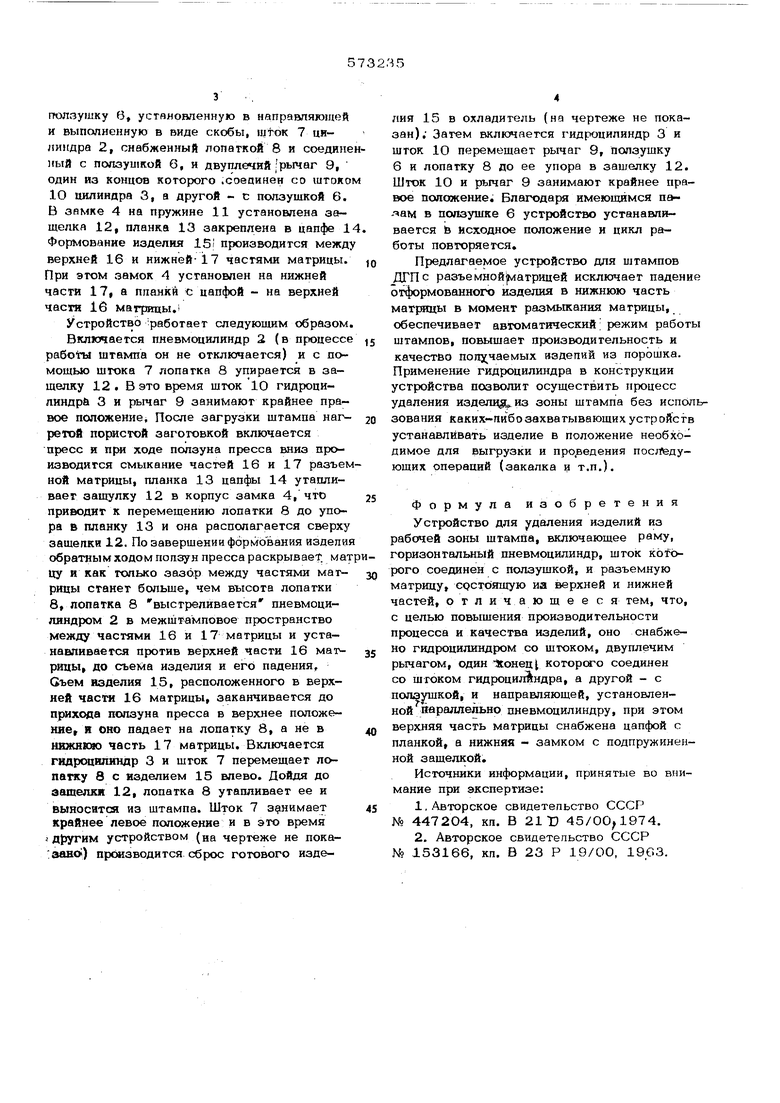
гтолзушку 6, устянонленную в направляющей и выполненную в виде сжобы, щгок 7 циликдра 2, снабженный лопаткой 8 и соединеный с попзушкой 6, и двуплечий рычаг 9, один из концов которого .соединен со штоко 1О цилиндра 3, а другой - с попзушкой 6. В знмке 4 на пружине 11 установлена защелКп 12, планка 13 закреплена в цапфе 1 Формование изделия 15 производится между верхней 16 и нижней-17 частями матрицы. При этом замок 4 установлен на нижней части 17, а ппанкй с цапфой - на верхней части 1в магрицы.
Устройство работает следующим образом.
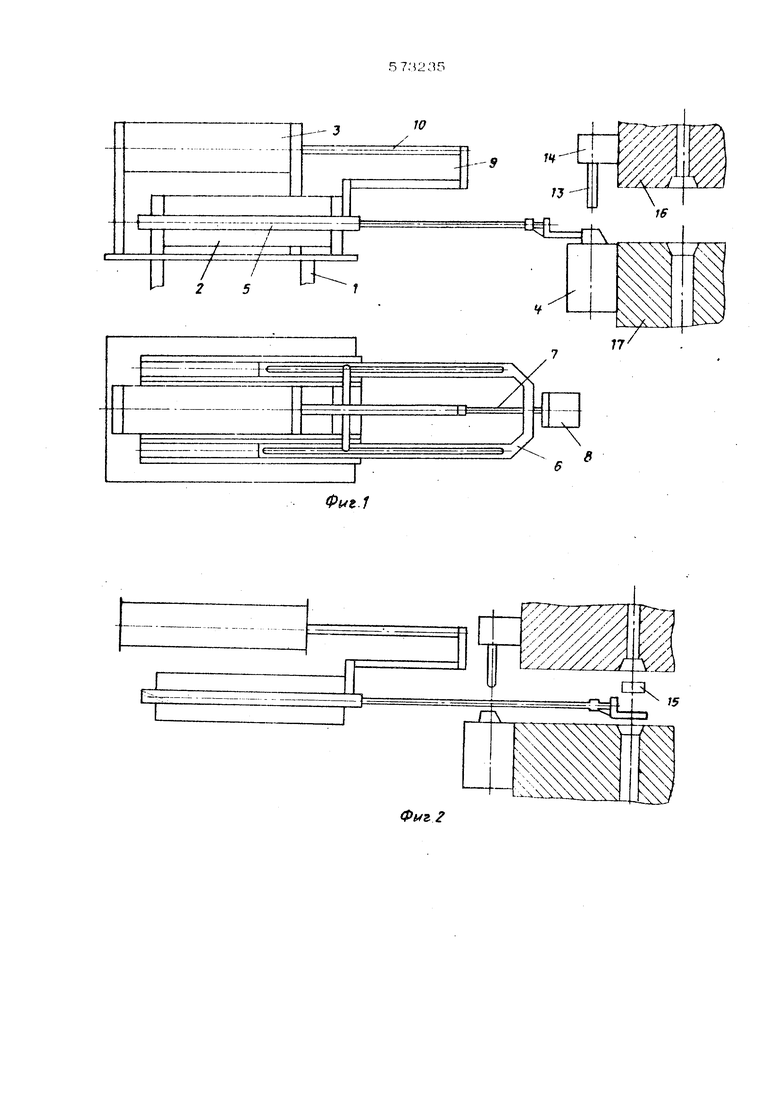
Включается пневмоцилиндр 2 (в процессе работы штампа он не отключается) и с помощью штока 7 лопатка 8 упирается в защелку 12 . В это время шток Ю гидроцилиндрй 3 и рычаг 9 занимают крайнее правое положение. После загрузки штампа нагрегой пористой заготовкой включается Пресс и прда ходе ползуна пресса вниз производится смыкание частей 16 и 17 разъемной Матрицы, планка 13 цапфы 14 утапливает зашулку 12 в корпус замка 4, что приводит к перемещению лопатки 8 до упора в планку 13 и она располагается снюрху зашелки 12. По завершении формования изделия обратным ходом попзун пресса раскрывает, матцу и как только зазор между частями матрицы станет больше, чем высота лопатки 8, лопатка 8 выстреливается пневмоцилиндром 2 в межштамповое пространство между частями 16 и 17 матрицы и устанавливается против верхней части 16 мат рицы, до съеМа изделия и его падения. Съем изделия 15, расположенного в верхией части 16 матрицы, заканчивается до прихода ползуна пресса в верхнее положение, и оно падает на лопатку 8, а не в нижнкяо часть 17 матрицы. Включается гидроципиндр 3 и шток 7 перемещает лопатку 8 с изделием 15 влево. Дойдя до аашелкя 12, лопатка 8 утапливает ее и выносится из штампа. Шток 7 занимает крайнее левое положение и в это время другим устройством (на чертеже не пока:ааво) прсжзводится сброс готового изделия 15 в охладитель (на чертеже не показан); Затем включается гидроцилиндр 3 и шток 1О перюмещает рычаг 9, ползушку 6 и лопатку 8 до ее упора в зашелку 12. Шток 10 и рычаг 9 занимают крайнее правое положение. Благодаря имеющимся п -чам в попзушке 6 устройство устанавливается b Исходное положение и цикл работы повторяется.
Предлагаемое устройство для штампов ДГПс разъемной|матрицей исключает паден отформованного изделия в нижнюю часть матрицы в момент размьжания матрицы, обеспечивает автоматический; режим работ штампов, повышает производительность и качество полз чаемых «здепий из порошка. Применение гидроцилиндра в конструкции устройства позволит осушествить процесс удаления изделщ из зоны штампа без испозования каких-пибозахватывающих устройст устанавливать изделие в положение необходимое для выгрузки и проведения ПОСЛЕДУЮЩИХ операций (закалка и т.п.).
Формула изобретения Устройство для 5гдаления изделий из рабочей зоны штамйа, включающее раму, горизонтальный дневмоцилиндр, шток которого соединен с ползушкой, и разъемную матрицу, состоящую иа верхней и нижней частей, отличающееся тем, что, с целью повышения производительности процесса и качества изделий, оно снабжено гидроцилиндром со штоком, двуплечим рьиагом, один Шонец которого соединен со штоком гидроцил ндра, а другой - с полаутлкой, и направляющей, установленной параллельно пневмоцилиндру, при этом верхняя часть матрицы снабжена цапфой с планкой, а нижняя - замком с подпружиненной зашелкой.
Источники информации, принятые во внимание при экспертизе:
1,Авторское свидетельство СССР NO 447204, кл. В 211) 45/00 1974.
2.Авторское свидетельство СССР
№ 153166, кп. В 23 Р 19/00, 19G3.
.1