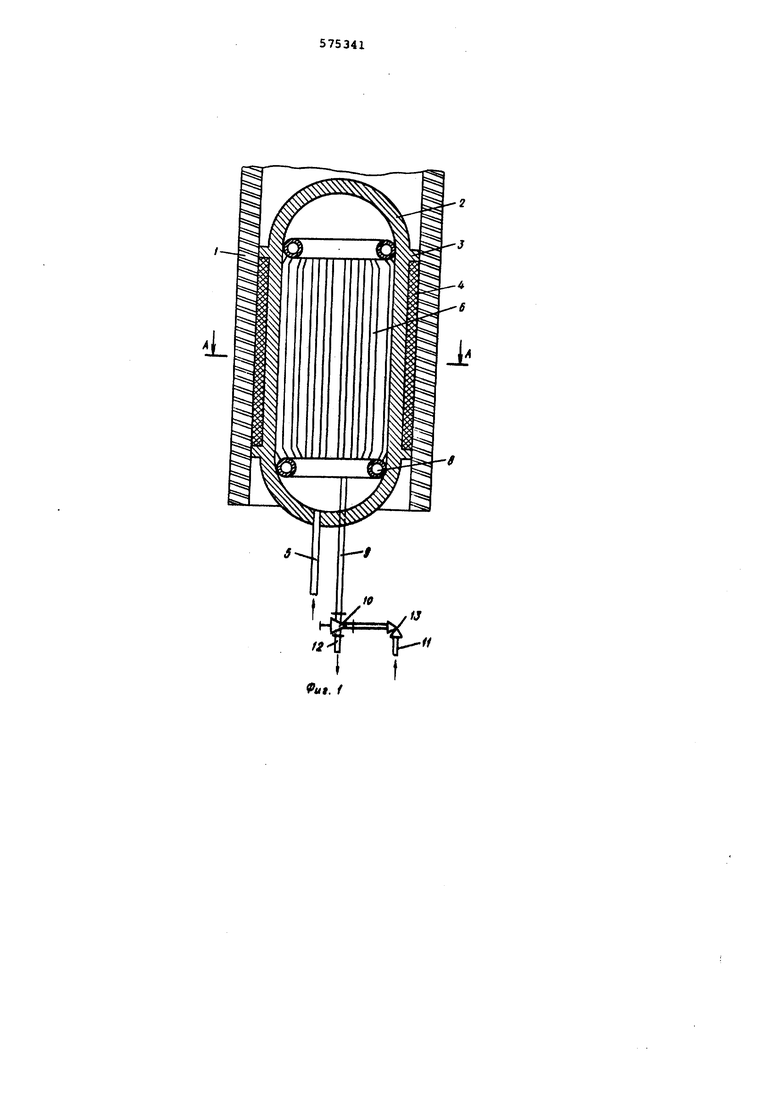
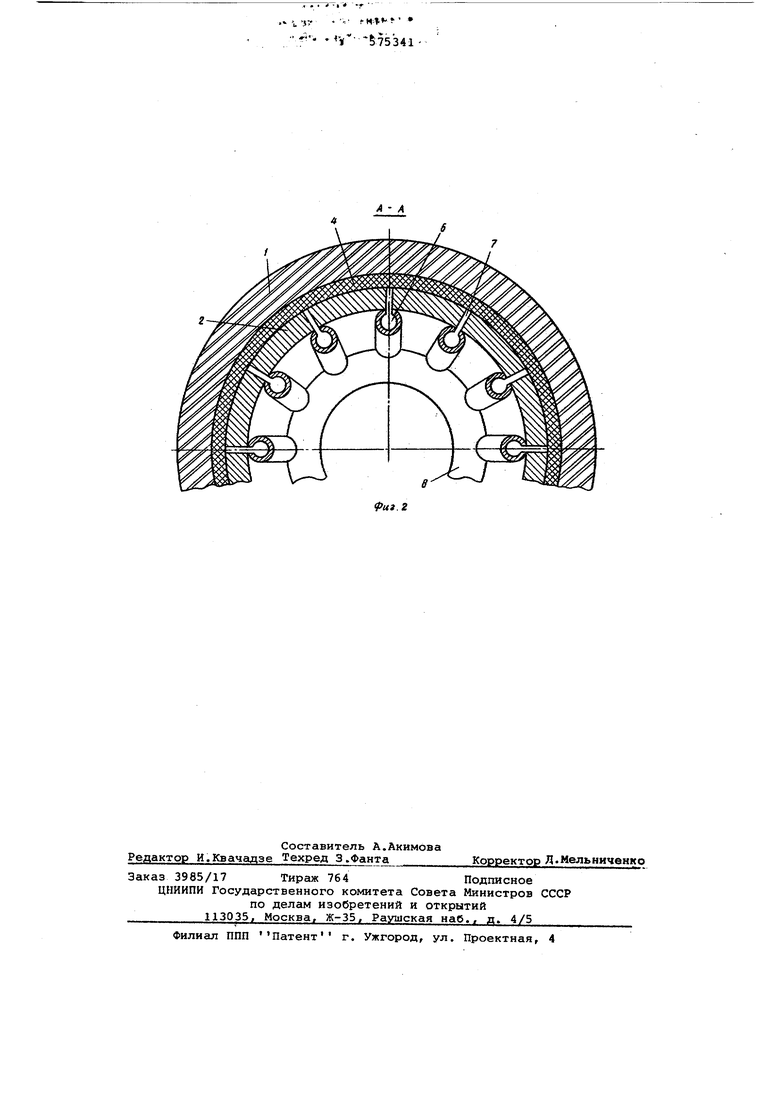
его на новый участок и таким образом о&еспечить пропитку изделия любой длины. На фиг, 1 изображено предложенное устройство; на фиг. 2 - разрез А-А фиг.1. Устройство для пропитки полой кон струкции 1 имеет эластичный сердечник 2 с уплотнительными кольцами 3, между которыми на наружной поверхности сердечника помещена пористая прокладка 4. Трубопроводом 5 сердечник 2 соединен с устройством, нагнетающим во внутреннюю полость сердечника газ или жидкость. Внутри сердечника 2 находится приспособление для подачи пропиточного состава Приспособление выполнено из закрепленных по образующим внутренней поверхности сердечника 2 эластичных трубок 6, сообщающихся через перфорацию в стенке трубок 6 и каналы 7 в корпусе сердечника 2 с пористой прокладкой 4. Эластичные трубки 6 объединены в единую систему двумя кольцевыми эластичными коллекторами 8, один из которых соединен трубопроводом через двухходовой кран 10 с нагнетательным трубопроводом 11 и отсасывающим трубопроводом 12 вакуум-системы. На нагнетательном трубопроводе установлен обратный клапан Устройство работает следующим гУ8разом. В полость пропитываемой конструкции 1 устанавливается сердечник 2, в который по трубопроводу 5 нагнетается газ или жидкость под давлением 3-4 кгс/см , что обеспечивает герметизацию пространства, занятогоэлд тичной пористой прокладкой 4, за счет прижатия уплотняющих колец 3 к внутренней поверхности конструкции Затем по нагнетательному трубопро воду 11 через двухходовой кран 10 и трубопровод 9 пропиточный состав подается в коллектор 8, а оттуда по перфорированным трубкам 6 и каналам 7 поступает в пористую прокладку 4, насыщая ее. После насыщения пористой прокладки 4 подача пропиточного состава прекращается и в сердечнике 2 создается давление 5-20 кгс/см, под действием которого пористая проклад)ка 4 сжимается, и пропиточный состав проникает в пористую поверхность кон струкции 1. Обратный клапан 13, установленный на напорном трубопроводе 11, препятствует утечке пропиточного состава из устройства для его подачи. Этим создается возможность для постоянного насыщения прокладки 4 за счет выдавливания пропиточного состава из коллектора а и трубок 6 во время подъема давления в сердечнике 2. По окончании процесса пропитки коллектор 8 через двухходовой кран 10 и трубопровод 12 соединяется с вакуумсистемой и неиспользованный пропиточный состав отсасывается. Затем давление внутри сердечника 2 снижается и он передвигается на следующую позицию с перекрытием пористой прокладкой 4 части пропитанного участка. Цикл пропитки повторяется многократно в зависимости от длины конструкции. После пропитки конструкции пропиточный состав отверждается известными способами в зависимости от его свойств. Предлох енное устройство для пропитки полых изделий из пористого материала позволяет за счет непрерывного проведения процесса без извлечения устройства из полости конструкции пропитывать изделия любой длини. Формула изобретения Устройство для пропитки полых изделий из пористого материала, содержащее ци шидpичecкий сердечник, вакуум-систему и приспособление для подачи пропиточного состава, отличающееся тем, что, с целью обеспечения возможности пропитки изделий любой длины, сердечник выполнен в виде эластичной оболочки с каналами и уплотняющими кольцами, между которыми помещена пористая прокладка, а приспособление для подачи пропиточного состава - в виде расположенных внутри оболочки эластичных перфорированных трубок, объединенных кольцевыми эластичными коллекторами, один из которых соединен с нагнетательным трубопроводом и вакуум-системой, причем перфорация трубок совмещена с каналами оболочки, Источники информации,принятые во внимание при экспертизе: 1.Топильский Г.В., Вутт Ю.М., Горг бань А.К. Уплотнение железобетонных труб пропиткой растворами, Известия высших учебных заведении .Строительство и архитектура , выпуск 1, Новосибирск, 1976, с.103-109. 2.Авторское свидетельство СССР 476170, кл. С 04 В 41/22, 1973.
11
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОПИТКИ ДЛИННОМЕРНОГО НАПОЛНИТЕЛЯ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2145922C1 |
| Устройство для пропитки шпал | 1984 |
|
SU1192985A1 |
| СПОСОБ ПРОПИТКИ ПОРИСТЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2011511C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГРАФИТИРОВАННЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2522011C1 |
| Автоматизированная линия вакуумной пропитки пищевых продуктов и способ обработки продуктов, реализованный в ней | 2019 |
|
RU2744135C2 |
| Установка для пропитки обмоток электрических машин | 1986 |
|
SU1367107A1 |
| Способ изготовления оболочки антенного обтекателя из кварцевой керамики и установка для его осуществления | 2019 |
|
RU2714162C1 |
| СПОСОБ ВАКУУМНО-НАГНЕТАТЕЛЬНОЙ ПРОПИТКИ И ЗАПЕЧКИ ИЗОЛЯЦИИ ВЫСОКОВОЛЬТНЫХ ВВОДОВ | 2008 |
|
RU2362227C1 |
| Устройство для ремонта дефектных мест бетонных и железобетонных конструкций | 1985 |
|
SU1301722A1 |
| Установка для пропитки обмоток электрических машин | 1988 |
|
SU1564705A1 |