Изобретение относится к области обработки металлов давлением, а именно, к горячей безоблойной прецизионной штамповке компактного материала, формуемого в разъемных штампах за один ход кузнечно-прессового оборудования.
Известно устройство для удаления изделий из рабочей зоны штампа (авт. св. N 573235, кл. B 21 D 45/00, B 30 B 15/32, 1977).
Устройство для удаления изделий из рабочей зоны штампа, включающее раму, горизонтальный пневмоцилиндр, шток которого соединен с ползушкой, и разъемную матрицу, состоящую из верхней и нижней части, снабжено гидроцилиндром со штоком, двуплечим рычагом, один конец которого соединен со штоком гидроцилиндра, а другой с ползушкой и направляющей, установленной параллельно пневмоцилиндру, при этом верхняя часть матрицы снабжена цапфой с планкой, а нижняя замком с подпружиненной защелкой.
Данное устройство не обеспечивает съем готового изделия с нижнего выталкивателя штампа при его нахождении вне матрицы в верхнем положении.
Прототипом изобретения является авт. св. N 153166, кл. B 21 J 13/14, 1963. Механическая рука для захвата и удаления деталей или отходов из рабочей зоны при выполнении технологических операций, содержащая раму, на которой укреплены вертикальный и горизонтальный пневматические цилиндры и захваты в виде губок, укрепленных на ползушке, соединенной со штоком горизонтального цилиндра и имеющей возможность перемещать скалку относительно этого цилиндра, шток горизонтального цилиндра соединен со скалкой фиксатором.
Конструкция данного устройства не обеспечивает съем готового изделия, отформованного в разъемном штампе, при нахождении его на кончике нижнего выталкивателя в верхнем исходном положении.
Задачей изобретения является обеспечение съема горячего изделия, формуемого совместно с торцевой частью нижнего выталкивателя штампа с разъемной матрицей до его схватывания с верхним пояском выталкивателя при подстывании.
Для достижения задачи в известном устройстве для удаления изделий из рабочей зоны штампа содержится рама, установленное на ней средство горизонтального перемещения в виде горизонтального пневмоцилиндра, ползушка в направляющей, захватный орган и средство вертикального перемещения, оно дополнительно снабжено упором, направляющей с ползушкой, подпружиненной к упору, выполнением захватного органа в виде вилкообразной лопатки и ее шарнирной связью с поршнем цилиндра, выполнением средства для вертикального перемещения в виде закрепленной на лопатке косынки со скошенной поверхностью, скошенная поверхность выполнена также на ползушке и на направляющей.
Предложенное устройство приведено на чертеже. Оно содержит вилкообразную лопатку 1, закрепленную шарнирно со штоком гидроцилиндра 2 пальцем 3. На лопатке 1 размещены косынка 4 со скосом рабочей поверхности и упор-ограничитель 5. На плите 6 установлены упор 7, пружина 8 и направляющая коробчатой формы 9, в которой перемещается ползушка 10.
Данное устройство предназначено для автоматизации процесса горячей прецизионной штамповки в разъемных штампах сателлитов дифференциала автомобилей семейства КамАЗ. Оно работает следующим образом. По завершении процесса формообразования изделия сателлита дифференциала и начала движения ползуна пресса вверх раскрываются разъемные части штампа верхняя 12 и нижняя 13 части матрицы. Выталкиватель 14 выносит изделие 15 из нижней части матрицы 13, которое продолжает удерживаться в верхней торцовой части выталкивателя за счет действия сжимающих напряжений. Включается в работу гидроцилиндр 2 и при перемещении штока цилиндра влево лопатка 1 подается в рабочую зону штампа, косынка 4 скошенной рабочей поверхностью утапливает ползушку 10 в направляющую 9, сжимая пружину 8. При дальнейшем перемещении лопатки косынка 4 скользит по скошенной поверхности направляющей 9, высота которой превышает высоту ползушки 10, затем по горизонтальной ее поверхности. Съем изделия 15 с выталкивателя 14 начинается с момента поворота вильчатой лопатки 1 вокруг оси 3. При этом сопряжение косынки 4 и направляющей 9 происходит по линии, перпендикулярной направлению движения, а удаляемое изделие 15, находящееся на лопатке 1, совершает движение по дуге. Съем изделия 15 с торца выталкивателя 14 происходит до его схватывания с выталкивателем. Снятое изделие располагается на лопатке 1 и фиксируется упором 5. В это время ползушка 10 под действием сжатой пружины 8 перемещается до упора 11 в крайнее правое положение и занимает исходное положение. Гидроцилиндр 2 включается на обратный ход и его шток перемещается вправо. Лопатка 1 совместно с изделием 15 плавно выносятся из рабочей зоны штампа, при этом косынка 4 скользит по горизонтальной поверхности направляющей 9, ее скошенной поверхности, а затем по горизонтальной части ползушки 10 и ее скосу. В это время угол наклона лопатки устраняется и она занимает горизонтальное положение. Устройство устанавливается в исходное положение. Изделие 15 убирается с лопатки 1 упругим устройством, и процесс повторяется.
Предлагаемое устройство для штампов прецизионной штамповки с разъемной матрицей обеспечивает автоматический режим работы штампов, повышает производительность труда.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ЗАГОТОВОК В ПРЕСС | 1993 |
|
RU2063287C1 |
| Устройство для удаления изделий из рабочей зоны штампа | 1976 |
|
SU573235A1 |
| Штамп для объемной штамповки | 1991 |
|
SU1821283A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГВОЗДЕЙ-КОСТЫЛЕЙ | 1998 |
|
RU2127166C1 |
| ШТАМП ДЛЯ ДИФФЕРЕНЦИАЛЬНОЙ ШТАМПОВКИ УДЛИНЕННЫХ ПОКОВОК | 1996 |
|
RU2108190C1 |
| СПОСОБ УСТАНОВКИ ЗАГОТОВОК В ШТАМП ПРЕССА ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ | 1993 |
|
RU2063286C1 |
| Автоматизированный технологический комплекс для прессования изделий из порошков | 1991 |
|
SU1801048A3 |
| Штамп для зачистки | 1991 |
|
SU1830298A1 |
| Устройство для подачи штучных заготовок в рабочую зону штампа | 1983 |
|
SU1174137A1 |
| Устройство для подачи заготовок и удаления изделий из штампа | 1989 |
|
SU1738440A1 |
Устройство для удаления изделий из рабочей зоны штампа для горячей штамповки. Использование: для горячей безобмотной прецизионной штамповки компактного металла в разъемных штампах. Сущность: устройство содержит раму со средством горизонтального перемещения в виде пневмоцилиндра, направляющую с полушкой, захватный орган, средство вертикального перемещения и упор, ползушка подпружинена к упомянутому упору, и поверхность со стороны торца противоположному упору выполнена скошенной, высота направляющей превышает высоту ползушки, а ее поверхность, обращенная к ползушке, выполнена скошенной, захватный орган выполнен в виде вилкообразной лопатки, шарнирно соединенной со штоком горизонтального гидроцилиндра, средство вертикального перемещения выполнено в виде косынки со скошенной рабочей поверхностью, закрепленной на лопатке с возможностью скольжения по скосу ползушки. 1 ил.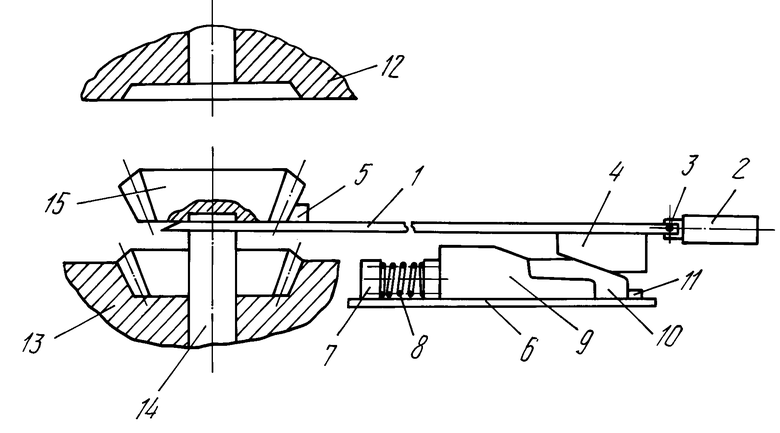
Устройство для удаления изделий из рабочей зоны штампа для горячей штамповки, содержащее раму со средством горизонтального перемещения в виде пневмогидроцилиндра, направляющую с ползушкой, захватный орган и средство вертикального перемещения, отличающееся тем, что оно снабжено упором, ползушка подпружинена к упомянутому упору, ее поверхность со стороны торца, противоположного упору, выполнена скошенной, высота направляющей превышает высоту ползушки, ее поверхность, обращенная к ползушке, выполнена скошенной, захватный орган выполнен в виде вилкообразной лопатки, шарнирно соединенной со штоком горизонтального гидроцилиндра, средство вертикального перемещения выполнено в виде косынки со скошенной рабочей поверхностью, закрепленной на лопатке с возможностью скольжения по скосу ползушки.
| SU, авторское свидетельство, 153166, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
