Изобретение относится к области обработки металлов давлением, в частности к способу изготовления кольцевых заготовок прессованнем с гибкой по радиусу.
Известный способ изготовления криволинейных заготовок прессованием с гибкой по радиусу пе обеспечивает получения кольцевых заготовок без искажения геометрии поперечного сечения.
В предложенном способе изготовления изогнутых но радиусу заготовок со сложной конфигурацией поперечного сечения путем прессования с гибкой но радиусу, носле прессования изогнутую по радиусу заготовку, навивают в винтовую снираль, которую затем разрезают па отдельные витки и соединяют их.
При таком способе из технологии изготовле1 ия сварных кольцевых деталей исключается операция гибки на гибочных машинах и повышается точность размеров кольцевой заготовки.
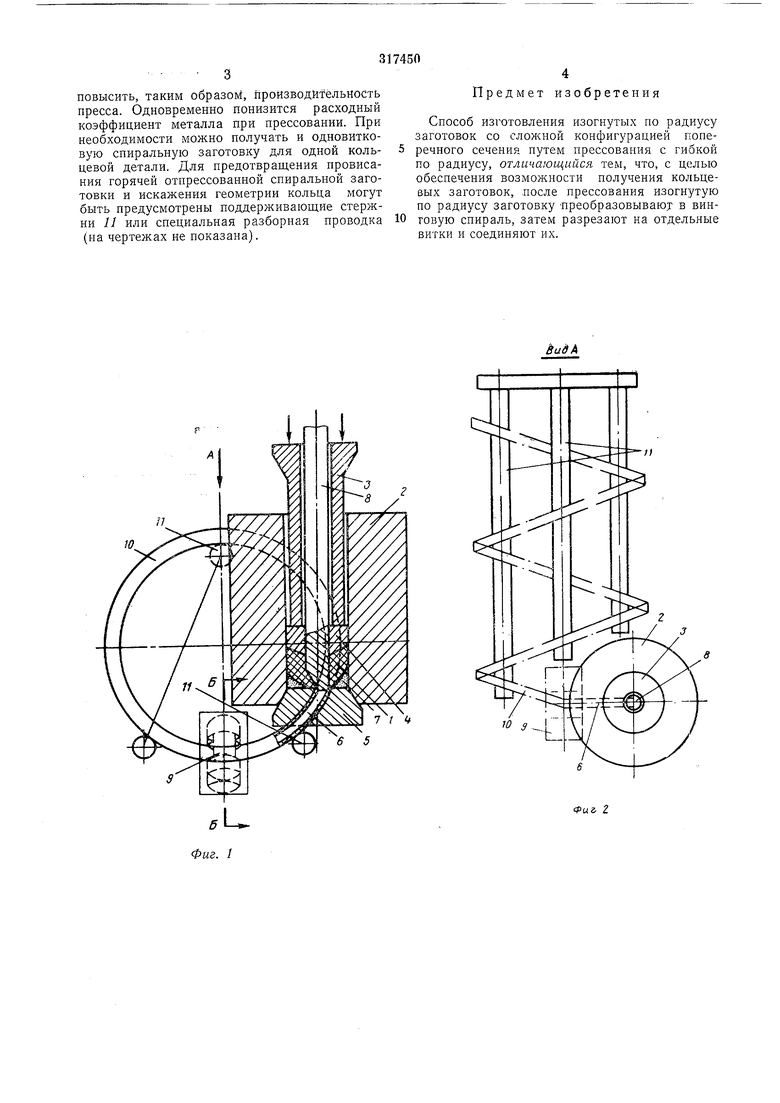
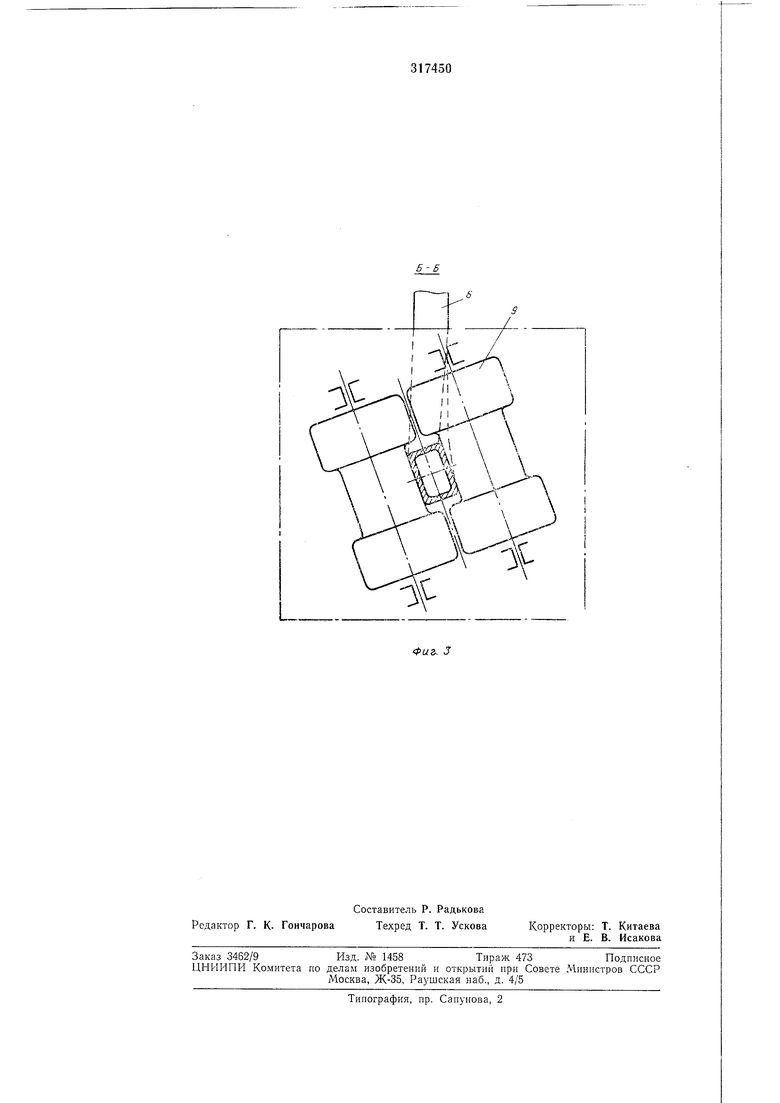
На фиг. 1 представлена схема нроцесса прессования заготовки с гибкой по радиусу; на фиг. 2 - схема отклонения на онределенный угол прессуемой заготовки от плоскости прессования с помош,ью роликового калибра навивки его в винтовую спираль, вид но стрелке Л; на фиг. 3 - сечение по Б-Б на фнг. 1.
тейнер 2, под действием пуансона 3 и прессшайбы 4 прессуется через матрицу 5. Очко матрицы 5 имеет нродольную кривизну, соответствуюш,ую кривизне кольцевой детали 6. При прессовании через матрицу прессуемая кольцевая заготовка 6 нолучается в виде кольца, радиус которого соответствует кривизне очка матрицы. Смазка при прессовании обеспечивается
установкой на матрицу 5 смазочной шайбы 7. Полость в прессуемом кольце формируется с помощью иглы 8, неподвижной в процессе прессования, поперечное сечение рабочего наконечника которой соответствует профилю отверстия в кольце.
Отклоненне прессуемой заготовки о г плоскости прессовапия осуществляется с помощью роликового калибра 9, расположенного за .матрицей 5. Поперечное сечение отверстия калибра 9 (фиг. 2) повернуто относительно поперечного сечення очка матрицы 5. Выходящий из матрицы 5 кольцевой црофиль попадает в роликовый калибр 9. Проходя через него, каждое поперечное сечение прессуемого профиля поворачивается на определенный постоянпый угол. Таким образом, получается многовитковая -спиральная заготовка 10 для нескольких кольцевых деталей. Изготовление спиральпой заготовки, состоящей из нескольповысить, таким образом, производительность пресса. Одновременно понизится расходный коэффициент металла при прессовании. При необходимости можно получать и одновитковую спиральную заготовку для одной кольцевой детали. Для предотвращения провисания горячей отпрессованной спиральной заготовки и искажения геометрии кольца могут быть предусмотрены поддерживающие стержни и или специальная разборная проводка (на чертежах не показана).
Предмет изобретения
Способ изготовления изогнутых по радиусу заготовок со сложной конфигурацией поперечного сечения путем прессования с гибкой по радиусу, отличающийся тем, что, с целью обеспечения возможности получения кольцевых заготовок, после прессования изогнутую по радиусу заготовку преобразовываюх в винтовую спираль, затем разрезают на отдельные витки и соединяют их.
| название | год | авторы | номер документа |
|---|---|---|---|
| Матрица для прессования изделий | 1978 |
|
SU706150A1 |
| Игла для прессования труб из сплошных заготовок алюминиевых сплавов | 1973 |
|
SU526409A1 |
| ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПРОФИЛЕЙ | 1970 |
|
SU275982A1 |
| Способ изготовления секционных матриц с калибрующим очком,имеющим криволинейный контур в продольном сечении | 1974 |
|
SU484913A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЕЙ С РЕГЛАМЕНТИРОВАННОЙ КРИВИЗНОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2403111C1 |
| Матрица для прессования изделий | 1979 |
|
SU814509A1 |
| Матрица для прессования изделий | 1979 |
|
SU804050A1 |
| Матричный узел для прессования кольцевых профилей | 1975 |
|
SU580024A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕССОВАНИЕМ КОЛЬЦЕВЫХ ИЗДЕЛИЙ | 1972 |
|
SU333994A1 |
| Матрица для прессования кольцевых профилей | 1975 |
|
SU573212A1 |
Фиа 2
