1
Изобретение касается автоматизации технологических процессов изготовления радиодеталей с осевыми выводами и может использоваться в радиоэлектрониой промышлеииости, в частности, в оборудовании для упаковки маркировки, контроля радиодеталей, где их необходимо ориентировать, например, по внешней обкладке или полярности.
Известно загрузочно-ориентирующее устройство, срдерисашее привод; бункер, предохраиительную-муфту. приемными лоток и ориентирующий; Диск П- . :. ::/ : ;
Недостатками устройства.яйЛйютЧгя-. большая конструктивная сложность Невысркая производительность ./
Наиболее близким по texиичfecкbй сущности является устройство для загрузки ориентации деталей с осевыми выводами, вк.;1ю 1а1рц|.ее транспортер с ис;полиитёльиым электромагни том и Да гчиком положения,-размещенный прд: ним цилнидрнческнй питатель;со спиральным пазом и съемник ориентированных дета.пей (2. Недостатками такого устройства являются его невысокая производительность и недостаточная надежность в работе.
Цель изобретения - повышение надежности работы и увеличение производительности устройства.
Для этого устройство снабжено установленным над цилиндрическим питателем соосно с ним наконечником с направляюшимн стрелками и с разнонаправленными спиральными пазами, имеющими в нижней части общий выходной канал, соединенный со спиральным пазом питателя, а в верхней части, со стороны транспортера - общий входной канал, в зоне которого установлены направляющие стрелки, взаимодействующие посредством тяг с исполнительным здекгрсиагнитоме.возможностью их одновреибНИого разворота в/ противоположных нанра;в.;1ениях и перекрУтня одного из спиральных пазов наконечника...
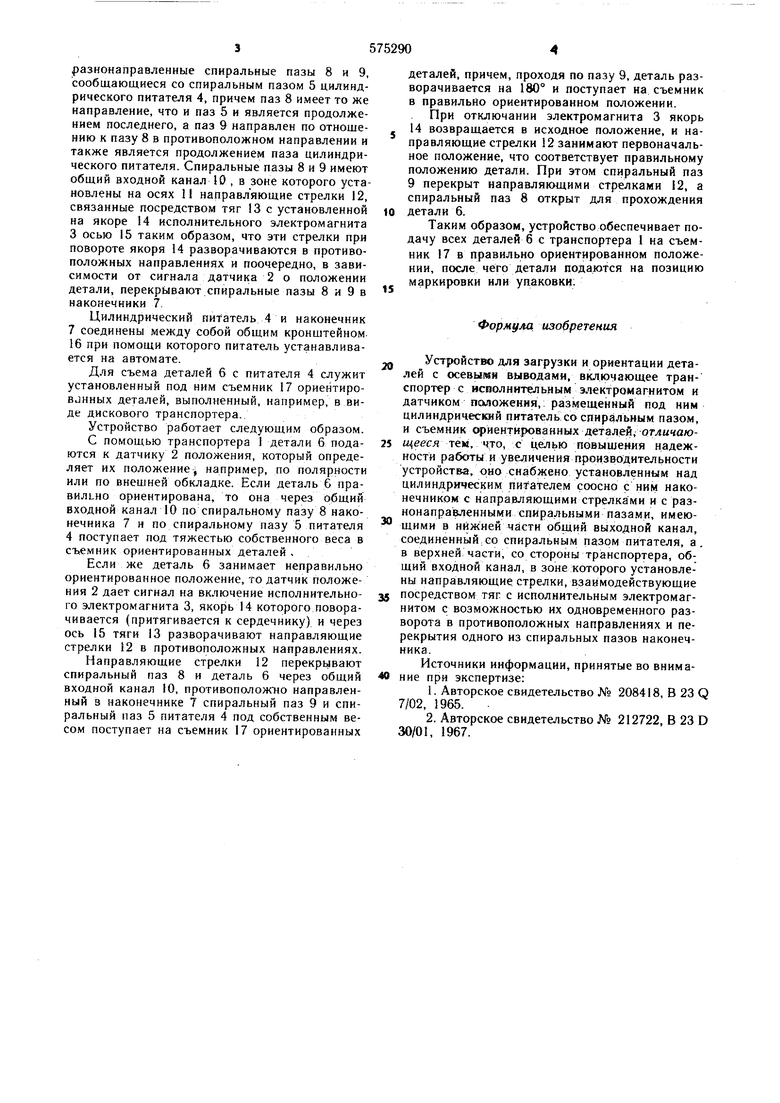
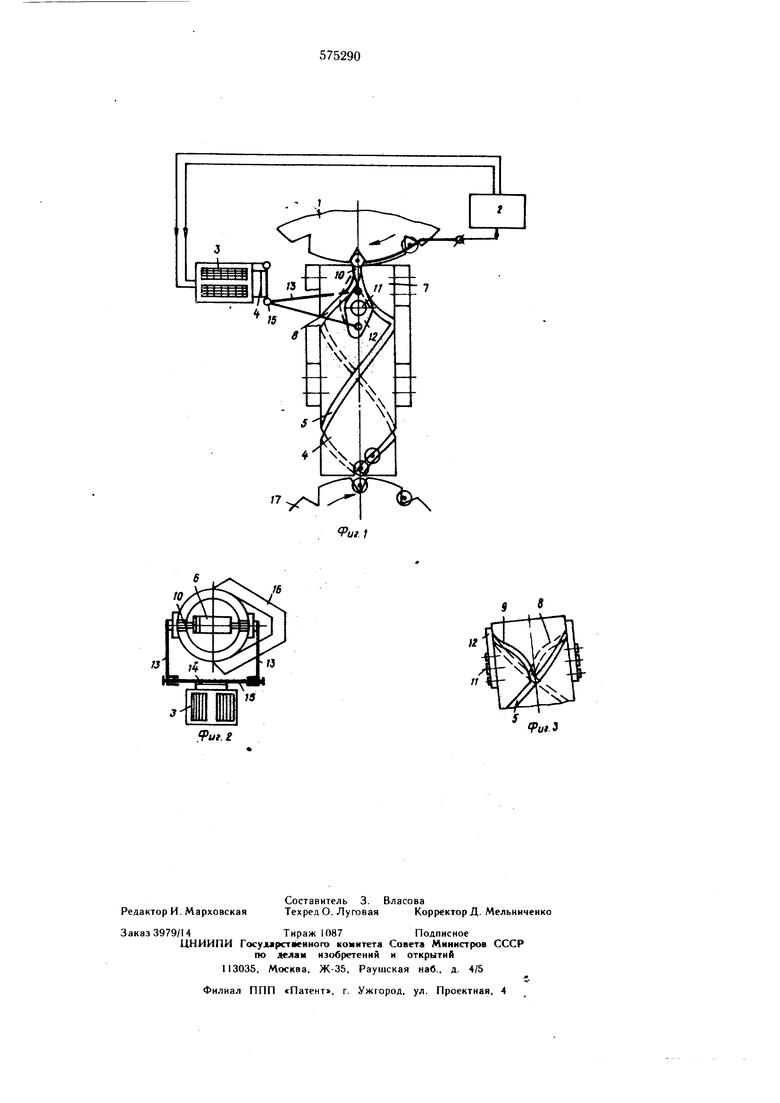
На фиг. Г схематически изображено предложенное устро йство; иа фиг. 2 -то же, вид сверху; на фиг. 3-место соединения разнонаправленных спиральных пазов наконечника со спиральным пазом питателя. ;
Устройство для загрузки и ориентации деталей с осевыми выводами содержит транспортер 1 с датчиком 2 положения, соединенным с исполнительным электромагнитом 3, и расположенный под транспортером 1 цилиндрический питатель 4, имеющий, спиральный паз 5 для прохождения деталей 6. Устройство снабжено установленным над цилиндрическим питателем 4 соосио с ннм наконечником 7, имеющим
разнонаправленные спиральные пазы 8 и 9, сообщающиеся со спиральным пазом 5 цилиндрического питателя 4, причем паз 8 имеет то же направление, что и паз 5 и является продолжением последнего, а паз 9 направлен по отношению к пазу 8 в противоположном направлении и также является продолжением паза цилиндрического питателя. Спиральные пазы 8 и 9 имеют общий входной канал Ю , в зоне которого установлены на осях II направляющие стрелки 12, связанные посредством тяг 13 с установленной на якоре 14 исполнительного электромагнита
3осью 15 таким образом, что эти стрелки при повороте якоря 14 разворачиваются в противоположных направлениях и поочередно, в зависимости от сигнала датчика 2 о положении детали, перекрывают спиральные пазы 8 и 9 в наконечники 7.
Цилиндрический питатель 4 и наконечник 7 соединены между собой общим кронштейном 16 при помощи которого питатель устанавливается на автомате.
Для съема деталей 6 с питателя 4 служит установленный под ним съемник 17 ориентироBJHHbix деталей, выполненный, например, в виде дискового транспортера.
Устройство работает следующим образом.
С помощью транспортера I детали 6 подаются к датчику 2 положения, который определяет их положение например, по полярности или по внешней обкладке. Если деталь б правильно ориентирована, то она через общий входной канал 10 по спиральному пазу 8 наконечника 7 и по спиральному пазу 5 питателя
4поступает под тяжестью собственного веса в съемник ориентированных деталей.
Если же деталь 6 занимает неправильно ориентированное положение, то датчик положения 2 дает сигнал на включение исполнительного электромагнита 3, якорь 14 которого поворачивается (притягивается к сердечнику) и через ось 15 тяги 13 разворачивают направляющие стрелки 12 в противоположных направлениях.
Направляющие стрелки 12 перекрывают спиральный паз 8 и деталь б через общий входной канал 10, противоположно направленный в наконечнике 7 спиральный паз 9 и спиральный паз 5 питателя 4 под собственным весом поступает на съемник 17 ориентированных
деталей, причем, проходя по пазу 9, деталь разворачивается на 180° и поступает на съемник в правильно ориентированном положении.
При отключании электромагнита 3 якорь 14 возвращается в исходное положение, и направляющие стрелки J2 занимают первоначальное положение, что соответствует правильному положению детали. При этом спиральный паз 9 перекрыт направляющими стрелками 12, а спиральный паз 8 открыт для прохождения детали 6.
Таким образом, устройство обеспечивает подачу всех деталей б с транспортера 1 на съемник 17 в правильно ориентированном положении, после чего детали подаются на позицию маркировки или удаковки.
Формула, изобретения
Устройство для загрузки и ориентации деталей с осевыми выводами, включающее транспортер с исиолнительиым электромагнитом и датчиком положения,; размещенный под ним цилиндрический питатель со спиральным пазом, и съемник ч)иентированиых деталей, оглмчаюи ееся тем, что, с целью повышения надежности работы и увеличения производительности устройства, оно снабжено установленным над цилиндрическим питателем соосно с ним наконечником с направляющими стрелками и с разнонаправленными спиральными пазами, имеющими в нижней части общий выходной канал, соединенный,со спиральным пазом питателя, а. в верхней части, со стороны транспортера, общий входной канал, в зоне которого установлены направляющие стрелки, взаимодействующие
посредством тяг с исполнительным электромагнитом с возможностью их одновременного разворота в противоположных направлениях и перекрытия одного из спиральных пазов наконечника.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство № 208418, В 23 Q 7/02, J965.
2.Авторское свидетельство № 212722, В 23 D 30/01, 1967.
17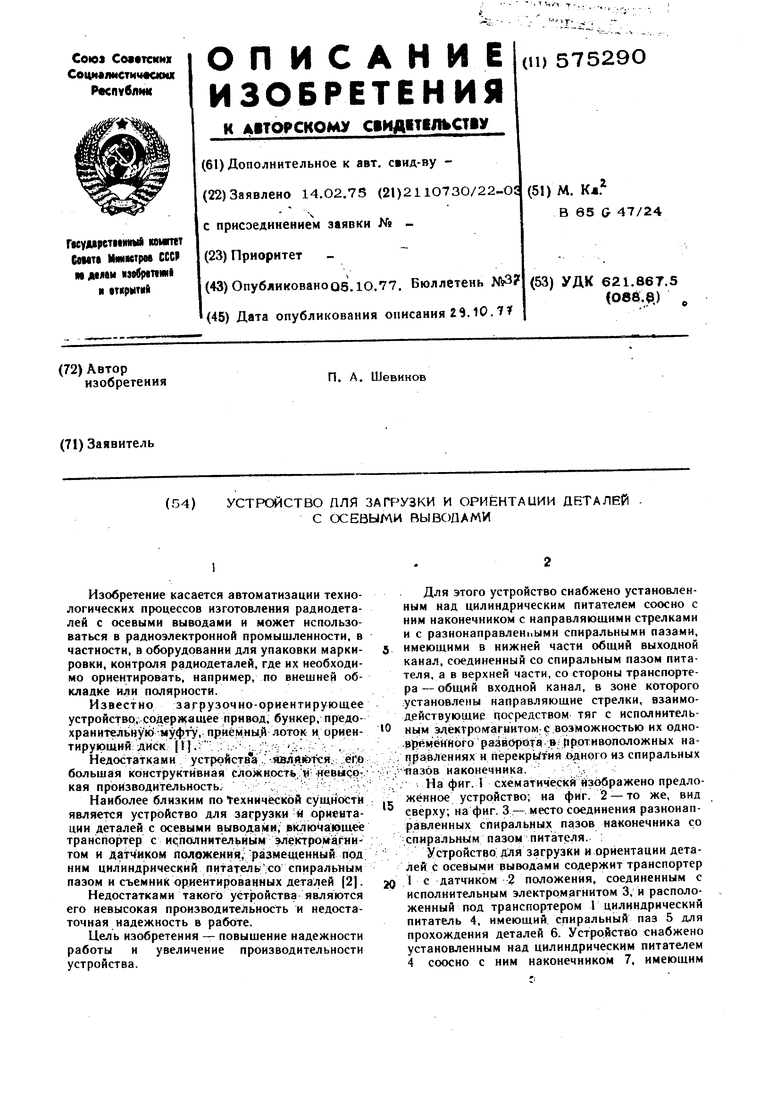
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для упаковки радиодеталей с осевыми выводами | 1974 |
|
SU519363A1 |
| Автоматическая линия для изготовления радиодеталей | 1983 |
|
SU1128298A1 |
| Устройство для ориентированной подачи плоских радиодеталей с металлизированным покрытием на противоположных сторонах | 1982 |
|
SU1029244A1 |
| Автомат для приварки к торцам труб элементов соединительной арматуры | 1974 |
|
SU640830A1 |
| Устройство для маркировки изделий | 1983 |
|
SU1129663A1 |
| Устройство для подачи радиодеталей с однонаправленными выводами к измерительному блоку | 1979 |
|
SU928689A1 |
| Устройство для выгрузки радиодеталей из групповых кассет с канавками | 1990 |
|
SU1781857A1 |
| Питатель | 1980 |
|
SU908709A1 |
| АВТОМАТ ДЛЯ СОРТИРОВКИ ПО ВЕСУ СТЕРЖНЕВЫХ ИЗДЕЛИЙ | 1990 |
|
RU2062665C1 |
| Устройство для намотки секций рулонных конденсаторов | 1983 |
|
SU1150671A1 |
f6
Vui. I
п
ipuiS
