Предмет изобретения относится к станкам для механизированного изготовления арматурных каркасов железобетонных труб с винтовой навивкой и приваркой концов поперечной арматуры к продольной арматуре.
Отличнем описываемого станка от известных является применение в нем посаженных на общей/ оси особой планшаГгбы промежуточных дисков с радиальными отверстиями для установки продольных стержней арматуры в заданном положении и съемного барабана, снабженного желобчатыми разделите.тями, что позволяет изготовлять на станке арматурные каокасы для железобетонных труб различных диаметров с корзиночным плетением оголовков каркасов.
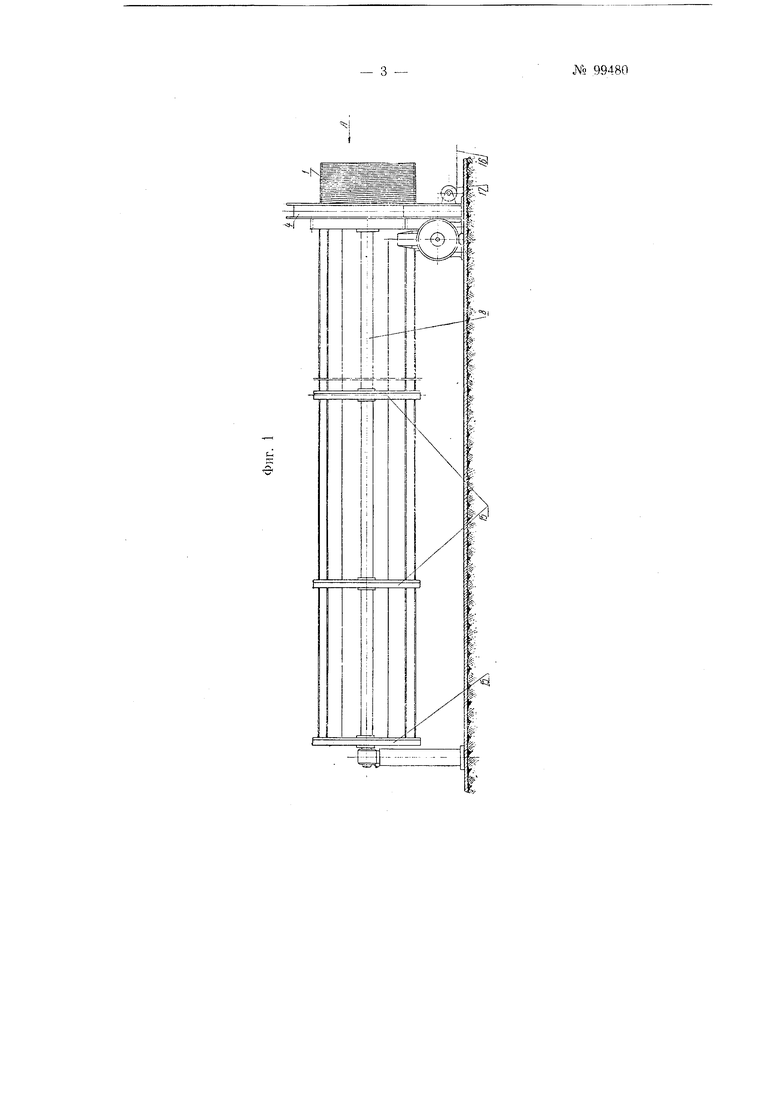
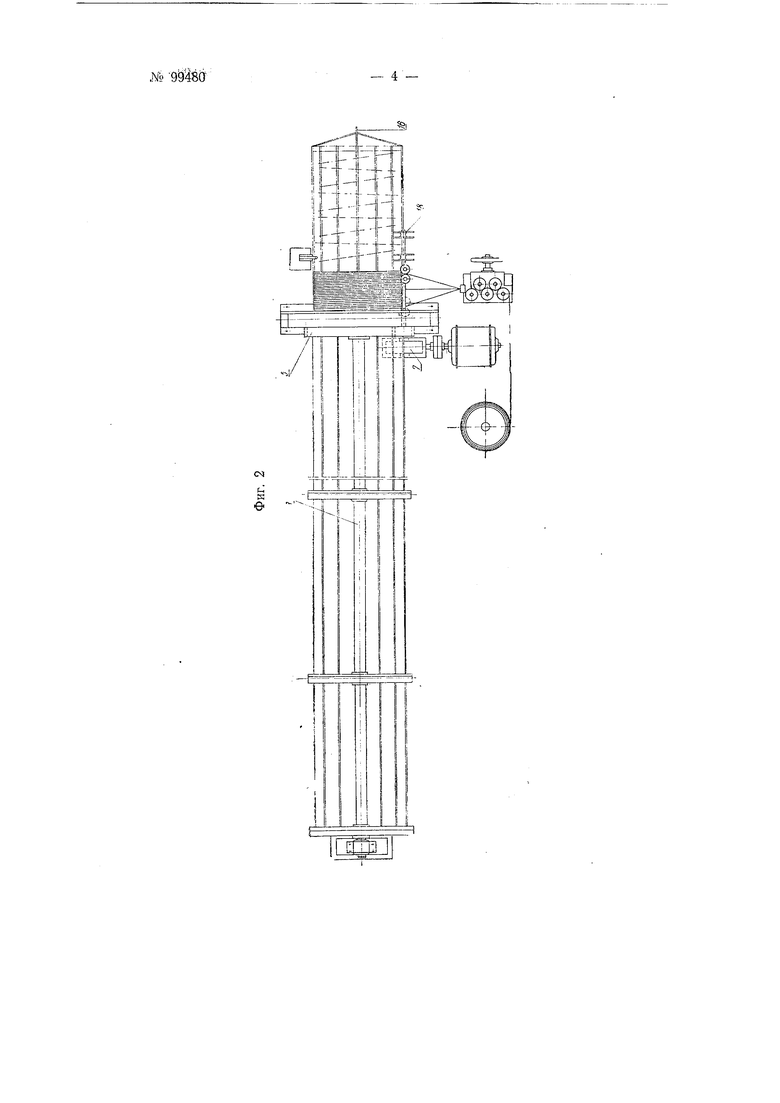
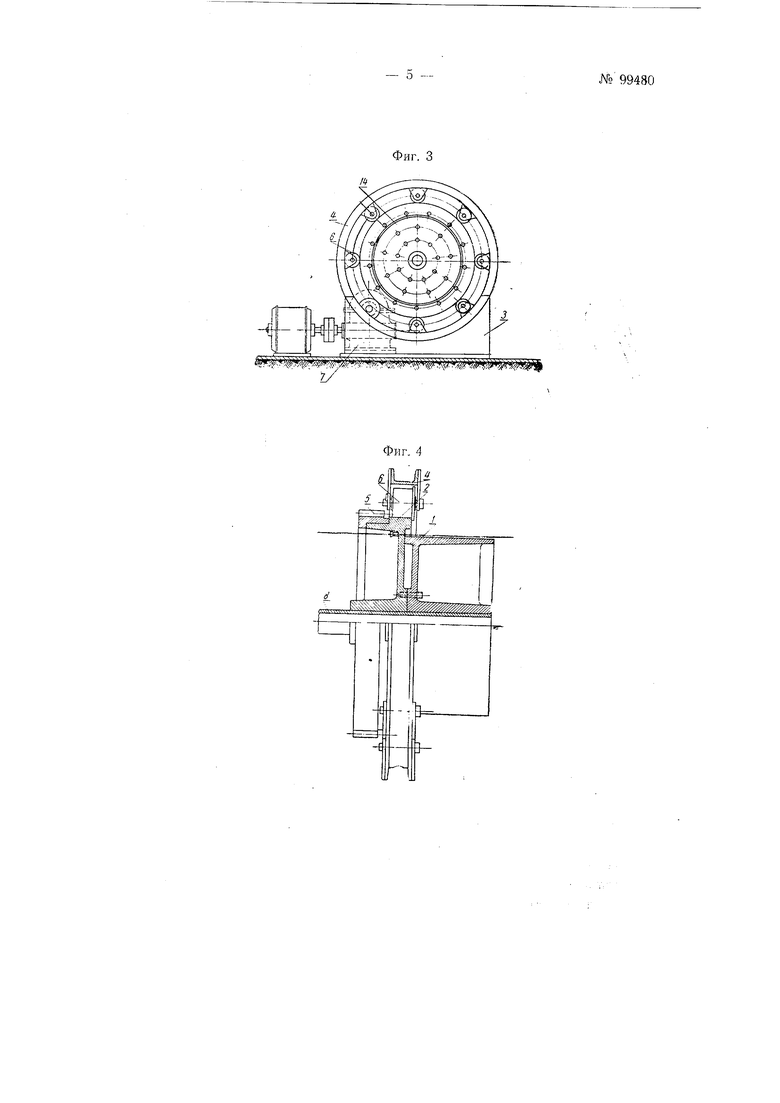
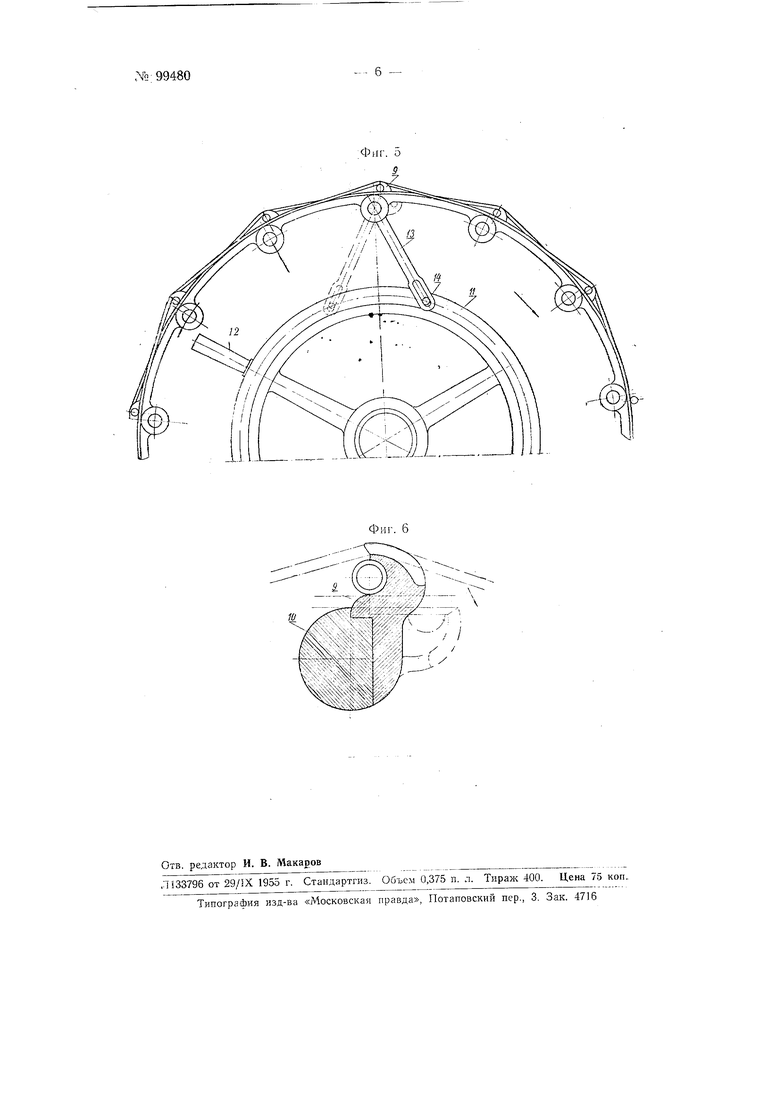
На фиг. 1 изображен вид станка сбоку с начатой иавивкой оголовка каркаса; на фиг. i - вид станка в плане в период навивки другого оголовка каркаса; на фиг. 3 - вид на станок по стрелке Л на фиг. 1; на фиг. 4 - узел крепления барабана и и.таишайбы; на фиг. 5 - схема работы разделителей; на фиг. б - разделитель.
Станок состоит из головной и промежуточной частеГ) и задней опоры.
В головной частм станка находятся барабан /, прикрепленный к планшайбе 2 и станина 2 с опорным кольцом 4. На плангиайбе установлем зубчатый венец 5, a на опорном кольце 4 станины расположены ролики 6. Зубчатый венец сцепляется с цилиндрической шестерней вала редуктора 7.
Во время работы илаишайба 2 вращается вместе с валом 8 и барабаном /; при этом внешняя окружность ее катится по роликам б . Д,1я возможности изготовления каркасов различных диаметров планшайба имеет несколько концентрических рядов отверстий для пропуска продольных стержней арматуры. По окружности барабана 1 установлены разделители 9 с желобками, в которые укладывается проволока при намотке на барабан.
Количество разделителей должно быть нечетным и зависит от диаметра каркаса. Каждый разделитель неподвижно закреплен на оси 10 н вместе с ней может поворачиваться в опорах.
Для поворота разделителей на тре-буемый угол (до 90°) на валу 5 станка установлен штурвал 11 с ручкой 12. Оси разделителей посредством рычагов 13 соединены с пальцами 14 штурвала 11.
В промежуточной части станка на валу 8 установлены диски 15, имеющие по окружности радиальные отверстия, в которые укладываются продольные стержни арматуры.
Для изготовления каркасов нескольких диаметров диски снабжены фиксаторами, позволяющими закреплять стерл ни арматуры в отверстиях на различных расстояниях от центра диска.
Работа на станке производится следующим образом.
Разделители 9 на барабане ставятся штурвалом в рабочее положение. Угол поворота разделителей должен соответствовать диаметру стержней, идущих на изготовление каркаса.
Конец обмоточной проволоки от бу.хты пропускается через правильные ролики и захватывается зажимным держателем, укрепленным на барабане.
Обмоточная проволока с требуемы.м натяжением при noMonui пары перемещающихся роликов наматывается по спирали на барабан.
Проволока при этом ложится последовательно то на барабан, то на приподнятые разделители через один виток, образуя в перегибах просветы для ввода продольных стержней каркаса.
После намотки нескольких витков и получения основы для каркаса, станок останавливается, а в просветы и в радиальные отверстия дисков 15 укладывают продольные стержни арматуры. Конец каждого стержня проП3скается также через отверстие в планшайбе, при этом пропущенные через намотанную на барабан проволоку стержни своими концами выступают из барабана на некоторую длину. Затем поворачивают штурвал //, опускают разделители и освобождают обмоточную проволоку, которая ложится на стержни, плотно их обжимая. Затем подводят контакты электросварочного аппарата и, поворачивая вал станка, приваривают несколько витков обмотки к стержням. После приварки обмотки, контакты сварочного аппарата отводятся в сторону, а конец каркаса захватывается тросом 16.
При вращении станка трос 16, пропзщ ;енный через дополнительные ролики, наматывается па малый барабан 17, связанный с электромотором, и сообщает каркасу поступательное движение, который выдвигается вдоль оси из станка.
Требуемый щаг спирали з-станавливается шаговыми б.токами 18. Продольная подача каркаса за один оборот равна щагу спирали.
На конце выдвинутого из станка каркаса производится приварка двух-трех витков обмотки к продольным стержням так же, как и на переднем конце каркаса.
Предмет изобретения
1.Станок для изготовления арматурных каркасов железобетонных труб с вннтовой навивкой и приваркой концов поперечной арматуры к продольной арматуре, о т л и ч а юИ1 и и с я тем, что, с целью удержания арматуры в заданном положении, он выполнен с вращающимися па общей оси планшайбой, прикрепленным к пей барабаном для навивки поперечной арматуры, а также с
промежуточными дисками для установки продольных стержней арматуры.
2.Форма выполнения станка по п. 1, отличающаяся тем, что для возможности изготовления каркасов разных диаметров он выполнен со сменными барабанами разных диаметров, с планшайбой и промежуточными дисками, имеющими несколько концентрических рядов отверстий.
3.Форма выполнения станка по пп. 1 и 2, отличающаяся тем, что, с целью осуществления корзиночного плетения оголовков трубных каркасов, барабан снабжен желобчатыми разделителями.
см
tn
f-. 7/
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для изготовления арматурных каркасов железобетонных труб и тому подобных изделий | 1956 |
|
SU137658A1 |
| Станок для изготовления арматурных каркасов | 1971 |
|
SU530937A1 |
| Станок для изготовления пространственныхАРМАТуРНыХ KAPKACOB | 1979 |
|
SU797829A1 |
| Станок для изготовления арматурных каркасов | 1981 |
|
SU958058A1 |
| Станок для изготовления арматурных каркасов железобетонных труб | 1978 |
|
SU737603A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ | 1973 |
|
SU389940A1 |
| Устройство для сварки пространственных арматурных каркасов | 1983 |
|
SU1101337A1 |
| Станок для изготовления арматурных каркасов железобетонных изделий | 1976 |
|
SU617133A1 |
| Автоматический станок для изготовления арматурных каркасов методом навивки и приварки на продольные стержни проволочных спиральных витков | 1950 |
|
SU99831A1 |
| Устройство для изготовления арматурных каркасов труб | 1988 |
|
SU1512698A1 |
J
J}: Щ|
