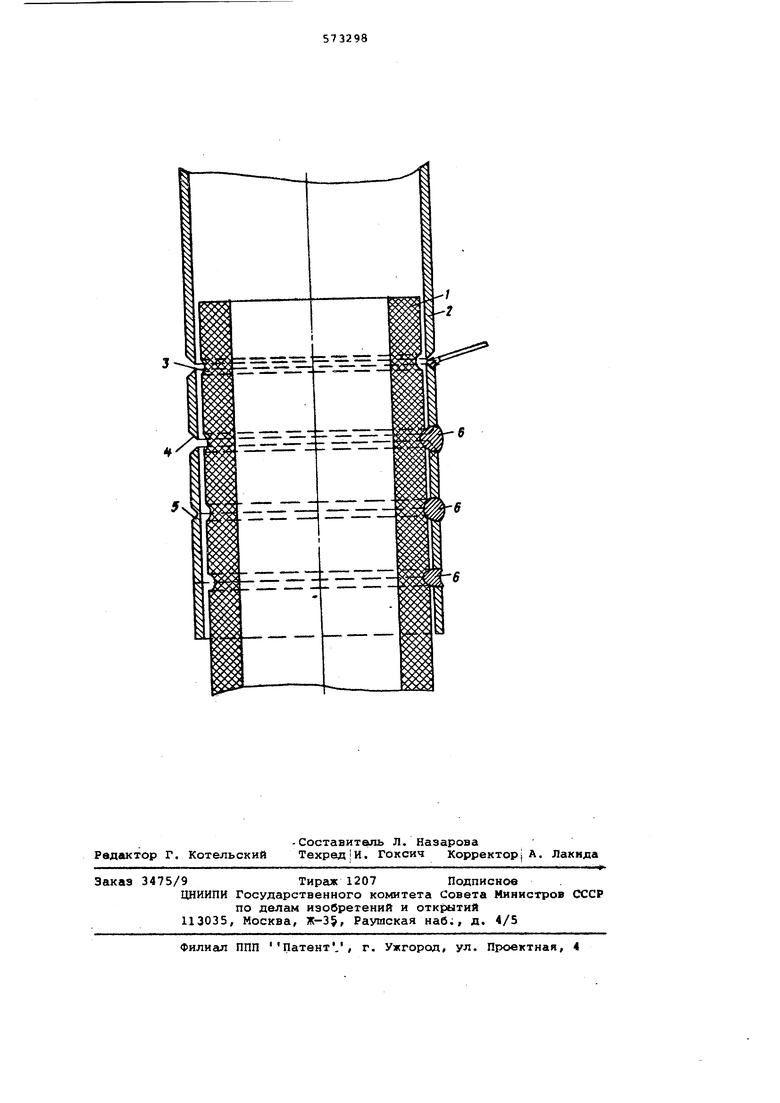
Расплавленный более легкоплавкий мвтгшл заполняет все неровности и риски канавок, а при остывании шаа 6 происходит его усадка и сильное обжатие, что обеспечивает надежную герметичность соединения. Прочность соедине- ния, определяемая прочностью на срез наплавленных валиков, очень высока. Пример. Произведено опытное соединение пары несвариваеьшх труб из ст. Х18Н10Т (ГОСТ 5632-61) и алюминиевого сплава САВ-2 (СТУ-01-7-64). На на ружной поверхности трубы из стали были выполнены четыре канавки глубиной; 3 мм и шириной 4 мм. На тоубе из алюминия была произведена разметка с шагом, соответствукяцим шагу канавок. Тр бы соединялись внахлестку, стальная концом внутрь, алюминиевая наружу, с зазором 0,1-0,2 WM. Проплавление по разметке производилось аргонодуговым методом на установке УДГ-301 с присадочной проволокой АК-5(ГОСТ 7871-63). соединения производилось методом смачивания керосином по ГОСТ 3242-69. При выдержке соединения в течение 30 суток неплотностей в нем не возникло. Описанный способ может быть использован для создания герметичной обвязки аппаратов иэ корроэйонностойких сплаВОВ, при подаче реактивов по трубам из полимерных материалов, в аппаратах, гд наиболее опасная зона выполнена из фар фора, чистой окиси алюминия, нитрида; бора и др. , а трубы - из коррозио| ностойких металлических материалов, а также для соединения алюминиевых труб технологических каналов ядерных реакторов с концами из нержавеющей стали. Экономическая эффективность способа заключается в снижении трудозатрат на обслуживание, ремонт и замену прокладочных соединений, уменьшение потерь продуктов из-за протечек в прокладочных соединениях, снижении затрат на ликвидацию протечек агрессивных, ядовитых и радиоактивных весцеств. Способ позволяет наиболее рационально использовать специфические свойства разнородных материалов. Формула изобретения Способ сварки труб, по которому конец одной трубы вставляют во внутроянюю полость другой, выполняют канавки в месте предполагаемого шва на поверхHoctH наружной трубы и производят сварку с проплавлением, отличающийс я тем, что, с целью повышения герметичности соединения труб из разнородных материалов, его качества и надежЯО13ТИ, на наружной поверхности внутренней трубы выполняют канавки соответгственно канавкам наружной трубы и при сборке совмещают канавки одной трубы с соответствующими канавками другой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Заготовка для диффузионной сварки переходника титан-алюминий | 2015 |
|
RU2620402C2 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЕАЛЮМИНИЕВОГО СОЕДИНЕНИЯ СВАРКОЙ ПЛАВЛЕНИЕМ | 2013 |
|
RU2552614C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ | 2008 |
|
RU2393052C1 |
| Способ соединения деталей кольцевым запорным элементом | 1976 |
|
SU654806A1 |
| Способ электронно-лучевой сварки стыковых соединений | 2019 |
|
RU2701262C1 |
| Способ изготовления многослойных тонколистовых вафельных конструкций из легких сплавов | 1990 |
|
SU1712106A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПЕРЕХОДНИКОВ МАЛОГО ДИАМЕТРА МЕТОДОМ ДИФФУЗИОННОЙ СВАРКИ | 2002 |
|
RU2219024C1 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ СТЫКОВЫХ СОЕДИНЕНИЙ БИМЕТАЛЛА НА ОСНОВЕ СЛОЕВ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ И СТАЛИ ИЛИ ТИТАНА С ОДНО- ИЛИ ДВУСТОРОННИМИ ШВАМИ | 2004 |
|
RU2284252C2 |
| Способ лазерной сварки внахлест листов конструкционной стали и сплавов алюминия | 2017 |
|
RU2638267C1 |
| СПОСОБ СВАРКИ НАХЛЕСТОЧНЫХ СОЕДИНЕНИЙ ИЗ РАЗНОРОДНЫХ МЕТАЛЛОВ | 2013 |
|
RU2542938C2 |