I
Изобретение относится к обработке металлов резанием, a именно к устройствам для резки труб и может быть использовано в отраслях промышленности при разрезке неподвижных труб.g
Известен станок для труб, содержащий приводную планшайбу, несущую резцы, взаимодействующие с узлом радиальной подани И.
Такие станки имеют относительнобопьшие Ш габариты, что ограничивает их использование в монтажных условиях. Кроме того, при рез KB толстостенных труб особенно из-вязких материалов возможно защемление резцов и их поломка в прорезаемом пазу.jg
Известен также переносный .станок для резки труб, содержащий поворотные ры- чщ-и, размещенные в приводной планшайбе и несущие шарнирно расположенные режущие инструменты,взаимодействующие с уапом ра gQ диаль 1ой подачи, к уаел крепления станка на разрезаемой трубе 2.
Однако этот станок также обладает теми же недостатками при резке толстостенных труб.25
Для обеспечения резки толстостенных труб путем предварительного образрвання «а трубе канавки и окончательного разделещ.я предлагаемый станок снабжен копирами, закрепленными на планшайбе н взаимодействующими со свободными концами режущих инструментов предварительной резки в внае, например, рбацов, узлами поджатия свободных концов инструментов к копирам, смонтирован ными на поворотных pbrtarajt, a инструмент окончательного разделения выполнен в виав диска. Кроме того, узел поджатна свободно.го конца инструмента к копиру выполнен в виде подпружиненного толкателя.
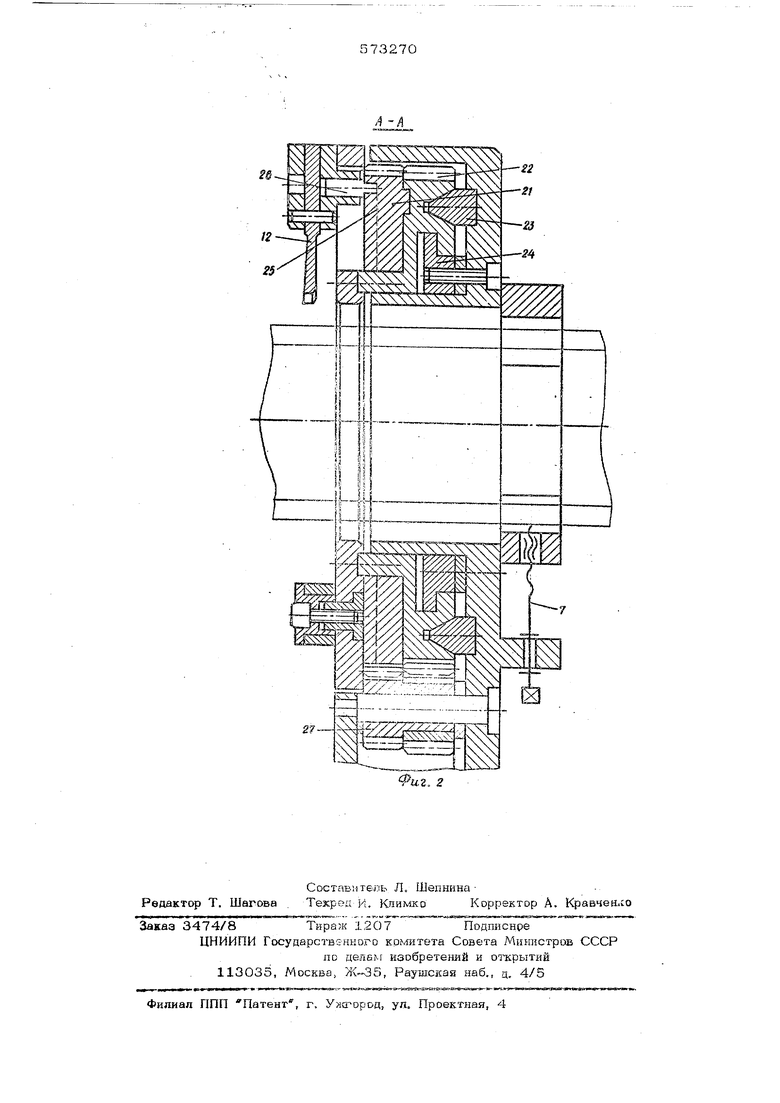
На фиг. 1 изображен предлагаемый стано общий вид; на фиг. 2 показан разрез по А-А на фиг. 1.
Переносный станок для резки труб содер- xffiT подковообразный корпус 1, на котором закреплен привод 2 вращения планшайбы. Планшайба расположена внутри корпуса 1 и выполнена из двух секторов 3 и 4. Сектор 4 планшайбы выполнен съемным и соединен с сектором 3 болтами 5 и 6. Станок крепится на обрабатываемой трубе с помощью
узла 7. На планшайбе жестко закреплены оси 8-10, На осях 8 и 9 установлены с возможностью поворота рычаги 11, несущие рвакы 12 и 13, Для прореавния канавки шириной несколько бо/ашей, чём толщина реза, числп рычагов 11 должно быть не менее oByjt. На оси 10 закреплен рычаг 14, несущий дисковый нож 15, предназначенный для окончательного разрезания труб без загрязнения ее внутренней полости. Резцы 12 и 13 установлены в рычагах 11 шарнирНно на осяя 16„ На планшайбе по числу резч цов смонтированы копиры 17, имеющие про4 фильный участок 18, с которыми контактируют свободные коноы 19. Для прижатия свобооного конда 19 ревасе 12 и 13 к профильному участ|су 18 копира 17 служит узел 2О, выполненный в.виде подпружиненного толкателя, смонтированного в рычагах 11, Узел радиальной подачи резцов 12 и 13
имеет разъемную шестерню 21, расположен. ную между планшайбой и приводной тестер-ней 22, закрепленной на направляющей 23 ц зафиксированной от осевого смещения кольцом 24. Шестерня 21 на торце нмеег спиральнБ1Й-паз 25, в который входят пальцы 26, закрерпенные врычагак 11, Шестерня 21 выоолняет фушшию программного диска. Приводная шестерня 22 и шестерня 21 имеют неодинаковое число зубьев. Обе шестерни . 21 h 22 зацепляются с блоком 27 шестерен связанным с приводом 2,
Профиль участков 18 копиров 17, с которыми контактируют своб6д{&1е концы 19 резцов 12 и 13, млбнрают графическим
построением из сст ранениа постоянными углов резашя.
Переносный станок дла реакк труб работает следувсяцим офазом.
Перед началом работы снимают сектор 4 планшайбы, затем подковоо азный корпус }. заводят на обрабатьгеаемую трубу и закрепчляют узлом 7, К сектору 3 планшаййы болтами 5 и 6 присоединяют сектор 4. Включают привод 2, От привода, 2 движение пер|едается блоку 27 шестерен,связанному с шестернями 21 и 22, от которых вращение передается планшайбе. За счет разницы в аубьях шестерня 21 получает ускоренное вращение относительно шестерни 22. Пальцы 26, входящие в спиральный паз 25 шестерни 21, перемещаются радиально, осушеотвляя подачу рычагов 11. Рычаги 11 поворачиваются вокруг осей 8 и 9, перемещая резцы 12 и 13. .
Свободные концы резцов 12 и 13, опирающиеся на копиры 17, поджимаются с помощью узлов 2О, что обеспечивает сохранение уз- поз резания резцов постоянными. Поэтому режущие кромки резцов 12 и 13 в процессе
резания перемещаются радиально к цегтру, без изменения углов резания.
При одновременной работе двух рычагов 11, в которых резцы 12 и 13 закреплены так, что один резец 12 подрезает правый торец, а другой резец 13 пощэезает левый торец прорезаемой канавки, ширина прорезво мой канавки оказывается несколько больше,, чем толщина одного резца 12 или 13.
Это исключает возможность заклинивания резца в прорезаемой канавке, псхзволяет производить резку труб без применения сманзочно-охлаждаюшей жидкости и повьштает надежность работы станка. При резке труб резцами 12, 13 оставлякп- неразреэвШ1ой стенку трубы толщиной 1-2 мм. Окоичатеяьную резку ведут дисковым ножом 15, уста- ноБпенным на суппорте 14, что предотвращает загрязнение внутренней полости обрабатываемой трубы.
Такое выполнение станка, обеспечивает резку топсгостенных труб при минимальных габаритах станка и повышает надежность его работы за счет сохранения углов резания постоянными в процессе разрезки веподввжшах труб
Экономический эффект -от вслользования станка на одном предприятии отрасли ориентировочно составит около 5 . pyd. в год
Фор м у а iaf и « в .т а н и я
Переносный станок для , содержапшй поворотные рычаги, размешенные в прьводнов планшайбе и несущие шарнирно расположенные режущие инструменты, взанмдейстгвукмдие с узлом радиальной подачн, и узел крепления станка на разрезаемой трубе, отличающийся тем, что, с целью обеспечения резки толстостенных лруб путем предварительного образования на трубе канавки и окончательного разделения, он снабжен копирами, закрепленными на планшайбе и взаимодействующими со свободыымв концами режушлх инструментов предваритеяь ной резки в виде, например, резцов, yanat i поджатия свободных концов инструментов к копирам, смонтированными на поворотных рычагах, а инструмент окончательного разделения выполнен в виде диска.
2, Станок поп, 1,отличающвйс я тем, что узел.поцжатия свободного конца инструмента к копиру выполнен в виде подпружиненного толкателя.:
Источники информации, принятые во внимание при экспертизе:
1,Авторское свидетельство СССР №374130, кл. Ь 23 H 21/ОО, 1971.
2.Авторск1 е свиде эльство СССР №295624, кл. В 23 .И 21/00, 1968.
/J
20
8
Фиг. 1
vOp.Zx77/ 2S:S
27
иг. г
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки концов труб | 1982 |
|
SU1065088A1 |
| Способ резки тонкостенных труб и устройство для его осуществления | 1990 |
|
SU1775239A1 |
| Переносный станок для резки труб | 1981 |
|
SU1017440A1 |
| Переносной станок для резки труб | 1983 |
|
SU1144807A1 |
| СПОСОБ И ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ ПРЯМОУГОЛЬНОГО ПРОФИЛЯ | 2007 |
|
RU2354475C2 |
| Станок для обработки концов труб | 1983 |
|
SU1117147A1 |
| Станок для обработки торцов труб | 1987 |
|
SU1505668A1 |
| Переносной станок для резки труб | 1985 |
|
SU1284702A1 |
| Устройство для удаления дефектов кольцевых сварных швов | 1985 |
|
SU1299712A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ, ПРЕИМУЩЕСТВЕННО ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК И ТРУБ | 1998 |
|
RU2207227C2 |