стойках портала. Щеки поднимаются и опускаются вместе с инструментальными головками.
Подъем и опускание блока инструментальных головок производится мош,ным гидроцилиндром, применение дополнительных направляюших для подъема блока инструментальных головок увеличивает число стыков,
тем самым уменьшая жесткость н понижая точность обработки.
В настояш,ее время аналогичные станки, выпускаемые как отечественной, так и зарубежной промышленностью, не имеют механизмов подъема инструментальных головок с неподвижно закрепленными щеками, а оснашаются подвижными блоками.
Целью изобретения является увеличение жесткости блока инструментальных головок, а такж.е упрош,ение конструкции станка.
Это достигается тем, что механизм подъема и механизм уравновешивания выполнены в виде подпружиненного двуплечего рычага и установленной на валу муфты, одна полумуфта которой установлена с возможностью поворота и жестко связана с упомянутым рычагом, один конец которого связан с инструментальной головкой, при этом вал кинематически связан с приводом и на нем установлен блок инструментальных головок.
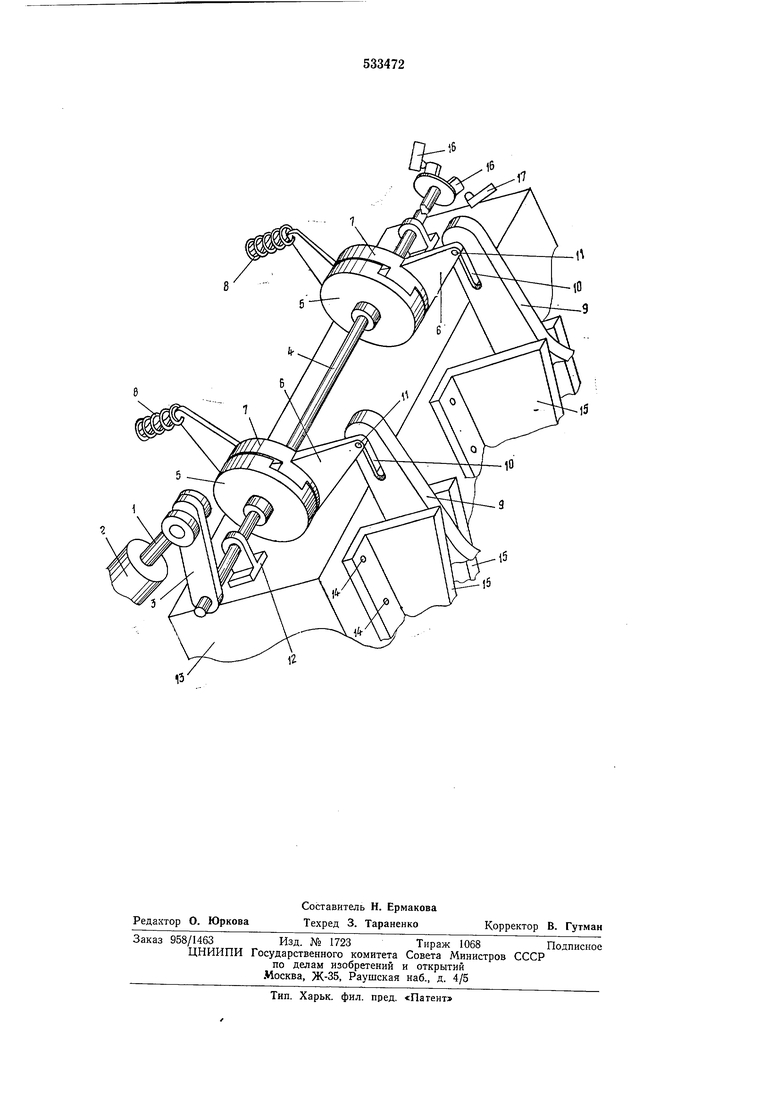
Изобретение поясняется чертежом.
Шток / шарНирного гидроцилиндра 2 шарнирно связан с рычагом 3, жестко сидяш,им на валу 4. На этом же валу 4 посажена полумуфта 5 и двуплечий рычаг 6 с полумуфтой 7. Полумуфта 5 закреплена на валу 4, а рычаг 6 с полумуфтой 7 сидит свободно в радиальном направлении. Полумуфта 5 имеет выступ, который заходит в паз полумуфты 7. К одному плечу рычага 6 .крепится пружина 8, уравновешивающая инструментальную головку 9, в паз 10 которой входит палец 11, закрепленный на втором конце рычага 6. Вал установлен на подшипниках .12, корпуса кото- 5 рых крепятся на верхней стенке портала 13. К передней стенке портала винтами 14 жестко крепятся щеки 15, между которыми установлены инструментальные головки 9. На конце вала 4 крепится диск с двумя кулачка- Ю МИ 1-6, а два конечных выключателя 17 крепятся жестко на портале. Электромагнитный золотник управляет работой гидроцилиндра. Механизм подъема инструментальных головок работает следующим образом. При срабатывании электрол1агнитного золотника масло из гидросистемы поступает в безштоковую полость гидроцилиндра 2, шток / перемещается, поворачивая рычаг 3, вал 4 и полумуфт75ТЪолумуфта 5своимзубо м по- ° ворачивает полумуфту 7 и рычаг 6, при этом -- пружина 8 растягивается. При повороте рычага б головка под собственным весом опускается до тех пор, пока не сядет на шейку обрабатываемого коленчатого вала. Если шатунная шейка коленчатого вала находится в верхнем положении, головка 9, упираясь в нее, останавливается, а рычаг 6 продолжает поворачиваться, перемещаясь по зо пазу 10. Если шатунная шейка находится в нижнем положении, рычаг 6 поворачивается, а головка 9 находится все время в контакте с пальцем 11 рычага 6 и висит на нем, а в V. iitiuj,,4., ,vi л л LJ JJ1 т.с-11С1 ij II .ijxiv riilici Ilk, ivi .ид конце хода рьгчага 6 головка 9 также опи-35 рается на шейку. При опускании головки 9 в коЕце хода кула.чок М, жестко закрепленный ка валу 4, нажимает конечный выключатель 17, подается команда на зажим -брусков. Бруски обхватывают шейку вала, далее по40 реле времени дается команда на электромагнитный золотник, который соединяет обе полости гидроцилиндра 2 со сливом. После этого, если рычаг 6 находится в нижнем положеНИИ паза 10 (шатунная шейка находится в45 верхнем положении), то под воздействием пружины 8 он поворачивается и упирается в верхний торец паза /Л (Вес головки 9 уравновешивается пружиной 8. Рычаг 6, поворачиваясь от пружины 8, воздействует полумуф-50 той 7 на зуб полумуфты 5, тем самым пово1525 рачивая вал 4 и рычаг 3, который толкает шток 1 (полости соединены со сливом), устанавливая его в нейтральное положение. Коленчатый вал начинает вращаться и осциллировать. Головка 9 следует за шейкой радиальном направлении, так как бруски головки обхватывают шейку и зажимают ее. Происходит обработка. От перемещения в осевом направлении инструментальная головка удерживается щеками 15, жестко закрепленными на портале 13. Во время обработки головка 9 висит на шейке и пальце и через рычаг 6 уравновешивается пружиной S. Рычаг 6 с полумуфтой 7 во время обработки покачиваются, а размеры паза полумуфты 7 выбраны таким образом, что торцы паза не взаимодействуют с зубом полумуфты 5, а, следовательно, с валом 4, рычагом 3 и штоком 1. После окончания обработки перед подъемом головки бруски освобождают шейку, переключается электромагнитный золотник, давление подается в штоковую полость гидроцилиндра 2, шток / поворачивает рычаг 3, вал 4 и полумуфту 5. Зуб полумуфты 5 перемещается в лазу полумуфты 7 до тех пор, пока не упрется в ее торед. После этого полумуфта 7, поворачиваясь, поворачивает рычаг 6, и производится подъем головки. Формула изобретения 1. Инструментальная головка для супер. Финишного станка, содержащая на станине механизм подъема, механизм уравновешивания и щеки, между которыми установ «« головка, отличающаяся тем, что, увеличения жесткости, механизм дъема и механизм уравновешивания выполнены в виде Двуплечего рычага и установГТ/ЧП11Т ПП ТОТЭТТГТ(Гт17ГТПГ(-4ТТСЦ-1 Т- ТТТТОГ-ЛТГЧТЛТ«ПТ1,Г- ленной на валу муфты, одна из полумуфт которой установлена с возможностью поворота и жестко связана с упомянутым рычагом. ™« к оторого связан с инструменталь ° головкой, при этом вал кинематически с приводом. 2. Головка поп. 1, отличающаяся тем, что, с целью увеличения производительности, на валу установлен блок инструментальных головок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки коленчатого вала | 1974 |
|
SU649558A1 |
| Устройство для суперфиниширования шеек коленчатого вала | 1973 |
|
SU649557A1 |
| Станок для обработки шеек крупногабаритных коленчатых валов | 1975 |
|
SU572369A1 |
| Инструментальная головка для финишной обработки шеек коленчатого вала | 1987 |
|
SU1491668A1 |
| СТАНОК-КАЧАЛКА | 2010 |
|
RU2450161C2 |
| Устройство для суперфиниширования шеек коленчатого вала | 1979 |
|
SU870090A2 |
| Револьверная головка | 1988 |
|
SU1593785A1 |
| Устройство для отделочной обработки наружных поверхностей тел вращения | 1986 |
|
SU1388266A1 |
| Многоцелевой станок с автоматической сменой инструмента | 1991 |
|
SU1817747A3 |
| УСТРОЙСТВО ДЛЯ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 2000 |
|
RU2181322C2 |