1
Изобретение относится к обработке изделий прессованием и может бытд использовано в производстве древес|ностружечных, древесноволокнистых и др. древесных плит.
Известен ленточный пресс для прессования древесных плит, содержащий смонтированные в станине траверсы, между которыми пропущены npeciсующие ветви бесконечных лент и бесконечные цепи с опорными роликами i
Недостатком известного пресса является его сложная конструкция и низкое качество получаемого изделия
С целью устранения этого недостатка пресс снабжен упругими опорами, на которых смонтирована одна из траверс, при этом у последней часть обращенной в сторону прессуемой -плиты поверхности выполнена волнистой с убывающей в направлении подачи высотой волны.
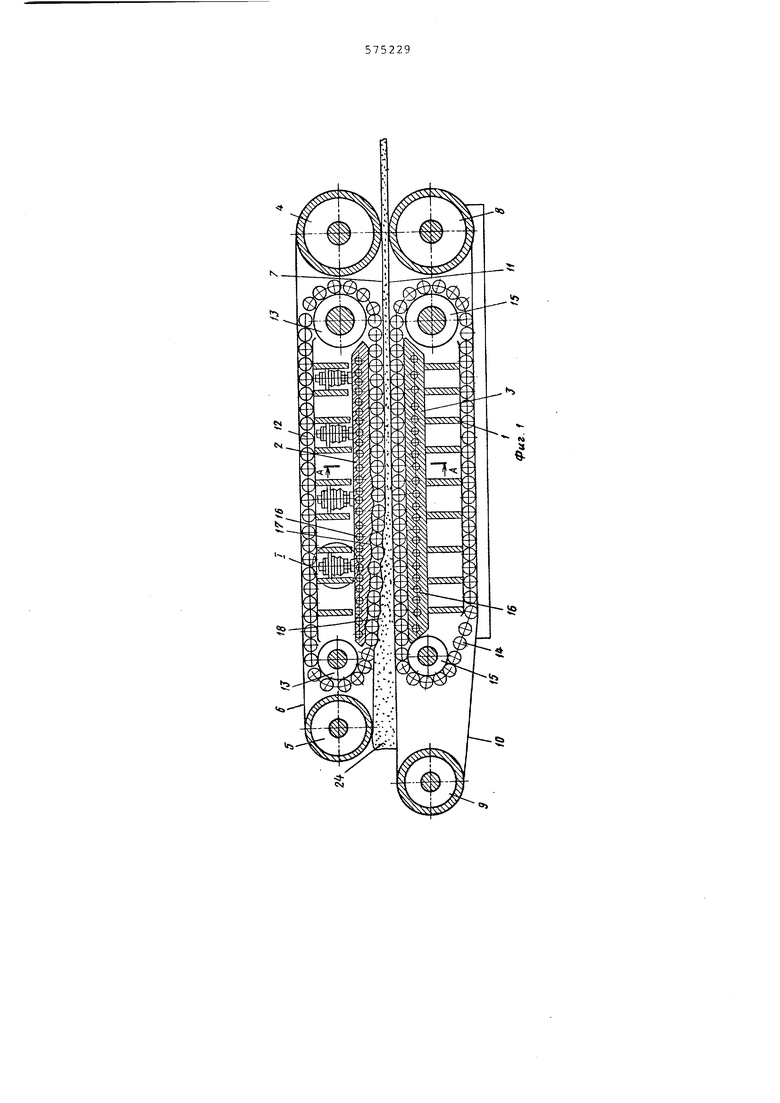
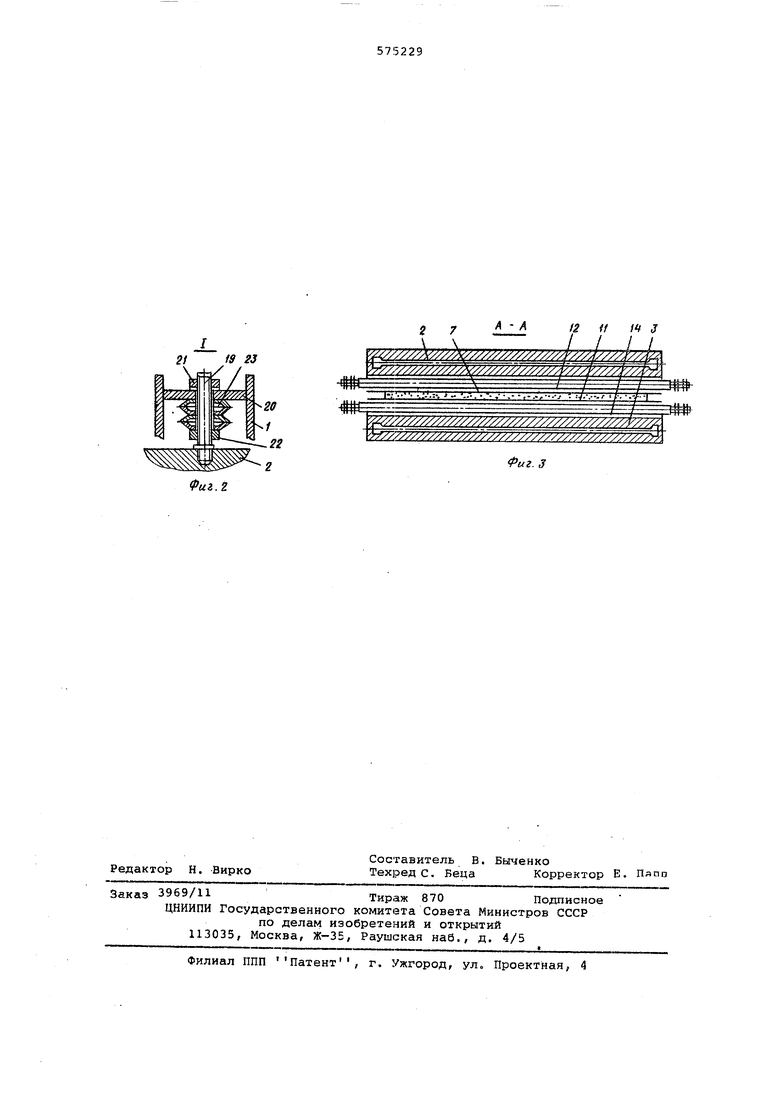
На фиг. 1 изображен пресс, продольный разрез; на фиг. 2 - узел Г на фиг. 1; на фиг, 3 - разрез А-А фиг. 1 .
В станине 1 пресса смонтированы верхняя 2 и. нижняя 3 траверсы. На станине 1 закреплены ведущий 4 и ведомый 5 верхние барабаны, охваченные бесконечной лентой 6 с прессующей ветвью 7.
Ведущий 8 и ведомый 9 нижние барабаны охвачены бесконечной той 10 с прессующей ветвью 11.
Ролики 12 образуют верхнюю бесконечную цепь, надетую на направляющие катки 13 вокруг верхней траверсы 2.
Q Ролики 14 образуют нижнюю бес конечную цепь, надетую на направляющие катки 15 вокруг нижней траверсы 3.
15 Траверсы 2 и 3 выполнены в виде обогреваемых плит, снабженных каналаьш 16 для теплоносителя.
Рабочая поверхность 17 верхней траверсы, 2 :в зоне упрессовки ковра
2(1 выполнена волнистой. Образующая волнистой поверхности параллельна осям роликов 12, причем волнистая поверхность траверсы 2 образует с траверсой 3 сужающуюся заходную зону прессования 18. Высота волны волнистой поверхности 17 убывает от начала траверсы 2 к ее середине, переходя в плоскость.
Траверса 2 выполнена с возможЗО ностью вертикального перемещения по
направляющим 19, пропущенным в отверстиях поперечин 20 станины 1.
Направляющие 19 зафиксированы дистанционной гайкой 21, которой ус танавливают требуемый зазор прессования. Гайкой 22 регулируют усилие тарельчатых пружин 23, при сжатии которых усилие прессования увеличивается, при отпускании - уменьшается.
Установка работает следующим образом. Приводят во вращение ведущие барабаны 4 и 8. таким образом, чтобы прессуюидие ветви 7 и 11 двигались ,Б одном направлении и с одинаковой скоростью. На прессующей ветви 11 перед заходом в пресс формируют ковер 24. В-каналы 16 траверс 2 и 3 подают.,/теплоноситель. Сформированный ковер 24 на прессующей ветви 11 непрерывно поступает в пресс, где последовательно подвергается прессованию между ветвями 7 и 11. Процесс прессования происходит следующим образом.
Сформированный ковер 24, поступая на ленте 10 под барабан 5, сначала уплотняется между сходящимися ветвями лент 6 и 10 и при дальнейшем продвижении поступает под ролики 12 бесконечной цепи в зоне KJDHтакта их с волнистой поверхностью 17 верхней траверсы 2, При продвижении роликов 12 по волнистой пэверхности 17, сжимаю1цих ковер 24 в зоне прессбвания 18 через ленту 6, они попеременно упрессовывают и распрессовывают ковер, который одновременно и прогревается теплом от обогреваемых гравере 2 и 3. Пульсация давления в. зоне упрессовки ускоряет процесс релаксации внутренних напряжений в прессуемом материале как за счет снижения уг1ругих сил древесных частиц, так и за «чет и
более плотной укладки при переориентации под пульсирующим давлением. Этому процессу способствует и интенсивный прогрев ковра, при котором происходит выпаривание избыточной влаги из прессуемого материала. Пульсация давления позволяет периодически без затруднений выходить паро-газовой смеси, образующейся в
процессе прогрева материала. К момен ту, когда обрабатываемое изделие покидает волнистую поверхность и попадает в зону выдержки, внутренние напряжения снижаются до минимума
выпаривание избыточной влаги достигает максимума и начинается процесс отверждения связующего.
Положительный эффект изобретения заключается в том, что улучшается качество продукции и сокращается выход некондиционной продукции (расслоение плит при неполном удалении паро-газовой смеси).
Формула изобретения
Ленточный пресс для прессований древесных плит, содержащий смонтированные в станине траверсы, мезйду которыми пропущены прессующие ветви бесконечных лент и бесконечные цепи с опорными роликами, о тличающийс я тем, что, с целью повышения качества прессуемых плит, он снабжен упругими опорами, на которых смонтирована
одна из траверс, при этом у последней часть обращенной в сторону прессуемой плиты поверхности выполнена волнистой с убывающей в направлении подачи высотой волны. Источники информации, принятые во внимание при экспертизе;
1. Авторское свидетельство СССР № 87068, кл. В 30 В 5/06; 1949.
1га
«u
19 23
It 14 3
2 7
I I I I
I
////7////У7//////97//////////////////
Фиг.З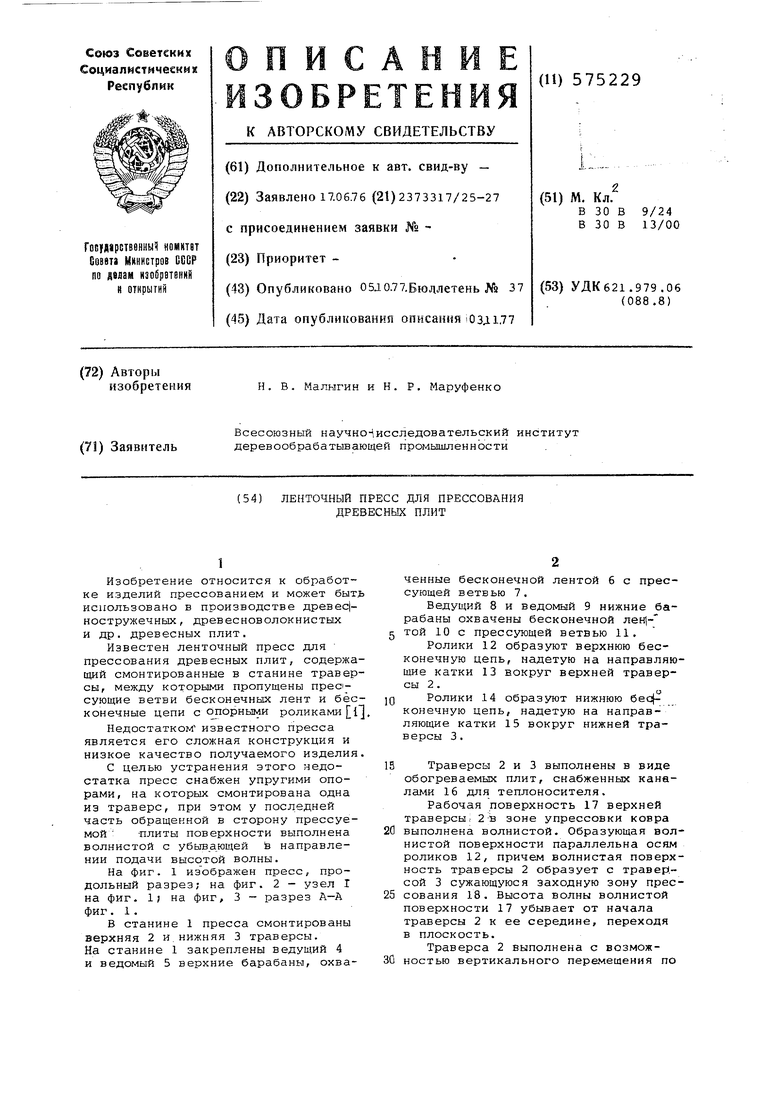
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс непрерывного действия для изготовления древесных плит | 1977 |
|
SU666101A1 |
| Пресс непрерывного действия для изготовления плит из измельченной древесины | 1977 |
|
SU679420A1 |
| Гусеничный пресс | 1976 |
|
SU587013A1 |
| Пресс непрерывного действия | 1974 |
|
SU518374A1 |
| Пресс | 1975 |
|
SU534371A1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ЗАГОТОВОК ОБОЛОЧКИ | 2002 |
|
RU2251481C2 |
| Установка для непрерывного изготовления плитных материалов | 1976 |
|
SU571386A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИОННОГО ДЛИННОМЕРНОГО ИЗДЕЛИЯ | 1996 |
|
RU2124985C1 |
| Пресс непрерывного действия | 1976 |
|
SU596480A1 |
| Пресс для подпрессовки древесностружечного ковра в производстве плит | 1980 |
|
SU1054097A1 |