Изобретение относится к прокатному производству и может быть использовано в качестве рабочих валказ на высокоскоростных листопрокатккх станах.
Цель изобретения - повьшение качества прокатьшаемых полос и сншсе- ние продольной разнотолщинности путем создания условий вибрационной прокаткио
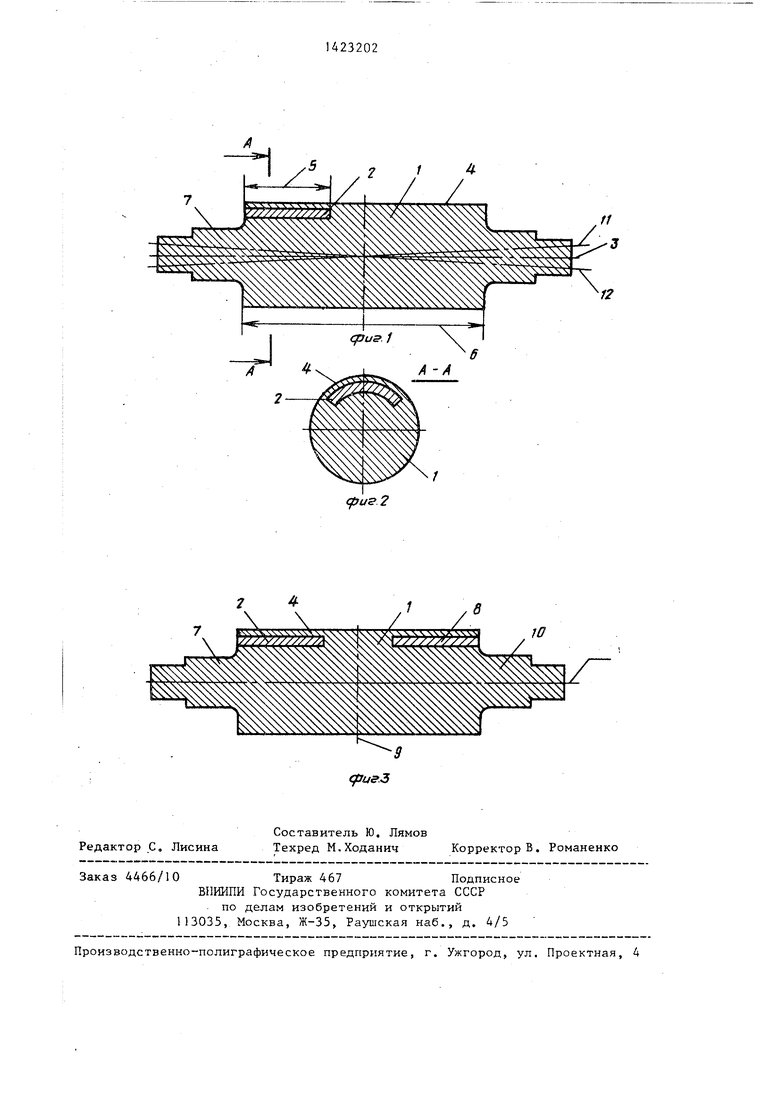
На фиГе 1 скематически изображен предлагаемый прокатный валок, обший вид; на фиг, 2 - сечение А-А на фиг, 1| на фигв 3 - прокатный валок с двумя симметричньЕ 1и вставками на фиг, 4 - то же, с двумя вставка- i ми, размешенными по диагонали попе- i речного сечения бочки„ : Прокатный валок содержит бочку 1 (фиг, 1-4) с сегментной вставкой 2; смещенной от оси 3 к поверхности 4 Юбочки валка Вставка 2 выполнена на части 5 длины 6 бочки эалка со, стороны шейки 7, Вставка 2 БЫПОЛНЭ- |На из материала с плотностью отлич- iной от плотности материаля бочки i Валок может быть выполнен с четырьмя вставками 2 и 8 (фиг« 3) симмет- ричнь8 1И плоскости 9 в перпендикулярной оси 3 валка и прокодящей через середину его бочкМо Вставка 2 со стороны шейки 7 выполнена из материала с плотностью больгаейз а вставка 8 со стороны шейки 10 выполнена из материала с плотностью меньшей плотности материала бочки валка. Вставки 2 (фиг, 4) 5 выполненные из одного материала с плотностью, большей плотности материала бочки размещены со стороны противоположных шеек 10 и 7 по диагонали поперечного сечения бочки. Вставки 8 из материала е плотностью, меньшей плотности материала бочки, размещены по другой диагонали поперечного сечення бочки, I
Пример вьшолнения прокатного валка.
Рабочий валок стана 630 холодной прокатки с размерами бочки; длина 630 мм| диаметр 400 мм изготавливают из стали марки 9-2 с плотностью 7,8 г/см . Валок изготавлргоают с вставкой из свинца с плотностью 114 г/см , Вставку смещают от оси к поверхности бочки залка на 0.,8 радиуса бочки валка; 160 г4м. Длину вставки изменяют от 30 до 600 мм так, что она сЬставляет от O.jOS до
0
5
0
0
Os95 длины бочки валка Валки с разной длиной вставки испытьгаают при прокатке, ленты из стали марки 65Г толшиной 2 5 4 MN из подката толщиной Зг.Б ММ;, Поперечная разнотолтинность ггодката 0,,15 мм.. Скорость прокатки 15 м/с.
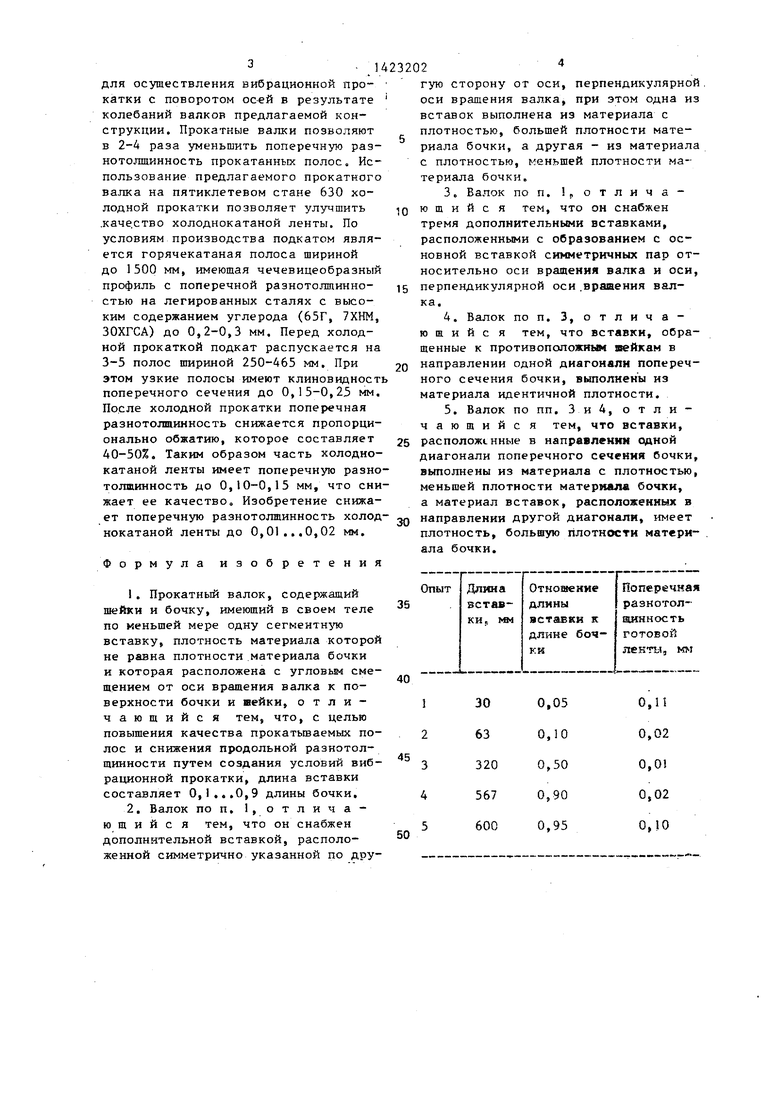
Результаты испытаний- прокатных валков с различной длиной вставки приведены в таблице„
Рекомендуемые. соотношен:дя длины вставки (Ор1-059 длины бочки валка) обеспечивают у1- еньшение поперечной разнотолтинности ленты, и следовательно; повышают ее качество
Прокатный в алок работает следую- ш.Уйл образом5
При врашении валка в результате смещения вставки от оси вал1са возни- каЕот его колебания Вследствие того, что вставка вьшолнена на части бочки валка, амплитуда и направление колебаний в различных точках по длине валка различны. При движении края бочки валка со стороны шейки 7 вверх край бочки со стороны шейки 10 движется вниз При этом ось 3 валка последовательно занимает noj-ЕОжение, обозначенное на фиг, 1 позициями 11 и 12„ Этот процесс многократно повторяется обеспечивая двиясениЕ металла при прокатке вдоль бочки (в уширение), Наличие двух вставок, размешенных симметрично, одна из которых имеет большую (2)J а другая меньшую (8) плотности, чем плотность материала усиливает эффект. Еще более усиливает эффект колебательного поворота оси валка наличие вставок, размещенных по диагонали (фиг, 4)с
Изобретение обеспечивает повышение качества полос при прокатке в результате колебания валка с одно- временньм поворотом оси. Такие колебания (вибрации) валка с поворотом оси облегчают условия перемещения металла вдоль оси валка и снижают поперечную разнотолтинность полосы Валки имеют простую конструкцию и могут применяться на существующих прокатных станах. Современные высокопроизводительные прокатные станы работают при скоростых прокатки 15- 00 м/с и имеют диаметр рабочих валков 200-700 мм, при этом частота . . вращения валков находится в пределах 15-130 1/с, Такие частоты достаточны.
для осушествления вибрационной про- катки с поворотом осей в результате колебаний валков предлагаемой конструкции. Прокатные валки позволяют в 2-4 раза уменьшить поперечную раэ- нотолщинность прокатанных полос. Использование предлагаемого прокатного валка на пятиклетевом стане 630 холодной прокатки позволяет улучшить .каче.ство холоднокатаной ленты. По условиям производства подкатом является горячекатаная полоса шириной до 1500 мм, имеющая чечевицеобразный профиль с поперечной разнотолщинно- стью на легированных сталях с высоким содержанием углерода (65Г, 7ХНМ, ЗОХГСА) до 0,2-0,3 мм. Перед холодной прокаткой подкат распускается на 3-5 полос шириной 250-465 мм. При этом узкие полосы имеют клиновидност поперечного сечения до 0,15-0,23 мм. После холодной прокатки поперечная разнотолщинность снижается пропорционально обжатию, которое составляет 40-50%. Таким образом часть холоднокатаной ленты имеет поперечную разно толшинность до 0,10-0,15 мм, что снижает ее качество. Изобретение снижает поперечную разнотолшинность холоднокатаной ленты до О,01...О,02 мм.
Формула изобретения
1.Прокатный валок, содержащий шейки и бочку, имеющий в своем теле по меньшей мере одну сегментн то вставку, плотность материала которой не равна плотности материала бочки
и которая расположена с угловьм смещением от оси вращения валка к поверхности бочки и шейки, отличающийся тем, что, с целью повышения качества прокатьшаемых полос и снижения продольной разнотол- щинности путем создания условий вибрационной прокатки, длина вставки составляет 0,1...О,9 длины бочки.
2.Валок по п. 1, отличающий с я тем, что он снабжен дополнительной вставкой, расположенной симметрично указанной по дру0
5
гую сторону от оси, перпендикулярной оси вращения валка, при этом одна из вставок выполнена из материала с плотностью, большей плотности материала бочки, а другая - из материала с плотностью, меньшей плотности материала бочки.
3.Балок по п. р отличающийся тем, что он снабжен тремя дополнительными вставками, расположенными с образованием с основной вставкой симметричных пар относительно оси вращения валка и оси, перпендикулярной оси .врашения валка.
4.Валок по п. 3, отличают и и с я тем, что вставки, обращенные к противоположным вейкам в направлении одной диагонали поперечного сечения бочки, выполнены из материала идентичной плотности.
5.Валок по пп. 3 и 4, отличающийся тем, что вставки,
5 расположенные в направленмн одной диагонали поперечного сечения бочки, выполнены из материала с плотностью, меньшей плотности материала бочки, а материал вставок, расположенных в направлении другой диагонали, имеет плотность, большую плотности материала бочки.
0
0
35
40
45
50
f1
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатный валок | 1986 |
|
SU1329855A1 |
| ПРОКАТНЫЙ ВАЛОК | 1989 |
|
RU2008107C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСЫ С НАТЯЖЕНИЕМ | 2009 |
|
RU2409432C1 |
| Рабочий валок листопрокатного стана | 1987 |
|
SU1555003A1 |
| ИНСТРУМЕНТ НЕПРЕРЫВНОГО ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2009 |
|
RU2397034C1 |
| Прокатный валок | 1979 |
|
SU772626A1 |
| Способ производства холоднокатаной ленты | 1987 |
|
SU1439135A1 |
| Способ холодной прокатки | 1989 |
|
SU1643128A1 |
| Прокатный валок | 1981 |
|
SU1039598A1 |
| Рабочий валок черновой прокатной клети | 1988 |
|
SU1574299A1 |
Изобретение относится к области прокатного, производства и может быть использовано в качестве рабочих валков на высокоскоростных листопрокатных станах. Цель изобрете- ния -повышение качества прокатьшаемых полос и снижение продольной разнотол- щинности путем создания условий вибрационной прокатки. Прокатный валок содержит бочку 1 с сегментной вставкой 2, установленной вдоль бочки со стороны ее торцовой поверхности, .причем длина вставки меньше длины бочки и вставка выполнена из материала плотностью, не равной плотности материала бочки. Предлагаемый валок может быть выполнен с четырьмя вставками, расположенными попарно симметрично относительно оси вращения валка и оси, перпендикулярной ей, причем вставки 2 расположены в направлении одной диагонали поперечного сечения валка и вьшолнены из материала одной плотности, а вставки 8, расположенные перпендикулярно в направлении другой диагонали поперечного сечения, выполнены из материала другой плотности. Эти Особенности конструкции при работе валка обеспечивают его колебания с одновременным поворотом оси. Такие колебания (вибрации) облегчают перемещения металла вдоль оси валка и снижают поперечную разнотолщинность прокатьтаемой полосы. При частоте вращения валков 15-130 1/с (на скорости прокатки 15-100 м/с)реализуется вибрационная прокатка с поворотом осей валков. Изобретение обеспечивает снижение поперечной разно- толщинности холоднокатаной ленты до ;0,01...0,02 мм. 4 з.п. ф-лы, 4 ил, табл. в Л
| Опорный валок для многовалковых станов | 1961 |
|
SU142269A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Прокатный валок | 1986 |
|
SU1329855A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
