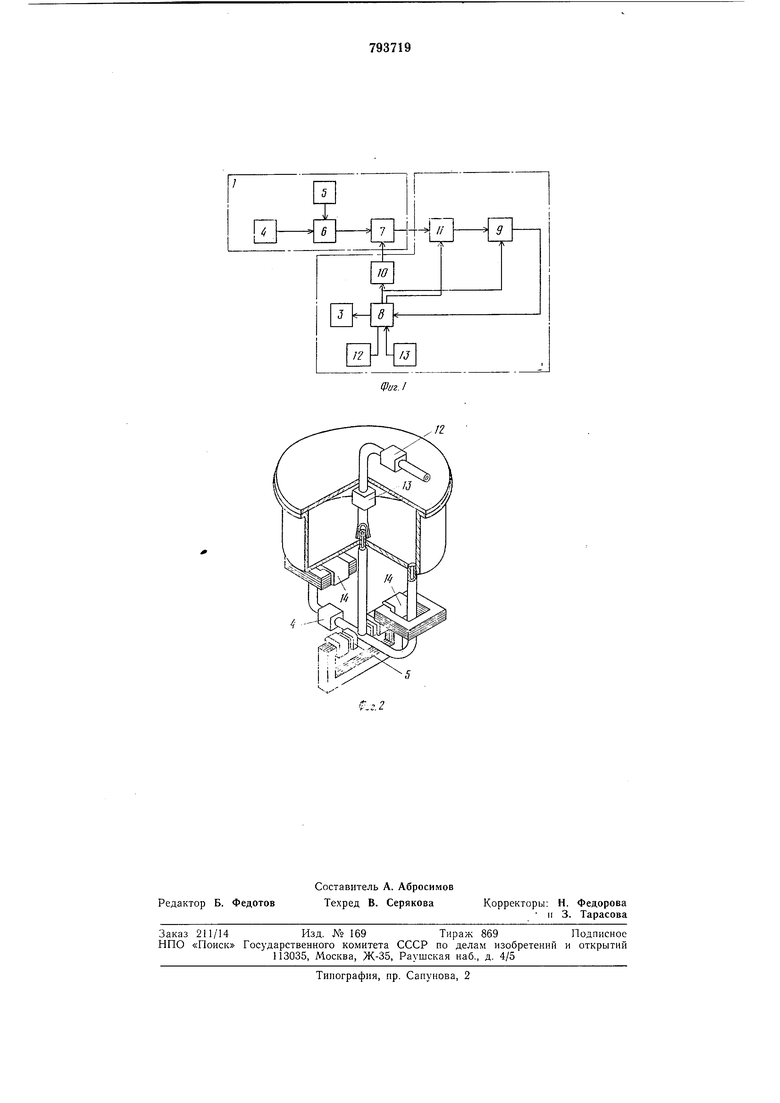
сивного счетчика 9 импульсов, задатчика 10 дозы, ключа II, датчика 12 появления металла на выходе металлотракта, датчика 13 наличия металла в металлотракте.
Устройство работает следующим образом.
Когда магнитодинамический насос заполнен металлом и включен в релшм хранения, в обмотке 4, являющейся вторичной обмоткой трансформатора тока (первичная- жидкий металл) наводится ЭДС t/i, пропорциональная току, индуцированному в жидком металле индукторами 14 (фиг. 2).
При включении трансформатора 3 (режим заливки) создается магнитное поле, взаимодействующее с индуцированпым в жидком металле током и обусловливающее появление электромагнитной силы, под действием которой жидкий металл поступает в металлоприемник. При этом в обмотках 5 наводится ЭДС t/2, пропорциональная величине магнитного ноля. Напряжеиия и, Uz подаются на входы перемножающего устройства 6, на выходе которого получаем сигнал, пропорциональный электромагнитиой силе, действующей иа металл в активной зоне насоса.
Этот сигнал подается на вход преобразователя 7 напряжения в частоту, на выходе которого получаем имиульсы, следующие с частотой, пропорциональной электромагнитной силе, действующей на металл. При включении электромагнитного иасоса в режим заливки металл иоднимается по металлотракту под действием электромагнитной силы. По достижении передним фронтом струи металла зоны контроля датчика 13 (момент времени /i) на схему 8 управления подается сигнал (например, в форме импульса). Схема 8 управления открывает ключ 11, и на счетный вход реверсивного счетчика 9 поступают импульсы с выхода преобразователя 7.
По достижении передним фронтом струи металла датчика 12 (момент времени 1г схема 8 управления подает сигнал на унравляющий вход счетчика 9 и на задатчик дозы 10 (расстояние между датчиками 13 и 12 постоянно). При этом задатчик 10 измеияет коэффициент преобразования преобразователя 7 в зависимости от желаемой дозы, устанавливаемой оператором. Поскольку в течение времени Д/1 2-Л на управляющем входе счетчика 9 сигнала нет, он работает в режиме записи (суммирования) импульсов. При поступлении сигнала иа управляющий вход счетчика 9 (4) счетчик переключается с режима хзаписи в режим списывания (вычитания) имнульсов. Когда счетчик 9 принимает нулевое состояние (все импульсы описаиы), подается сигнал в схему 8 управления, которая отключает трансформатор 3 и таким образом прекращает заливку (момент времени з).
При изменении гидростатического сопротивления металлотракта и уровня металла в тигле изменяется скорость подъема металла и, следовательно, А/1 /гА4, где
п - коэффициеит, зависящий от установленной оператором дозы на задатчике 10. При изменении напряжения источника питания дозатора сила, поднимающая металл, изменяется, следовательно, изменяются скорость подъема металла и время Д/1.
Таким образом, иредлагаемое устройство для унравления нроцессом дозирования позволяет повысить точность дозирования за
счет коррекции времени заливки дозы Д/2 при изменении как напрял ения источника питания дозатора, так и гидростатического сопротивления металлотракта и уровня металла в тигле.
В момент времени /з схема управления приводится к исходное состояние, ключ 11 закрывается, задатчик 10 отключается, импульсы на счетчик 9 не поступают. Устройство готово к работе.
Формула изобретения
Устройство для управления процессом дозирования жидких металлов иасосом-дозатором, содержащее блок измерения силы, действующей на металл, состоящий из двух измерительных обмоток, перемножающего устройства и блока управления дозированием, состоящего из задатчика дозы, ключа, схемы уиравления, датчика появления металла на выходе из металлотракта, трансформатора питания, счетчика импульсов и ключа управлепия, отличающееся тем,
что, с целью повыщепия точности дозирования жидких металлов, транспортируемых с помощью насоса-дозатора, блок измерения силы, действующей на металл, дополнительно содержит преобразователь папряжеиия в частоту, одии вход которого соединен с выходом неремножающего устройства, а другой вход - с задатчиком дозы, выход же соединен со входом ключа, а блок управления дозированием дополнительно содержит датчик наличия металла в металлотракте, соединенный через схему управлепия с ключом, реверсивный счетчик импуиЧьсов, счетный вход которого через ключ соединен с выходом преобразователя иапряжения в частоту, а управляющий вход через схему управления - с датчиком появленпя металла на выходе из металлотракта.
Источники информации, принятые во виимапие при экспертизе
1. Авторское свидетельство СССР ЛЬ 574273, кл. В 22D 39/00, 1977 (прототип) .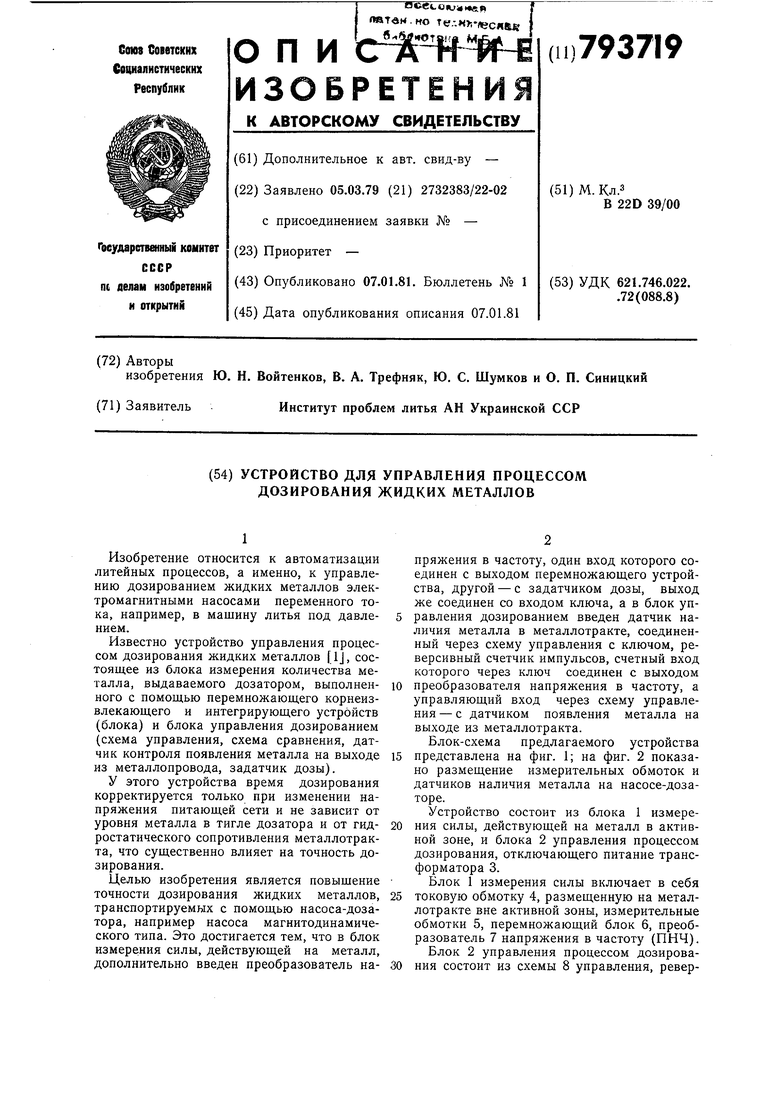
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления процессом дозирования жидких металлов | 1981 |
|
SU1026955A2 |
| Устройство для управления процессом дозирования жидких металлов | 1975 |
|
SU574273A1 |
| Устройство для дозирования жидкого металла | 1988 |
|
SU1560392A1 |
| Способ дозирования электропроводящей жидкости электромагнитными насосами с независимым питанием электромагнитных систем | 1976 |
|
SU684824A1 |
| Способ дозирования жидкого металла | 1988 |
|
SU1719155A1 |
| ЭЛЕКТРОННЫЙ ИЗМЕРИТЕЛЬ ЭЛЕКТРИЧЕСКОЙ ЭНЕРГИИ | 2000 |
|
RU2190861C2 |
| ЦИФРОВОЙ ДОЗАТОР ЭЛЕКТРОЭНЕРГИИ ДЛЯ ТОЧЕЧНОЙ СВАРКИ | 2003 |
|
RU2245236C2 |
| Устройство измерения и коррекции дозы металла в машине литья под давлением | 1983 |
|
SU1113210A1 |
| Дозатор жидкостей | 1987 |
|
SU1464042A1 |
| Устройство управления весовым дискретным дозированием сыпучих материалов | 1986 |
|
SU1364896A2 |