Изобретение относится к металлообработке и может быть использовано в конструкциях бесцентрово-тпифовапьных станков.
Известен станок для бесцентровохю шлифования деталей, содержащий шлифовальный круг с торцовой рабочей поверхностью, и два комплекта опорных ножей и ведущих кругов, образующие дв рабочие зоны l
Станок обладает ограниченными воз можностями повышения производительности, так как в нем нельзя обрабатывать более двух потоков деталей. Даже те два потока, используеьше в станке, не обеспечивают одинакового качества обработки деталей.
Целью изобретения является повыше- ние производительности станка путем обеспечения 1возможности установки дополнительных опорных йожей и ведущих кругов.
Для этого в предлагаемом станке ось шлифовального круга установлена вертикально и рабочий торец его расположен над опорныгад ножами и ведупдами кругами
Это дает возможность разместить под шлифовальным кругом несколько дополнительных компактов опорных но2
жей и ведущ1х кругов, образуюпу х дополнительные потоки обрабатываемых деталей, при этом во всех потоках обеспечивается одинаковое качество обработки.
Для создания единого места загрузки и возможности включения станка в автоматическую линию он снабжен имеющими возгж5жность поворота от индивидуального привода ротором, несудим смонтированные на нем опорные ножи и ведущие круги, причем ось поворота ротора совмещена с осью .вращёшга ШJШ$qвaльнoгo круга.
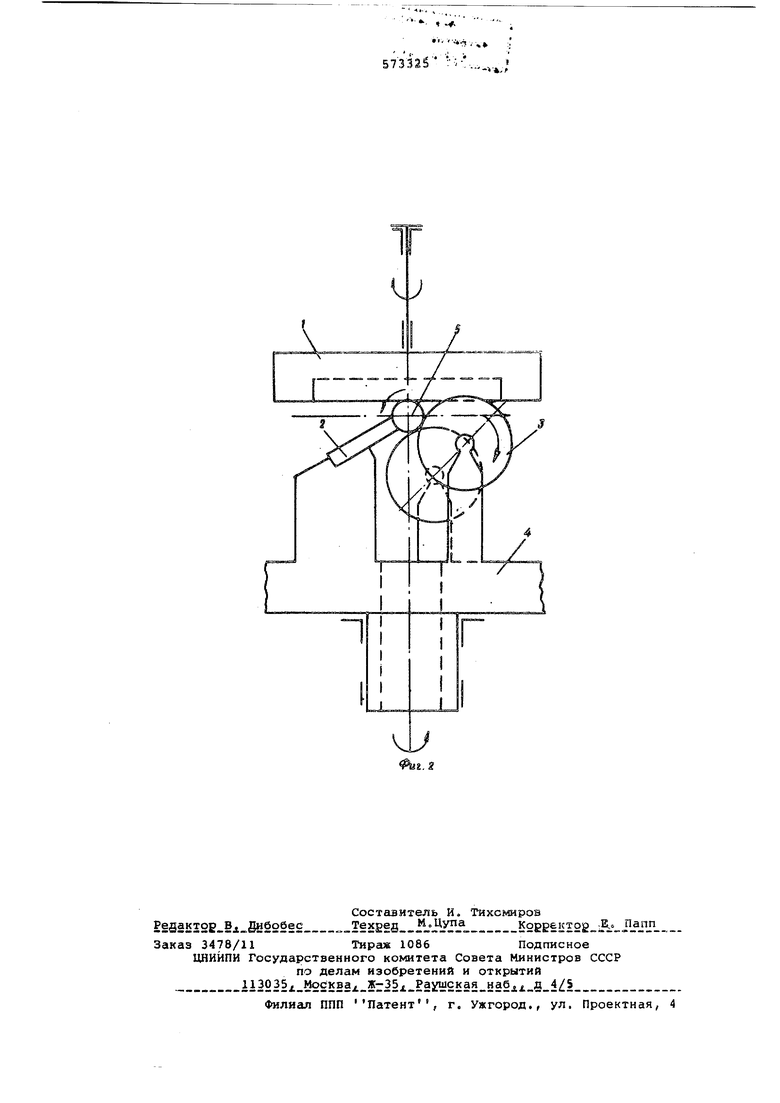
На фиг. 1 изображен описываемый станок, вил сверху на фиг. 2 - то же вид сбоку.
Шпифов альный круг 1 с вертикальной осью вращения расположен над несколькими комплектами опорных ножей 2 и ведущих 3, установленных на роторе 4. Шйфуе1 ае изделия 5 могут перемещаться по ножам 2 с вращением и поступательным вдоль своей оси.движением от (ведутадх кругов 3, При этом изделия шлифуются нижним торцом шлифовального круга 1, Ножи 2 к ведущие круги 3 установлены на роторе 4 так, что оси находящихся на них шлифуемых изделий 5 лежат в одной плоскости,
перпендикулярной оси вращения шпинделя шлифовального; круга и ротора.
Механизм загрузки изделий (на чертеже не показан) располагается так, что загрузка происходит в тот момент, когда один из комплектов ножа и ведущего круга находится ё положении, по каэанном на фиг, 1 -бнизу.
В направлениях, указанных стрелками, вращаются шлифующий круг 1,веду™ щие круги 3 и ротор 4. Когда один из комплектов ножа 2 и ведущего круга 3 приходит в положение загрузки, загрузочный механизм заталкивает на нож и ведущий Круг несколько подлежащих шлифойани1б изделий 5. При дальнейшем вращении ротора {против часовой стрелки на фиг. 1) шлифуемые изделия 5, Двигаясь по ножам 2 под действием ведущих кругов 3 к оси вращения ротора, Находят под торец шлифовального круta 1 и шлифуются. По мере подхода следующего ксмплехта ножа и ведущего круга на положение загрузки и на этот комплект заталкивается порция шлифуе шх изделий. Наклон ведущих кругов под бирается при этом таким образом, что бы шлифуемые изделия перемещались за время одного оборота ротона на величину, равную) (или немного большую) общей длине всех одновременно загруженных шлифуемых изделий. Когда все шлифованные изделия пройдут всю кольцевую поверхность торца шлифующего; круга, шлифование заканчивается и отшлифованные изделия выгружаются через центральное отверстие в роторе. Поскольку все шлифуемое изделие проходи .через всю кольцевую поверхность торца шлифующего круга, нет надобности в частой правке его, ,
.Предлагаегжлй г станок позволяет обрабатывать большее число потоков шлифуемых деталей и обладает таким образом, высокой производительностью. Кроме того, предложенная компоновка станка позволяет более полно использовать материал абразивных, кругов, которые приклеиваются к фланцу шпинделя или к планшайбе и могут срабатываться почти до стального диска.
Формула изобретения
1.Станок для бесцентрового шлифования деталей напроход, содержащий /алифовальный круг с торцовой рабочей поверхностью, а также расположенные радиально относительно шлифовального круга опорные ножи и ведущие круги, число которых равно числу ножей, отличающийся тем, что,
с целью повышения производительности путем обеспечения возможности установки дополнительных опорных ножей и ведущих кругов, ось шлифовального круга установлена вертикально, а рабочая поверхность его расположена над опорными ножами и ведущими кругами.
2.Станок по п. 1, отличаюад с я тем, что, с целью обеспечения возможности создания единого места загрузки, он снабжен имеющим возможность поворота от индивидуального привода ротором, несущим смонтированные на нем опорные ножи и ведущие круги, 1тричем ось поворота, ротора совмещена с осью вращения шлифовального круга.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство № 579958, кл. В 24 В 5/18, 1939.
Bptuiftnie utauifyeuete кругл