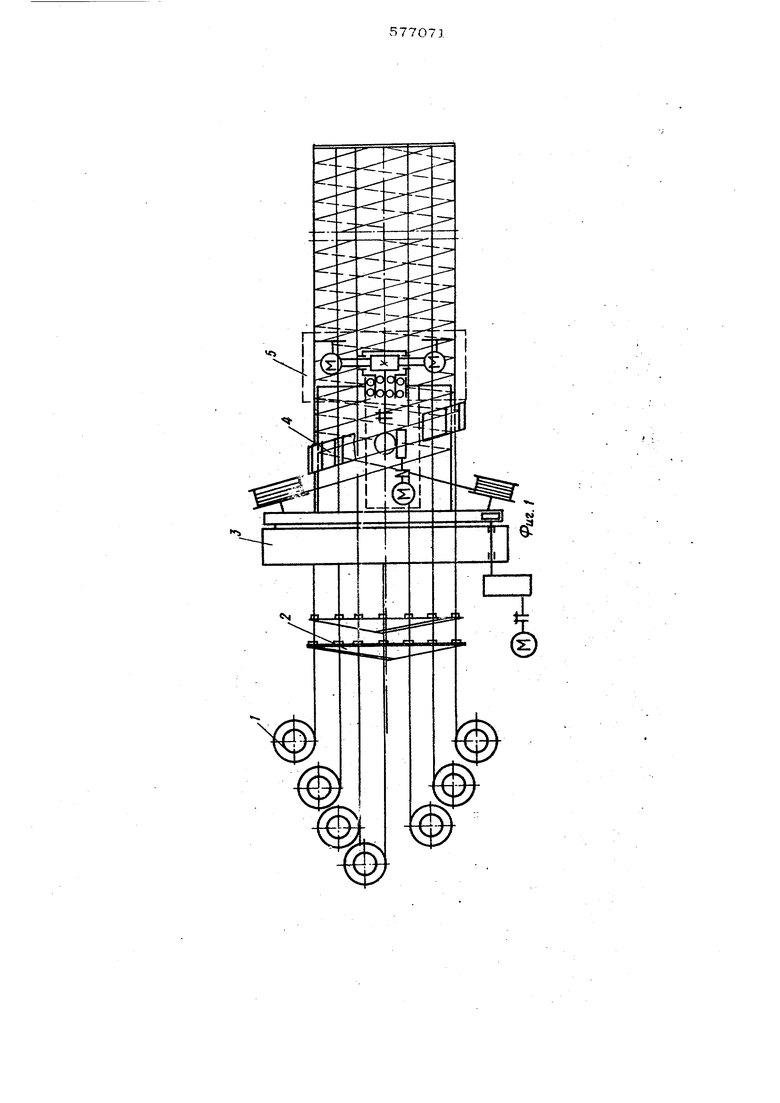
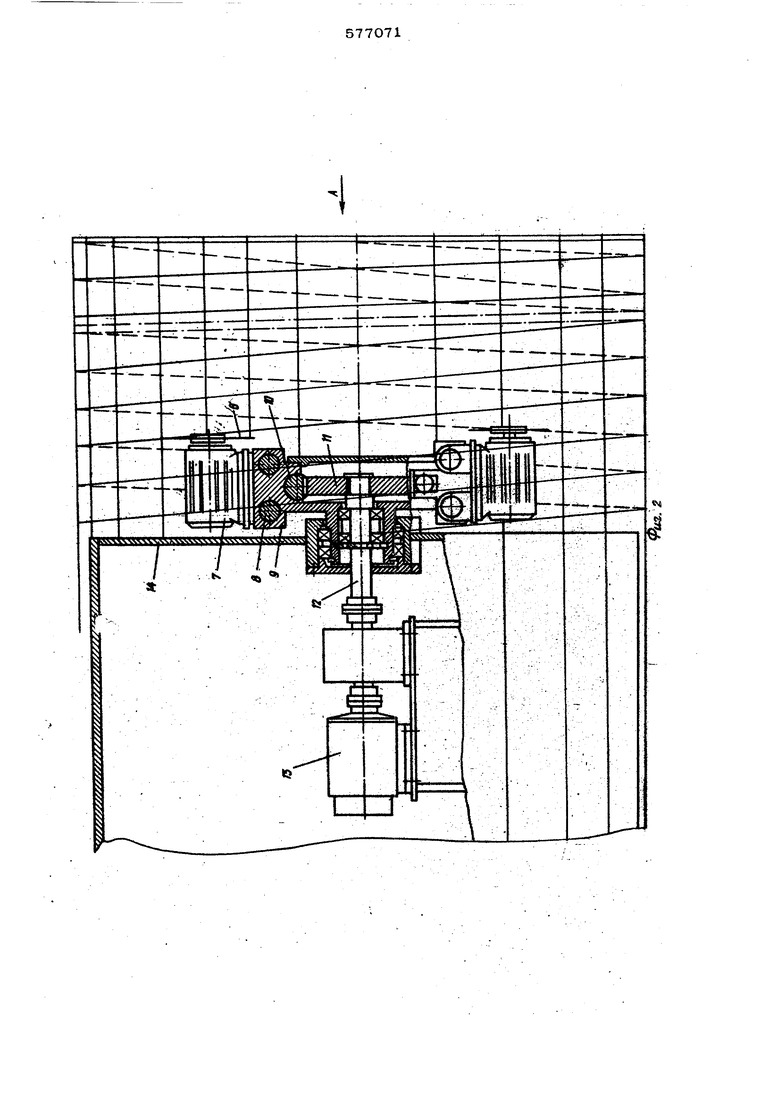
в количестве, соответствующем наибольшему числу продольных прутков продольк й арматуры изготовляемого каркаса. Механизм 2 подачи обеспечивает шаговую подачу коркоса с возможностью регулирования шага подачи в необходимых пределах. Механизм навивки спирали на продольную арматуру каркаса состоит из двух катушек с проволокой, установленных на вращающе Ь ся планшайбе. Этим обеспечивается навивка спирали в две нитки с возможным регулированием шага спирали. Сварочное устройство 4 обеспечивает одновременную свар ку всех перекрестий спирали с продольной арматурой и выполнено с возможностью тлэменения шага спирали. Механизм ; 5 резки каркаса на мерные длины выполнен в виде режущих дисков 6 с приводами 7, установленных на -направл$иощих 8 корпуса 9 механизма и соединенных с рейками Ю, взаимодействующими с шестерней 11, насаженной на вал 12 привода 13 механизма 5 резки. При этом механизм 5 резки каркаса смонтирован в опорах станины 14 сварочного устройства 4. Одна из реек 10 снабжена передвижным упором 15; рейки и напра ляющие смонтированы по обе стороны шее терни и параллельны друг другу. Машина работает следующим образом. Катушки с проволокой для продольной арматуры устанавливают на устройство 1 размотки проволоки. Концы проволок для продольной арматуры заправляют в механизм 2 подачи каркаса и выводят на барабан сварочного /устройства 4. Катушки с проволокой для спиральной арматуры устанавливают на механизм 3 навивки спирали на продольную арматуру каркаса. Концы проволок для спиральной арматуры приваривают к продоль ной арматуре, При вращении планшайбы механизма навивки спирали каркаса проволока с катушек разматывается и наматывается н продольную арматуру. Синхронно с намоткой проволоки продольная арматура перемещает ся механизмом 2 подачи каркаса на требуемый шаг. Когда механизм подачи каркаса, работающий по принципу возвратно-поступательного движениЯ| совершает «олостой ход устройство 4 ё;варивает спира Лную армату ру с продольной в точках перекрестий. После изготовления каркаса заданной дли вы машина останавливается. Автоматически включаются приводы 13 и 7 механизма 5 ,резкн, при этом вал |12 передает вращение естерне 11, которая, взаимодействуя с ейками 10, перемещает по направляющим привод 7 режущего диска 6 в сторону аркаса на величину, установленную передижным упором 15. Диск 6 врезается в каркас. При дальнейшем вращении вала 12 корпус 9, закрепленный в опорах станины 14 сварочного устройства 4, поворачивается На угол, необходимый для отрезки каркаса. Угол поворота механизма 5 резки зависит от количества режущи)с дисков 6. После отрезки каркаса вал 12 реверсируют и механизм 5 резки возвращается в исходное положение Таким образом, наличие в мащине для изготовления арматурных каркасов железобетонных изделий смонтированного на станине сварочного устройства механизма резки каркаса упрощает конструкцию и повыщает надежность, а экономическая эффективность от внедрения данной мащины составляет свыще 5,2 тыс. руб. Формула изобретения 1.Машина для контактной точечной сварки пространственных арматурных каркасов, содержащая сварочное устройство, планшй; - бу с механизмом навивки спиральной арматуры на продольные стержни, механизм подачи каркасов и механизм резки, отличающаяся тем, что, с целью упрош&ния конструкции и повыщения ее надежности, механизм резки выполнен в виде установлен ного соосно с планшайбой с возможностью поворота корпуса, снабженного направляк щими и приводной шестерней, находящейся в зацеплении с рейками, параллельными направляющим корпуса, оснащенным приводными режущими дисками, установленными с возможностью перемещения по направляющи корпуса. 2.Машина по п. 1, отличающа с я тем, что одна из реек снабжена передвижным упором. Источники информации, принятые во вн мание при экспертизе: 1.Носенко Но Е. Оборудование для изготовления, арматуры железобетона. М., Издательство литературы по строительству, 1967, с. 69. 2.Авторское свидетельство СССР № 142402, кл. В 28 В 21/64, 1961.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для контактной точечной сварки пространственных арматурных каркасов | 1976 |
|
SU617135A1 |
| Станок для изготовления арматурных каркасов железобетонных труб | 1990 |
|
SU1791597A1 |
| Станок для изготовления пространственных арматурных каркасов | 1972 |
|
SU448100A1 |
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1983 |
|
SU1119807A1 |
| Установка для изготовления арматурныхКАРКАСОВ | 1979 |
|
SU800324A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ | 1973 |
|
SU389940A1 |
| Устройство для сварки арматурных каркасов | 1977 |
|
SU662217A1 |
| Станок для изготовления арматурных каркасов железобетонных труб | 1951 |
|
SU99480A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ АРМАТУРНОГО КАРКАСА ДЛЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1973 |
|
SU403831A1 |
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1990 |
|
SU1754370A1 |