На известных бесцентровых шлифовальных станках обработка изделий производится одним потоком. Изобретение имеет целью повысить производительность бесцентровых шлифовальных станков путем установки одновременно двух ведущих кругов при одном шлифующем или, наоборот, двух шлифующих при одном ведущем или двух ведущих и двух шлифующих. При таком устройстве можно на одном станке пропускать изделие одновременно несколькими потоками.
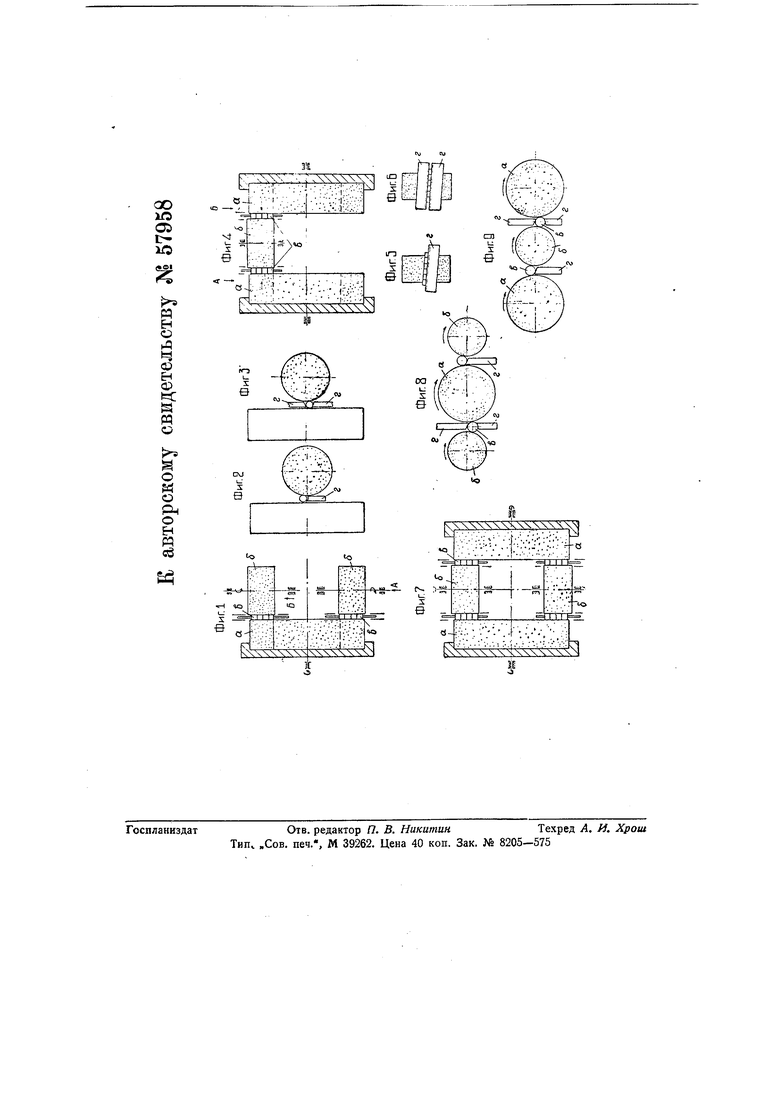
На схематическом чертеже фиг; 1 изображает вид сверху одной из форм выполнения станка; фиг. 2 - вид по стрелке А на фиг. 1; фиг. 3 - вид по стрелке Б фиг. 1; фиг. 4 - вид сверху станка в другой форме выполнения; фиг, 5-вид его по стрелке Б на фиг. 4; фиг. 6 - то. же по стрелке А; фиг. 7-9 - три иные формы выполнения станка.
На фиг. 1-3 показана схема бесцентрово-шлифовального станка с одним рабочим кругом а и двумя ведущими кругами б. Шлифование производится торцем круга в два потока. Подача деталей в осуществляется за счет наклона ножа или ведущих кругов. Направление подачи может быть от периферии круга а к центру и наоборот. Круги б могут быть насажены на два вала или на один общий вал.
Усилие шлифования, прижимающее деталь к ножу, у одного из потоков направлено вниз, а у другого вверх. В первом случае установлен один нижний нож г (фиг. 2), во втором случае - верхний и нижний ножи г, г (фиг. 3). Усилие, прижимающее деталь к ножу, будет воспринимать верхний нож, а нижний будет поддерживать деталь до начала и после окончания шлифования.
На фиг. 4-6 показана схема бесцентрово-шлифовального станка с двумя рабочими кругами а, а и одним ведущим кругом 6. Шлифование производится торцами кругов а в два потока. Подача деталей в осуществляется за счет наклона ножей или ведущего круга. Рабочие круги должны иметь перемещение вдоль своей оси. По одну сторону ведущего круга помещен один нож г (фиг. 5), по другую сторону два ножа г - верхний и нижний (фиг. 6).
На фиг. 7 показана схема бесцентрово-шлифовального станка с двумя рабочими кругами а и двумя ведущими кругами б. Шлифование производится торцами кругов в четыре потока. Подача деталей в осуществляется за счет наклона ножей или ведущих кругов. Направление подачи может быть от периферии к центру круга а и наоборот. Ведущие круги б могут быть посажены на два вала и иметь возможность перемещения вдоль своей оси или могут быть насажены на один общий вал. Рабочие круги а должны иметь перемещение вдоль своей оси.
На фиг. 8 показана схема бесцентрово-шлифовального станка с двумя ведущими кругами б и одним рабочим кругом а, работающим периферией. Подача деталей в осуществляется за счет наклона ножей г или ведущих кругов б. Ведущие круги должны иметь перемещение параллельно своей оси.
По одну сторону рабочего круга а должен быть один нож г, а по другую- два ножа.
На фиг. 9 показана схема бесцентрово-шлифовального станка с двумя рабочими кругами а и одним ведущим кругом б, работающими периферией в два потока. Подача деталей в осуществляется за счет наклона ножей г или ведущего круга. Рабочие круги а должны иметь перемещение параллельно своей оси. По одну сторону ведущего круга установлен один нож г, а по другую сторону два ножа - верхний и нижний.
В станках по фиг. 1-3 и 7 регулирование размера детали в небольщих пределах осуществляется за счет регулирования высоты установки ножа.
Во всех станках следует заправлять заход и выход рабочего круга на конус.
Предмет изобретения.
1.Бесцентровый щлифовальный станок, отличающийся применением двух ведущих кругов, образующих совместно с одним щлифовальным кругом два рабочих пространства.
2.Видоизменение бесцентрового щлифовального станка по п. 1, отличающееся применением двух щлифовальных кругов, образующих совместно с одним ведущим кругом два рабочих пространства.
3.Видоизменение бесцентрового шлифовального станка по п. 1, отличающееся применением двух шлифовальных кругов и двух ведущих кругов, образующих четыре рабочих, пространства.
к; л.х ;;. ; . Ч.-М; :.- -:-:w
ОО iO
05
t
ЕН о А СО ЕЙ Ф
н: а и о
t S о и
Рн О
W сб
| название | год | авторы | номер документа |
|---|---|---|---|
| БЕСЦЕНТРОВЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ШЛИФОВАНИЯ ПРУТКОВЫХ ЗАГОТОВОК И СПОСОБ ИХ БЕСЦЕНТРОВОГО КРУГЛОГО ШЛИФОВАНИЯ | 2011 |
|
RU2551747C2 |
| Станок для бесцентрового шлифования деталей | 1972 |
|
SU573325A1 |
| Способ наружного шлифования конических изделий | 1956 |
|
SU105412A1 |
| Станок для бесцентрового шлифования конических роликов | 1939 |
|
SU59248A1 |
| Устройство для бесцентрового шлифования | 1981 |
|
SU1000239A1 |
| Способ бесцентрового шлифования | 1987 |
|
SU1516317A1 |
| СПОСОБ БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ ШАРИКОВ | 2009 |
|
RU2415004C1 |
| СПОСОБ БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ | 1995 |
|
RU2092293C1 |
| Круглошлифовальный бесцентровый станок | 1976 |
|
SU576200A1 |
| Инструмент для шлифования со ступенчатой рабочей поверхностью | 1990 |
|
SU1805018A1 |