. Поверхность качения конических роликов в настоящее время шлифуется на бесцентровошлифовальных станках сквозной подачей (на проход); при этом нужный конус поверхности качения ролика достигается соответствующим уклоноМ поверхности ведущего круга, ось которого устанавливается параллельно оси цилиидричеокого шлифовального круга. Иногда ведущий круг имеет для роликов виятовую канавку. Подача шлифовального круга производится так, что его образующая перемещается параллельно об разующей конусов шлифуемых роликов, в результате чего величины угла ролика и его диаметра никак не связаны между собой. Между тем, для получения подщипника с наивысшим коэфициентом полезного действия желательно иметь ролИКи, у которых величины диаметра и углов неразрывно связаны так, чтобы с увеличением угла увеличился и диаметр и наоборот.
Для достижения этой цели предлагается станок для бесцентрового шлифования конических роликов, в котором ведущий круг выполнен коническим и установлен на переставных и поворотных салазках.
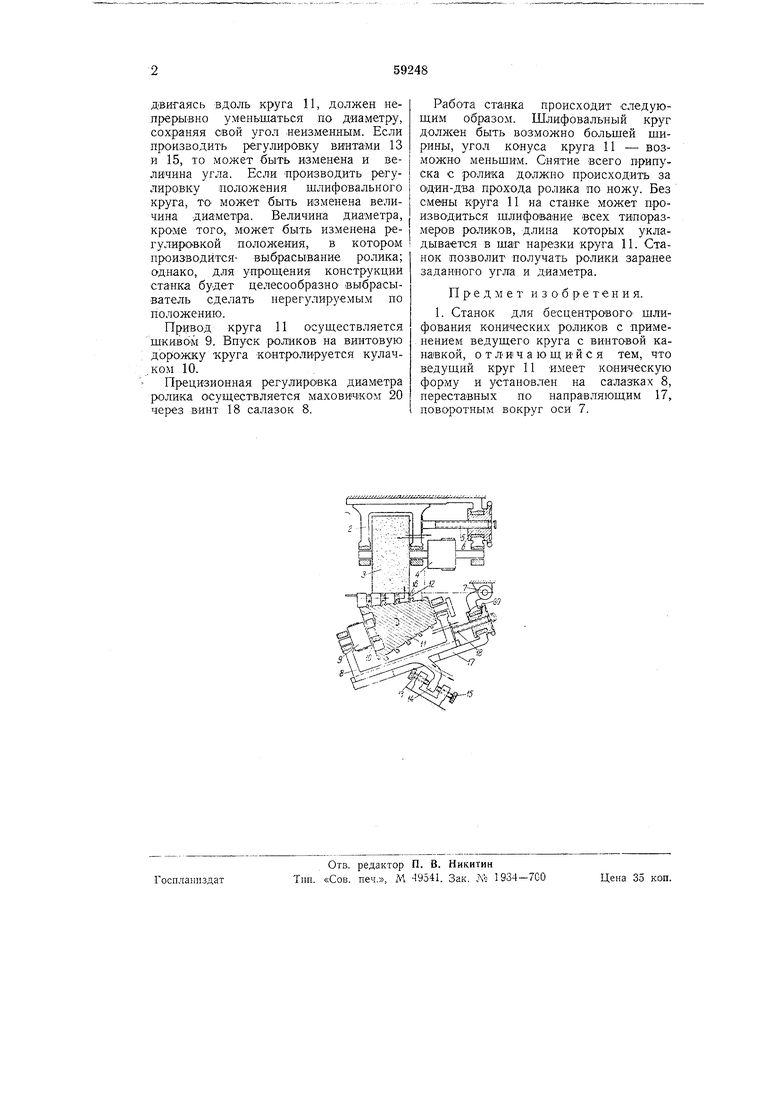
На чертеже изображена схема предлагаемого станка.
Ведущий крзг 11, применяемый для перемещения шлифуемых роликов 12 вдоль образующей режущего шлифовального круга 3, выполнен коническим и устанавливается своей осью вращения в регулируемые салазки 8, установленные на направляющих 47, имеющих качание вокруг неподвижной оси 7. Эта ось находится в верхнем конце круга 11, а угол между осью круга и осью режущего шлифовального круга (или что то же, его образующей) можно регулировать регулировочными винтами 13 и 15, упирающимися в отросток 14 салазок 8. Роликидвижутся, опираясь о но1Ж 16 в направлении стрелки, указанной на чертеже. На выходе ролики выбрасывателем какой-либо конструкции выбиваются вверх; при этом их касаниес кругом 11 и щлифовальным кругом прекращается (а вместе с тем прекращается и само шлифование).
Шлифовальный круг 3 приводится во вращение от шкива 4 и положение его отноСИтельно оси 7 можно регулировать, перемещая бабку 2 шлифовального круга через винт 5 вращением маховика 6, с обеих сторон упирающегося в бобышку станины 1.
Как видно из чертежа, предлагаемьн станок устроен так, что ролик.,.
двигаясь вдоль круга 11, должен непрерывно уменьшаться по диаметру, сохраняя свой угол неизменным. Если производить регулировку винтами 13 и 15, то может быть изменена и величина угла. Если производить регулировку положения шлифовального круга, ТО может быть изменена величина диаметра. Величина диа-метра, кроме того, М:ожет быть изменена регулирснвкой положения, в котором производится- выбрасывание ролика; однако, для упрощения конструкции станка будет целесообразно выбрасыватель сделать нерегулируемым по положению.
Привод круга 11 осуществляется шкивом 9. Впуск роликов на винтовую дорожку круга контролируется кулач.ком 10.
Прецизионная регулировка диаметра ролика осуществляется маховичком 20 через винт 18 салазок 8.
Работа станка происходит следующим образом. Шлифовальный круг быть возможно большей ширины, угол конуса круга 11 - возможно меньшим. Снятие всего припуска с ролика должно происходить за один-два прохода ролика по ножу. Без смены круга 11 на станке может производиться шлифование всех типоразмеров роликов, длина которых укладывается в шаг нарезки круга 11. Станок позволит получать ролики заранее заданного угла и диаметра.
Предмет изобретения.
1. Станок для бесцентрового шлифования конических роликов с применением ведущего круга с винтовой канавкой, о т л И1 ч а ю щ И и с я тем, что ведущий круг 11 имеет коническую форму и установлен на салазках 8, переставных по направляющим 17, поворотным вокруг оси 7.
| название | год | авторы | номер документа |
|---|---|---|---|
| Вертикальный станок для шлифования торцов конических роликов | 1939 |
|
SU64425A1 |
| Бесцентровый станок для шлифования шариков | 1940 |
|
SU59620A1 |
| Способ бесцентрового шлифования несимметричных бочкообразных роликов для роликоподшипников | 1944 |
|
SU69857A1 |
| СТАНОК ДЛЯ БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ КОНИЧЕСКИХ РОЛИКОВ | 1939 |
|
SU58219A1 |
| Станок для шлифования кулачковых валов | 1937 |
|
SU52254A1 |
| Зубошлифовальный станок | 1970 |
|
SU385486A1 |
| Станок для шлифования шариков | 1940 |
|
SU61650A1 |
| Автоматический станок для шлифования желобков у внутренних колец шарикоподшипников | 1938 |
|
SU57463A1 |
| Станок для бесцентровой обработки поверхностей вращения | 1944 |
|
SU70798A1 |
| Станок для шлифования выпуклой поверхности у наружных колец роликовых подшипников | 1939 |
|
SU60630A1 |
