(54) СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ БОЧЕК ПРОКАТНЫХ ВАЛКОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ механической обработкибОчЕК ОпОРНыХ ВАлКОВ | 1978 |
|
SU801916A1 |
| СПОСОБ ШТУЧНОЙ ПРОКАТКИ ЛИСТОВОЙ ПРОДУКЦИИ | 2012 |
|
RU2490078C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНЫХ ВАЛКОВ ЛИСТОПРОКАТНЫХ СТАНОВ | 2002 |
|
RU2212291C1 |
| Способ настройки прокатной клети листового стана с укороченным нажимным роликом | 1987 |
|
SU1435341A1 |
| Способ прокатки полосового металла в многоклетевом стане | 1985 |
|
SU1297956A1 |
| Способ подготовки к работе прокатных валков | 1983 |
|
SU1135508A1 |
| Комплект рабочих валков | 1987 |
|
SU1503912A1 |
| Прокатная клеть | 1987 |
|
SU1816235A3 |
| Способ установки рабочих валков листопрокатной клети кварто | 1978 |
|
SU776681A1 |
| Способ насечки валков абразивным методом | 1988 |
|
SU1569202A1 |

Изобретение может испольасжаться .в черной и цветной металлургии при производстве проката на листовых станах.
Известен способ обработки прокатных валков в клети стана по всему контуру
сечения калибра на предварительно нагруженных распорным усилием валках 1,
Однако этот способ может быть использован только на сортовых и мелкосортных станах.
Цель изобретения - повышение точности обработки бочек прокатных валков, применительно к листовым станам.
Для этого в предлагаемом способе валки распирают неподвижно установленным шаблоном, повторяющим форму проката, и Используют тот же 1иаблон в качестве режущего инструмента, например покрывая его поверхность, контактирующую с валком, абразивной лентой, а величину распорного усилия в процессе обработки поддерживают равной расчетному усилию прокатки; Для обеспечения идентичности распределения давления металла на валки при обработке и прокатке, одновременно обрабатывают
бочки обоих валков на участке, шириной 0,025-0,1 от длины бочки валка,- со смещнием этого участка вдоль бочек валков при движении шаблона.
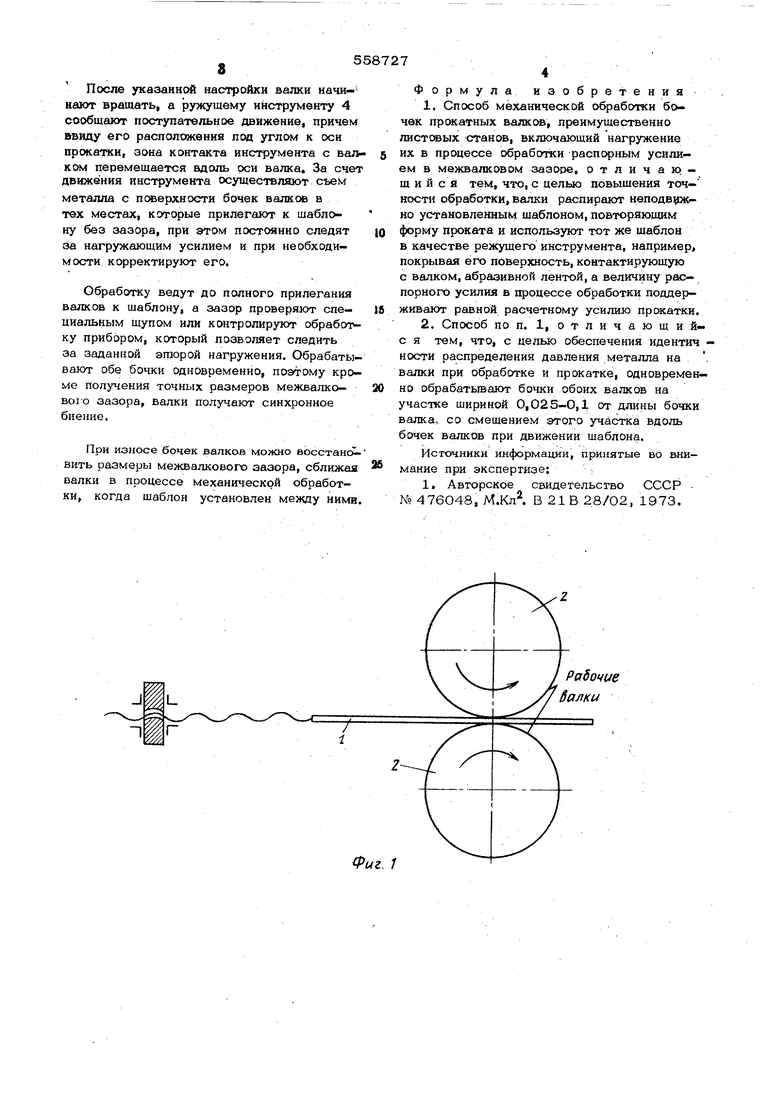
На фиг. 1 и 2 показаны валки с инструментом, соответственно вид спереди и сверху.
Шаблон 1, точно соответствующий форме сечения межвалкового зазора, уставов лен между валками 2 клети 3 прокатного стйна. На шаблоне 1 под углом к оси прем катки устансжлен инструмент 4. :В клети прокатного стана установлены мессдозы, позволяющие контролировать нагружение.
Способ осуществляют следующим образом
Валки проходят раздельную чистовую механическую обработку всех поверхностей, за исключением бочек. iHa поверхностях бочек оставляют небольшой припуск для последующей обработки. Затем валки монтирую в клети прокатного стана, в межвалковый зазор устанавливают шаблон 1 с режушим инструментом 4 и сводят валки устройся вами стана до тех пор, пока не будет достигнута заданная нагрузка.
После указанной настройки валки начинают вращать, а ружушему инструменту 4 сообщают поступательное движение, причем ввиду его расположения под утлом к оси прокатки, зона контакта инструмента с валком перемещается вдоль оси валка. За счет движения инструмента осуществляют съем
металла с поверхности бочек валков в тех местах, которые прилегают к шаблону без зазора, при этом постоянно следят за нагружающим усилием и при необходимости корректируют его.
Обработку ведут до полного прилегания валков к шаблону, а зазор проверяют специальным щупом или контролируют обработку прибором, который позволяет следить за заданной эпюрой нагружения. Обрабатывают обе бочки одновременно, поэтому кроме получения точных размеров межвалкового зазора, валки получают синхронное биение.
При износе бочек валков можно восстанетвить размеры межвалкового зазора, сближая валки в процессе механической обработки, когда шаблон установлен между ними
Формула изобретения
в качестве режущего инструмента, например, покрывая его поверхность, контактирующую с валком, абразивной лентой, а величину распорного усилия в процессе обработки поддерживают равной расчетному усилию прокатки.
Источники информации, принятые во внимание при экспергизе;
Г
1
