1
Изобретение относится к устройствам дозирования жидких металлов и может быть исиользовано для автоматизации процесса заливки жидкого металла в машины литья под давлением, особенно высокотемпературных металлов, когда не применимы другие методы дозирования.
Известно устройство для дозирования жидких металлов, содержащее замкнутый магиитонровод тока, разомкнутые магнитоироводы потока, загрузочные и дозирующие емкости, соединенные переливным патрубком 1.
Недостатком устройства является сложность и недостаточная надежность из-за наличия дополнительных дозирующих емкостей.
Известно электромагнитное устройство для заливки металла, имеющее канал-металлопровод, соединенный со сливным патрубком, систему .подвода тока к металлу и систему создания магиитиого потока 2.
Однако в таком устройстве не обеспечивается необходимая точность дозирования из-за
отсутствия системы обратной связи с ИСТОЧНИком питания.
Наиболее близким к описываемому изобретению по технической сущности и достигаемому результату является устройство для управления скоростью разливки и дозировачия стали, состоящее из приборов измерения количества стали, выполненных с корреляционным измерителем скорости и фотоэлектрическим измерителем линейных размеров струи, и блока управления скоростью разливки и дозирования в соответствии с заданной программой 3.
Недостатком устройства является большая инерция управляемого механизма, что не обеспечивает необходимую точность дозирования. Кроме того, загазованность среды, окружающей струю жидкого металла, ухудшает разрешающую способность измерительного устройства, что также сиижает точность дозирования.
Целью изобретения является повышение точности дозирования жидких металлов, транспортируемых с помощью насоса-дозатора, например насоса магнитодинамического типа.
Это достигается благодаря интегрированию силы, действующей на жи.а,кий металл в магнитодинамическом насосе, и учету времени запаздывания между моментом включения насоса и моментом иоявления жидкого металла в сливном рукаве металлотракта, что осуществляется предлагаемым устройством, состоящим из блока измерения количества металла, снабженного иеремножающим и интегрирующим устройствами (блоками), и блока управления дозированием, причем блок измерения количества металла дополнительно содержит измерительные обмотки, расположеннные в активной зоне насоса и на металлотракте, токовую обмотку и устройство (блок) извлечения квадратного корня из произведения сигналов, поступающих с измерительных и токовой обмоток через перемно кающее устройство, а блок управления дозированием дополнительно содержит датчик, регистрирующий появление металла в сливе, схему управления и ключ, входы которого соединены с измерительными обмотками, указанным датчиком и схемой управления, а выход - с перемножающим устройством.
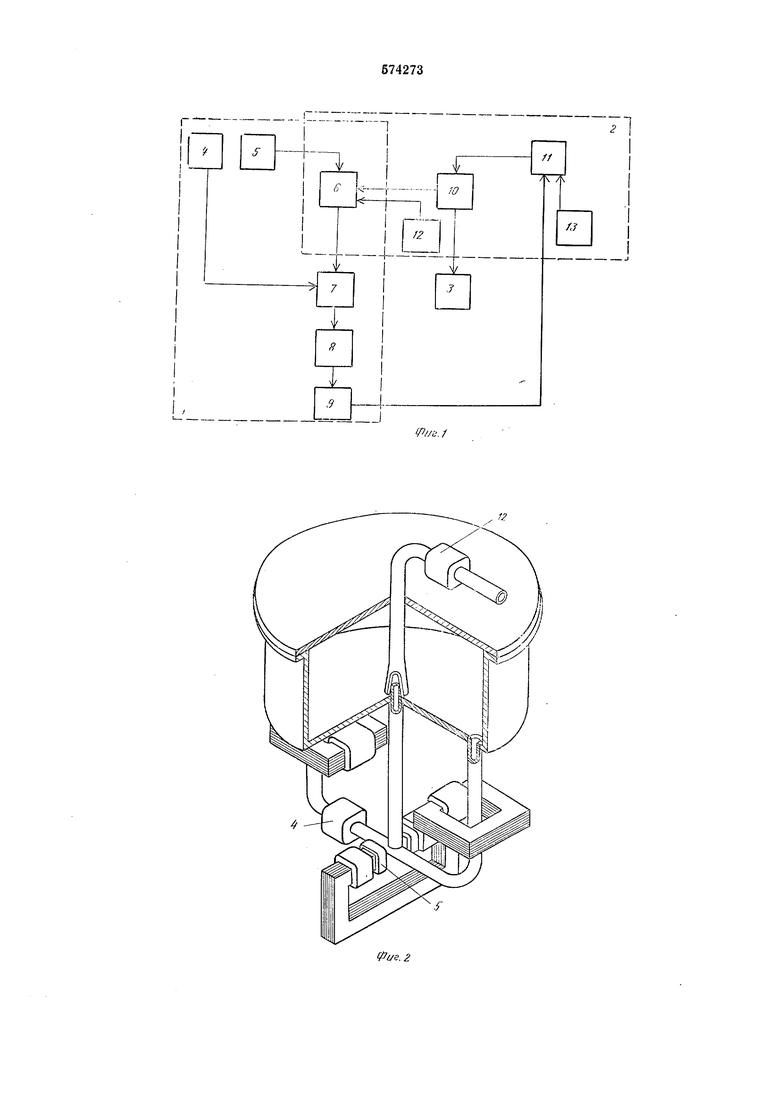
На фиг. 1 представлена блок-схема предлагаемого устройства; на фиг. 2 - размещение измерительных обмоток и датчика контроля на насосе-дозаторе.
Устройство состоит из блока 1 измерения количества металла и блока 2 управления процессом дозирования, отключающего питание трансформаторов 3 насоса-дозатора.
Блок 1 измерения количества металла включает в себя токовую обмотку 4, размещенную на металлотракте вне активной зоны насоса, измерительные обмотки 5, ключ 6, перемножающий блок 7 с блоком 8 извлечения квадратного корня, интегрирующий блок 9.
Блок 2 управления процессом дозирования содержит схему 10 управления, схему 11 сравнения, датчик 12 контроля металла в сливном рукаве, задатчик 13 дозы.
Устройство работает следующим образом.
Когда магнитодинамический насос заполнен жидким металлом и включен на режим хранения, в Ф-образиом канале индуцируется ток, величина которого пропорциональна напрялсению тока питания насоса и проводимости жидкого металла. В обмотке 4, являющейся вторичной обмоткой трансформатора тока, величина ЭДС L/i пропорциональна индуцированному в жидком металле току. При включении трансформатора 3 создается магнитное ноле, взаимодействующее с индуцированным током и обуславливающее появление электромагнитной силы, действующей на жидкий металл. Под действием электромагнитной силы жидкий металл поступает по металлотракту в соответствующий металлоприемник.
При включении тока питания трансформатора 3 в обмотках 5, расположенных в межполюсном пространстве насоса, наводится ЭДС Uz, пропорциональная величине магнитного поля. Это напряжение поступает на вход опорного сигнала кольцевого фазового детектора, дающего произведение сигналов с учетом их фазы. Когда жидкий металл проходит зону контроля - датчик 12 - возникающая в нем разность потенциалов открывает ключ 6, и напрял ение Uj,, пропорциональное индукции магнитного поля, также поступает на вход кольцевого фазового детектора.
Постоянная составляющая на выходе фазового детектора пропорциональна произведению UiUz и фазовому углу между ними, т. е. электромагнитной силе, действующей на объем жидкого металла.
Интегрирование сигнала, снимаемого с блока 8 извлечения квадратного корня, позволяет определить дозу жидкого металла. При совпадении значений задатчика 13 дозы и интегрирующего устройства 9 схема И сравнения подает сигнал на схему 10 управления
насосом, перебрасывающую ключ 6 в исходное положение и отключающую питание трансформатора 3.
Таким образом, предлагаемое устройство для управления процессом дозирования позволяет повысить точность дозирования за счет интегрирования скорости, пропорциональной давлению, развиваемому магнитодинамическим насосом с момента появления жидкого металла в сливном рукаве. Изменение напряжения в сети питания насоса не снижает точности дозирования, так как обмотки 4 и 5 связаны непосредственно с током и магнитным полем в жидком металле, создающим давление в насосе. Преимуществом предлагаемого устройства является также независимость точности дозирования жидкого металла от изменения его электропроводности, связанного с наличием примесей или температурой м,еталла.
Фор м у л а и 3 о б р е т е и и я
Устройство для управления процессом дозирования жидких металлов насосом-дозатором, содержащее блок измерения количества металла, состоящий из перемножающего и интегрирующего блоков, и блок управления дозированием, отличающееся тем, что, с целью повышения точности дозирования, блок
измерения количества металла дополнительно содержит измерительные обмотки, расположенные в активной зоне насоса и на металлотракте, токовую обмотку и блок извлечения квадратного корпя, соединенный с выходом
перемножающего блока, входы которого соединены с измерительными и токовой обмотками, а блок управления дозированием дополнительно содержит датчик наличия металла в сливном рукаве, схему управления и ключ,
входы которого соединены с указанным датчиком, измерительными обмотками и схемой управления, а выход - с перемнол :ающим блоком.
Источники информации, принятые во внимание при экспертизе
I. Авторское свидетельство jYo 203170, кл. Б 22D 39/00, 1964.
2. Авторское свидетельство Д 263826, кл. В 22D 17/30, 1968.
3. Авторское свидетельство № 206818, кл. В 22D 39/00, 1966.
г1
f
f
2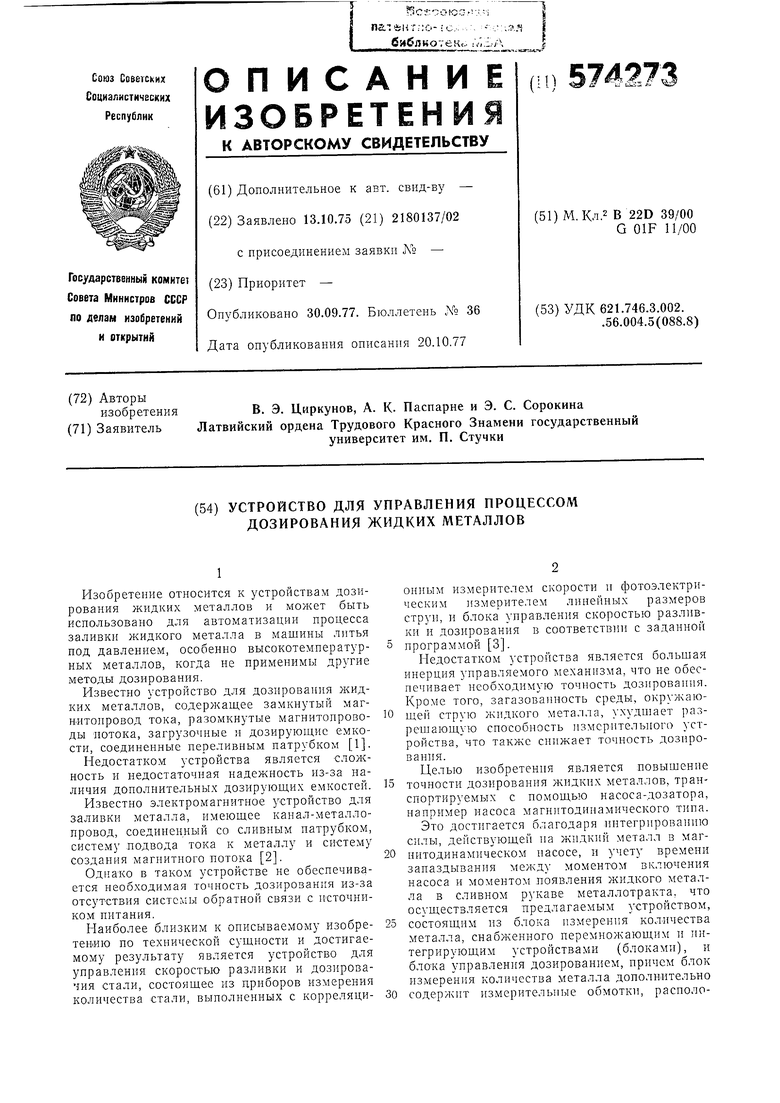
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления процессомдОзиРОВАНия жидКиХ МЕТАллОВ | 1979 |
|
SU793719A1 |
| Устройство для управления процессом дозирования жидких металлов | 1981 |
|
SU1026955A2 |
| Устройство для дозирования жидкого металла | 1988 |
|
SU1560392A1 |
| Способ дозирования жидкого металла | 1988 |
|
SU1719155A1 |
| Устройство для разливки и дозирования жидкого металла | 1981 |
|
SU1018797A1 |
| Способ дозирования электропроводящей жидкости электромагнитными насосами с независимым питанием электромагнитных систем | 1976 |
|
SU684824A1 |
| СПОСОБ ВОЗДЕЙСТВИЯ ЭЛЕКТРОМАГНИТНЫМ ПОЛЕМ НА РАСПЛАВ МЕТАЛЛА И ИНДУКТОР ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2018 |
|
RU2759178C2 |
| Устройство для автоматического дозирования жидкого металла | 1980 |
|
SU900977A1 |
| ЦИФРОВОЙ ДОЗАТОР ЭЛЕКТРОЭНЕРГИИ ДЛЯ ТОЧЕЧНОЙ СВАРКИ | 2003 |
|
RU2245236C2 |
| СИСТЕМА РАЗЛИВА АЛЮМИНИЯ ИЗ МИКСЕРА В ФОРМЫ, ЭЛЕКТРОМАГНИТНЫЕ ПРОБКИ И ЭЛЕКТРОМАГНИТНЫЙ ОТКЛОНИТЕЛЬ ПОТОКА РАСПЛАВА АЛЮМИНИЯ В ЛОТКЕ | 2006 |
|
RU2337787C2 |