В целях обеспечения равномерного износа рельсовой головки и получения сварного стыка, но нрочности не уступающего основному сечению рельса, а также для ликвидации укладки в путь рубок, и рельсов не (стандартной длины .и использования дефектных рельсов (для которых в настоящее время не изготовляются элементы скрепления), предлагается способ подготовки стыка к сварке, согласно кото-рому заливаемые металлом угловые канавки в головках и подошвах рельсов помещают под различными углами к продольной оси рельса. При этом промежуток между канавками оставляется свободным от заплавки.
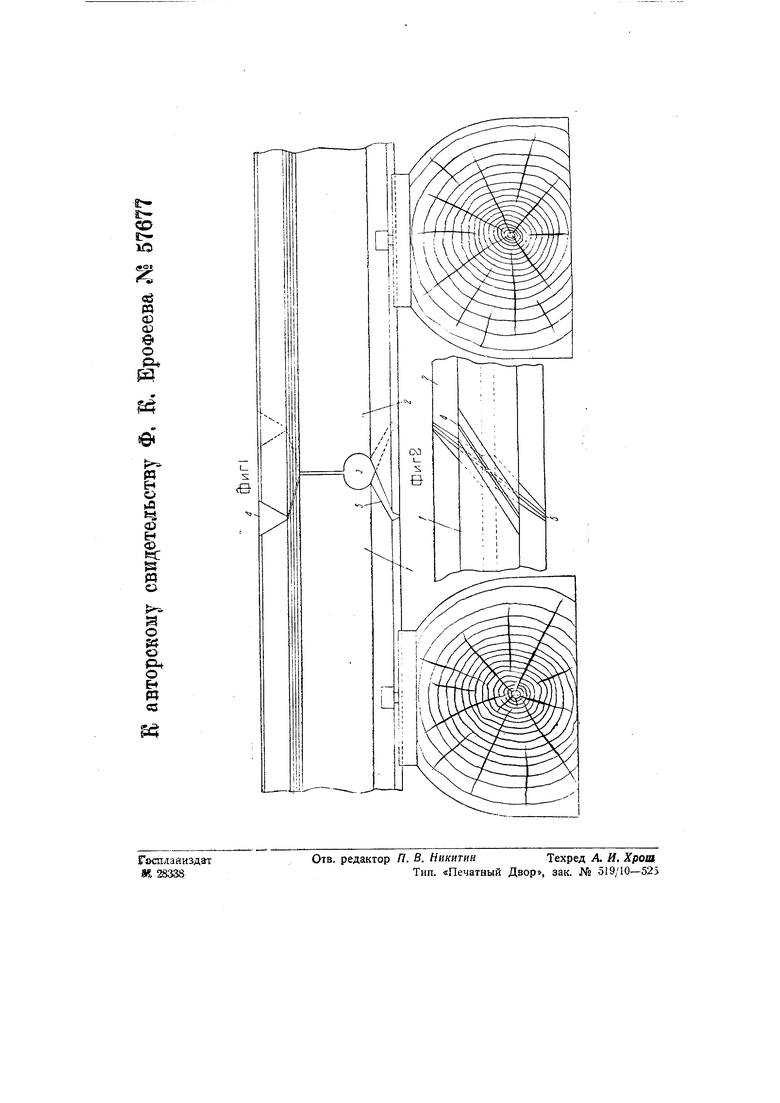
На чертеже фиг. 1 изображает боковой вид стыка, подготовленного к сварке по данному способу, фиг. 2 - то же вид сверху.
Предлагаемый способ подготовки рельсового стыка к сварке состоит в том, что головки и подошвы концов стыкаемых рельсов J, 2, предварительно срезанные путем снятия фасок, сближают Д|руг ic другом, образуя угловые канавки 4, 5, расположенные под различными (косыми) углами к продольной оси рельса. Для обеспечения провара в подошве в шейке у подошвы -рельса предусмотрено овальное отверстие 3. Канавки 4, 5 заливают металлом, с оставлением свободного от заплавления промежутка между головкой и подошвой pevibca.
При применении данного способа, с целью использования дефектных рельсов путем сварки последних в плети иаивыгоднейшей длины, неизбежны (при подготовке рельсов к сварке) некоторые потери металла и укорочение, в зависимости от длины и числа свариваемых кусков, нричем главным образом за счет основного дефекта - сбитых концов. При подготовке к сварке рельсов стандартной длины - 12,5 м, потеря металла и тсорочение выражается примерно в 0,, которые при переходе на рельсовые плети наивыгоднейшей длины не будут иметь значения, так как укорочение будет учтено при стандартизации длины рельсовой плети, а потери металла с избытком окупаются за счет экономии от устранения накладок и болтов скрепления. При помощи сварного рельсового стыка данной конструкции имеется в виду устранить возможность повреждения соединения, в отличие от косых стыков, применяемых при нормальном скреплении накладками, и обеспечить надежность эксплоатации и безопасность движения незайисимо от продвижения составов в четном или нечетном направлении по сварным колеям рельсов, ибо при боковом усилии сварной металл углообразной подготовки головки рельса с избытком перекрывается ребордой колеса.
Работа сварного стыка при применении предлагаемого способа вполне удовлетворяет требованиям его надежности, так как этот стык воспринимает нагрузку одновременно как основным, так и присадочным сварным
металлом в поперечном сечении рельса, обеспечивая плавность перехода бандажа с основного на сварной металл И создавая условия равномерного износа головки рельса.
Предмет изобретения.
Способ подготовки рельсового стыка к сварке, отличающийся тем, что заливаемые металлом угловые канавки в головках и подошвах рельсов располагают под различными углами к продольной оси рельса с оставлением свободного от заплавки промежутка между этими канавками.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения рельсов | 2016 |
|
RU2663759C2 |
| СПОСОБ РЕМОНТА РЕЛЬСОВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ БЕЗ УДАЛЕНИЯ ИХ С ПОЛОТНА | 2008 |
|
RU2364674C1 |
| СПОСОБ РЕКОНСТРУКЦИИ РЕЛЬСОВЫХ ПУТЕЙ | 2014 |
|
RU2584955C1 |
| Способ изготовления рельсовых плетей и комплекс для осуществления способа | 2017 |
|
RU2681046C1 |
| Способ устройства бесстыкового рельсового пути и устройство для его осуществления | 2020 |
|
RU2748622C1 |
| Способ и устройство повышения долговечности рельсового пути | 2018 |
|
RU2711761C1 |
| СПОСОБ ТЕРМИТНОЙ СВАРКИ РЕЛЬСОВ | 2021 |
|
RU2757644C1 |
| Ультразвуковой способ обнаружения и оценки сварных стыков рельсов при высокоскоростном контроле | 2021 |
|
RU2764571C1 |
| РЕЛЬСОВЫЙ СТЫК | 2016 |
|
RU2623011C1 |
| СПОСОБ ПЕРЕУСТРОЙСТВА ДЕЙСТВУЮЩЕГО ЗВЕНЬЕВОГО РЕЛЬСОВОГО ПУТИ В БЕССТЫКОВОЙ ПУТЬ | 2012 |
|
RU2543112C2 |