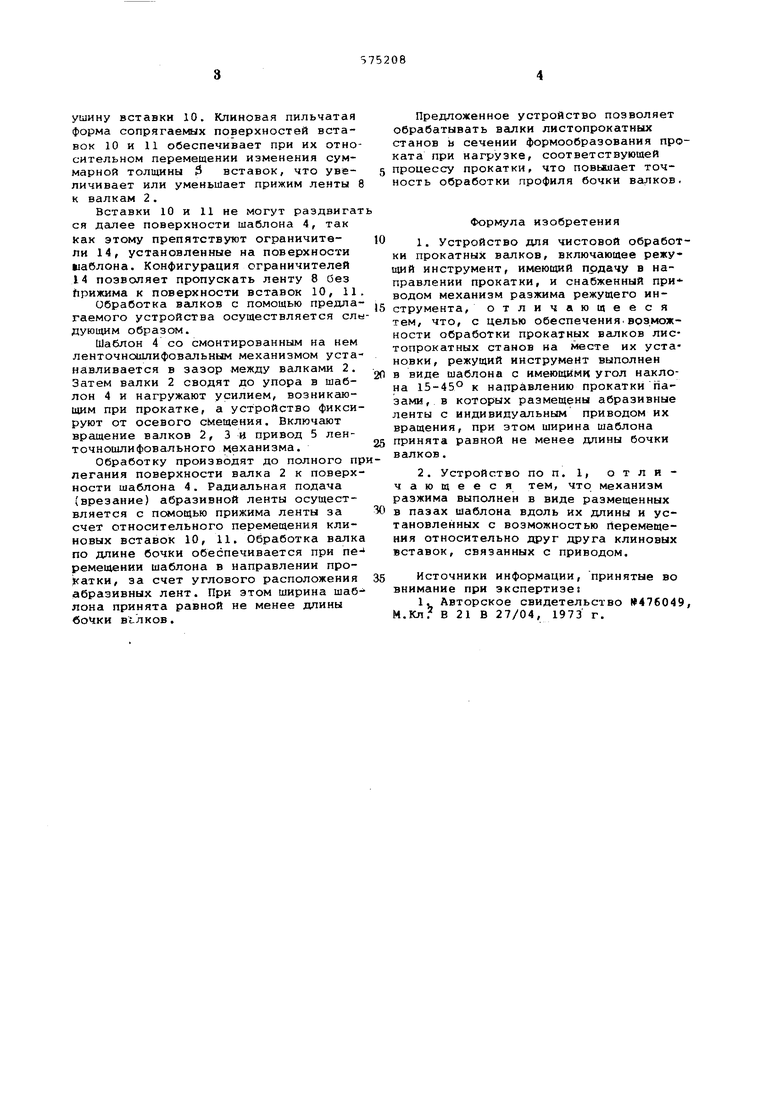
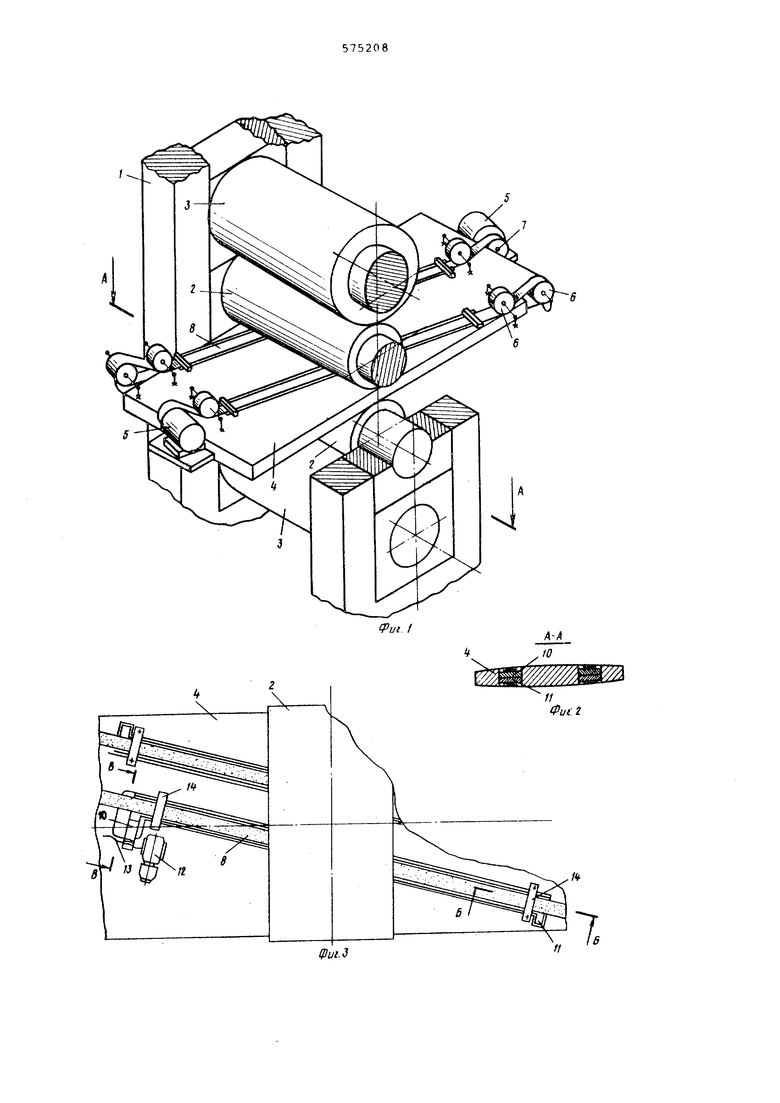
ушину вставки 10. Клиновая пильчатая форма сопрягаемых поверхностей вставок 10 и 11 обеспечивает при их отно сительном перемещении изменения суммарной толщины 3 вставок, что увеличивает или уменьшает прижим ленты к валкам 2. Вставки 10 и 11 не могут раздвигат ся далее поверхности шаблона 4, так как этому препятствуют ограничители 14, установленные на поверхности шаблона. Конфигурация ограничителей 14 позволяет пропускать ленту 8 без Лрижима к поверхности вставок 10, 11 Обработка валков с помощью предла гаемого устройства осуществляется сл« дующим образом. Шаблон 4 со смонтированным на нем ленточнеталифовальным механизмом устанавливается в зазор между валками 2. Затем валки 2 сводят до упора в шаблон 4 и нагружают усилием, возникеио1ДИМ при прокатке, а устройство фиксируют от осевого смещения. Включают вращение валков 2, 3 и привод 5 ленточношлифовального механизма. Обработку производят до полного пр легания поверхности вгшка 2 к поверхности шаблона 4. Радиальная подача (врезание) абразивной ленты осуществляется с помощью прижима ленты за счет относительного перемещения клиновых вставок 10, 11. Обработка валка по длине бочки обеспечивается при перемещении шаблона в направлении , за счет углового расположения абразивных лент. При этом ширина шаблона принята равной не менее длины вочки Волков. Предложенное устройство позволяет обрабатывать валки листопрокатных станов ь сечении формообразования проката при нагрузке, соответствующей процессу прокатки, что повьшает точность обработки профиля бочки валков. Формула изобретения 1.Устройство для чистовой обработки прокатных валков, включающее режущий инструмент, имеющий подачу в направлении прокатки, и снабженный при водом механизм разжима режущего инструмента, отличающееся тем, что, с целью обеспечения.возможности обработки прокатных валков листопрокатных станов на месте их установки, режущий инструмент выполнен в виде шаблона с имеющими угол наклона 15-45Я к направлению прокатки пазами, в которых размещены абразивные ленты с индивидуёшьным приводом их вращения, при этом ширина шаблона принята равной не менее длины бочки валков. 2.Устройство по п. 1, отличающееся тем, что механизм разжима выполнен в виде размещенных в пазах шаблона вдоль их длины и установленных с возможностью йеремещеимя относительно друг друга клиновых вставок, связанных с приводом. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство W476049, М.Кл В 21 В 27/04, 1973 г.
/
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ механической обработки бочек прокатных валков | 1975 |
|
SU558727A1 |
| Прокатный валок | 1987 |
|
SU1423202A1 |
| Способ насечки валков абразивным методом | 1988 |
|
SU1569202A1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ВАЛКОВ ЛИСТОПРОКАТНОГО СТАНА | 2012 |
|
RU2492948C1 |
| Прокатный валок с осевым каналом | 1979 |
|
SU839632A1 |
| РАБОЧИЙ ВАЛОК ЛИСТОПРОКАТНОЙ КЛЕТИ | 2004 |
|
RU2279326C2 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ВАЛКОВ ЛИСТОПРОКАТНОЙ КЛЕТИ | 1998 |
|
RU2127161C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ВАЛКОВ ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2004 |
|
RU2277023C1 |
| ПРОКАТНЫЙ ВАЛОК | 2002 |
|
RU2218219C1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ РАБОЧЕГО ВАЛКА ЛИСТОПРОКАТНОЙ КЛЕТИ | 2000 |
|
RU2187393C1 |
tj
NT
/4
