(54) СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА МАГНИТНЫХ ГОЛОВОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формирования рабочего зазора магнитной головки | 1980 |
|
SU993322A1 |
| Способ изготовления блока магнитных головок | 1981 |
|
SU968848A1 |
| Способ изготовления блока магнитных головок | 1980 |
|
SU932539A1 |
| Блок магнитных головок | 1991 |
|
SU1760549A1 |
| Способ изготовления магнитной головки | 1988 |
|
SU1545250A1 |
| Способ изготовления блока магнитных головок | 1983 |
|
SU1134958A1 |
| Блок магнитных головок | 1983 |
|
SU1144140A1 |
| Способ изготовления блока магнитных головок | 1974 |
|
SU506052A1 |
| Способ изготовления магнитных головок | 1984 |
|
SU1244707A1 |
| Блок магнитных головок | 1985 |
|
SU1307476A1 |
Изобретение относится к области магнит ной записи.
Известны способы изготовления блоков магнитных головок,закпючаюшиеся в том, что набор попусердечнйков, соединенных между собой перемычками, вставпяют в корпус н производят обработку по ппоскости разъема блока, при этом перемычки между сердечниками удаляются и образуются торцы сердечников. Дапее блок собирают, запивают компаунд и окончательно обрабатывают блок по рабочей поверхности.
Недостатком этого способа является то, что попусердечники подвергаются продолжительной механической обработке, ухудшает физические свойства материала, из которого они изготовлены и, как следст вие, снижает электрические параметры блока головок.
Известен также способ изготовпения блоков магнитных головок, при котором предварительно отрихтованные попусердечнкки с обмотками вставляют в попублоки, запивают ко паундом, обрабатывают по плоскости разъема и скрепляют в блок. Причем базирование полусер
Печников в полубяоке производят по апсх:- кости, образованной в самом полубпоке.
Однако такой способ не позволяет с высокой точностью устанавливать полусердечники в попубпоке в одной плоскости по поверхности разъема попубпоков, вследствие разпичия по высоте устанавливаемых в попубпоке полусердечников и наличия между попубпоками, я попусердечниками склеиваю ;Щего материала jpaanHjrapro по толщине, что Повышает мехадяческую обработку попусер дечников в попубпоке по алоскоств рвэьемз и снижает стабильность электрических параметров магнитной гоповки.
Цель изо етения - стабил11звиия злекг рических параметров магнитных гоповон блока путем уменьшения механической обработки плоскостей разъема его полублоков.
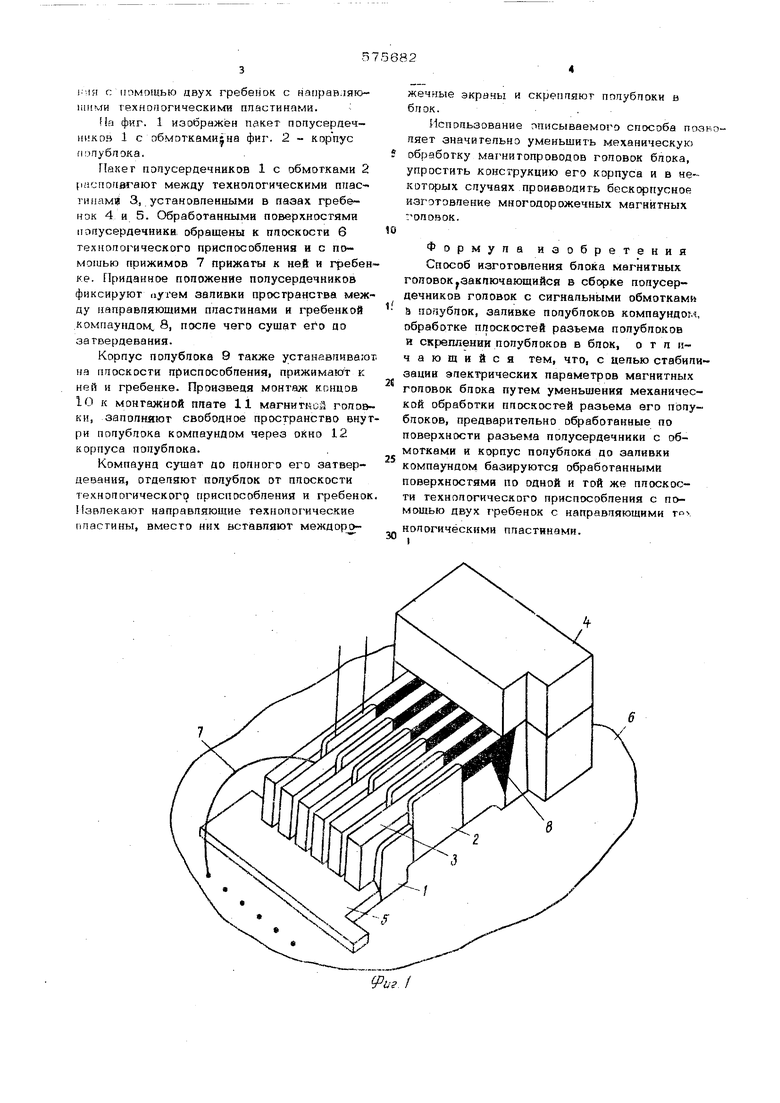
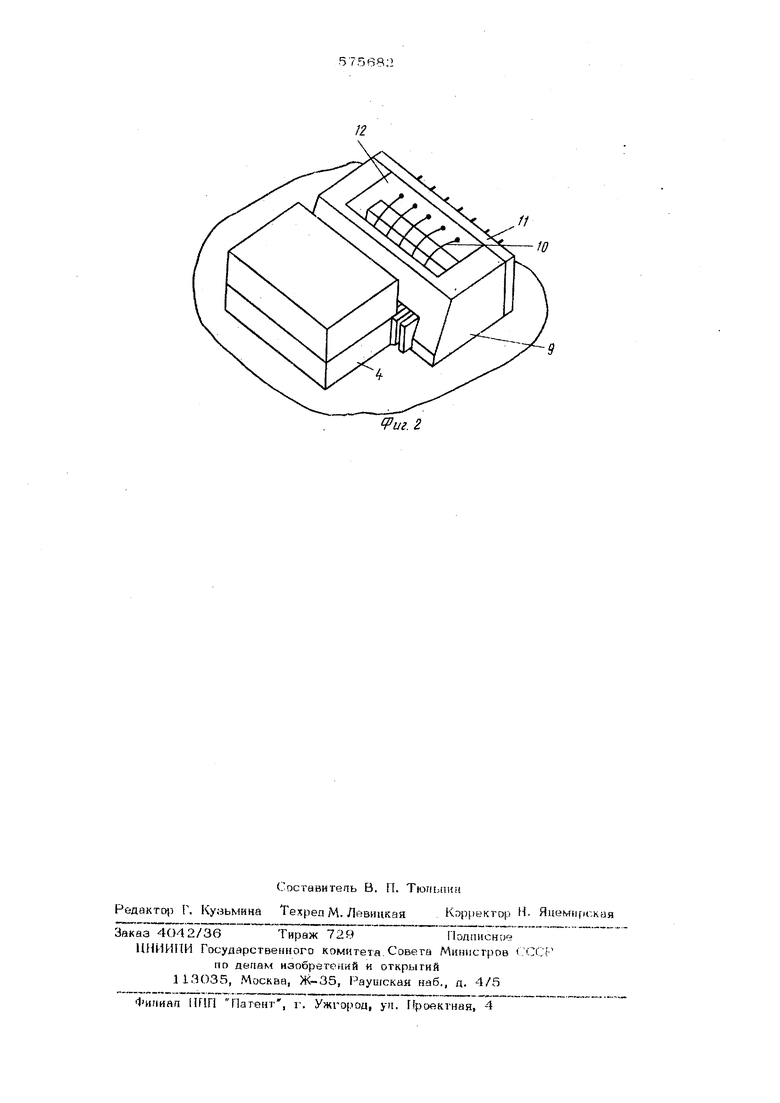
Это достигается гем, что предварительно обработанные по поверхности раэьема полусердечники с обмотками н корпус полубпока до запивки компаундом базируются обработанными поверхностя мй .ю аагой и той же плоскости технсто Еческого пркспособде1-чя с помощью двух гребе шк с наиравляюl Il fи технологическими пластинами. фиг. 1 изображён пакет попусердеч.шков 1 с обмотками на фиг. 2 - корпус папубпока.
Пакет попусердечников 1 с обмотками 2 распопйгают между технопогическими ntiacгипами 3j ус тан овпе иными в паэах гребенок 4 и 5. Обработанными поверхностями иапусердечники: обращены к паоскости 6 технопогнческого приспособления и с по мошью прижимов 7 прижаты к ней и гребенке. Приданное положение попусердечников фиксируют нугем запивки аространсгва между направаяющими пластинами н гребенкой компаундом 8, после чего сушат до затвердевания.
Корпус полубпока 9 также устанавливают на плоскости приспособпения, прижимаюгт к ней и гребенке. Произведя монтаж концов Ю к монтажной плате 11 магнитксЗ головкн, заполняют свободное пространство внутри полублока компаундом через окно 12 корпуса полубпока.
Компаунд сушат до полного его затвердевания, отделяют полубпок от плоскости технопогического приспособления и гребенок Извпекают направляющие технологические ппасгины, вместо них вставляют междорожечные экраны и скрепляют полублоки в блок..
Использование ппнсываемого способа поаляет значительно уменьшить механическую обработку магнитопроводов головок блока, упростить конструкцию его корпуса и в некоторых случаях .проиеводить бескорпусное изготовление многодорожечных магнитных головок.
Формула изобретения Способ изготовления блока магнитных головок.аакпючаюшийся в сборке попусердечкиков головок с сигнальнь1ми обмоткамя а полублок, запивке попублоков компаундом, обработке плоскостей разьема полублоков и скреплении полублоков в блок, отличающийся тем, что, с целью стабилизации электрических параметров магнитных головок блока путем уменьшения механической обработки плоскостей разьема его полублоков, предварительно обработанные по поверхности разьема полусердечники с обмотками и корпус полублока до запивки компаундом базируются обработанными поверхностями по одной и той же плоскости технологического приспособления с nt мощью двух гребенок с направляющими тх
нологичёскими ппастинами. I
//
W
иг.2
