11
Изобретение относится к сварочной технике, в частности, к машинам сварки объемных каркасов методом непрерывной навивки и может быть использовано при изготовлении арматурных каркасов, имеющих в поперечном сечении окружность, квадрат, прямоугольник, треугольник, трапецию.
Известно устройство для контактйой точечной сварки пространственных арматурных каркасов, кондуктор которого состоит из опорных элементов, электрически изолированных друг от руга, и установленных с возможностью фиксируемого (крепежным болтом) глового смещения относительно друг руга l .
Недостатком этого устройства вляется невозможность регулироваия относительного положения опорых элементов в процессе изготовления каркаса с переменным шагом поперечной спирали, что не обеспечивает предотвращения винтообразного скручивания участков каркаса с различньаш шагами спирали.
Наиболее близким по технической сущности и достигаемому эффекту к изобретению является устройство для контактной точечной сварки пространственных арматурных каркасов, содержащее планшайбу и шпиндель с синхронизируюпр м механизмом, тележку с приводом, сварочные электроды 2 .
Однако известное устройство не устраняет скручивания каркаса в процессе сварки. Кроме того,.при изготовлении каркасов различного поперечного сечения требуется время на переналадку устройства из-за смены фиксирующих элементов.
Цель изобретения - упрощение переналадки и предотвращение винтового скручивания при изготовлении каркасов с переменным шагом поперечной спирали.
Указанная цель достигается тем, что устройство для контактной точечной сварки пространственных арматурных каркасов, содержащее планшайбу и шпиндель с синхронизирующим механизмом, тележку с приводом, сварочные электроды, снабжено механизмом углового смещения каркаса, выполненным в виде зубчатого колеса, жестко соединенного с валом шпинде19807J
ля, водила, имеющего с планшайбой, синхронную скорость, свободно установленного на валу с расположенными на осях по его периферии двупле5 чими рычагами, один плечи которых
взаимодействуют с упорами, закреп ленными на тележке, а на других плечах шарнирно установлены с возможностью взаимодействия с зубчатым
0 колесом собачки.
Предотвращение винтообразного скручивания каркаса с переменным шагом поперечной спирали осуществляется путем принудительного закру15 чивания изготовленной части каркаса в направлении, обратном скручиванию. При этом величина закручивания определяется шагом спирали и регулируется.
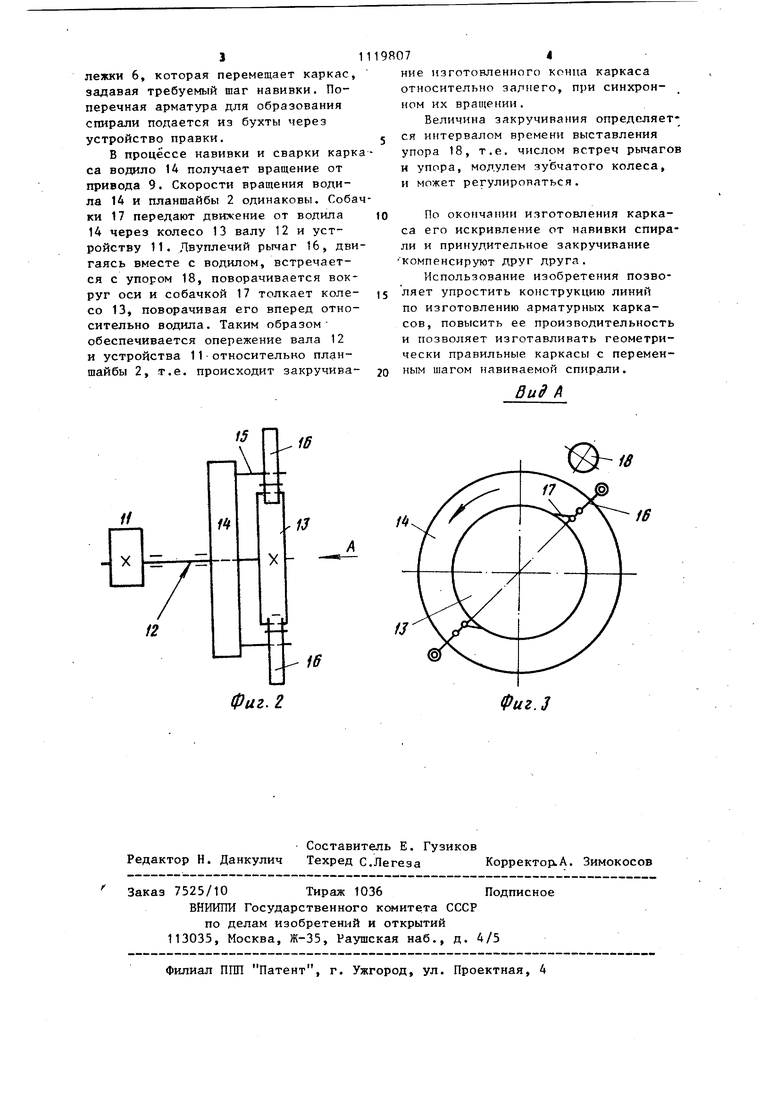
20 На фиг. 1 схематично показано устройство, общий вид; на фиг. 2 кинематическая схема механизма углового смещения на фиг. 3 - вид А на фиг. 2.
5 На станине t установлена планшайба 2 с приводом 3 вращения, сварочный трансформатор 4 и сварочные электроды 5 (ролики), тележка 6 с приводом 7, содержащая шпиндель
0 8с приводом 9 вращения. Приводы планшайбы 3 и шпинделя 8 синхронизированы механизмом 10. Шпиндель 8 состоит из устройства 11 закрепления продольной арматуры, жестко сое диненного с валом 12 и механизма углового смещения, содержащего зубчатое колесо 13, жестко соединенное с валом, водила 14, свободно установленного на валу, с осями 15, несу0 щими двуплечие рычаги 16, на одном плече которых шарнирно установлены собачки 17. Исходное положение рычагов определяется пружиной и штифтом. Собачки под воздействием пруj жин постоянно прижимаются к зубчатому колесу.
На корпусе тележки 6 находится упор 18, имеющий привод - это может быть тянущий (толкающий) магнит.
- Устройство работает следующим образом.
Предварительно уложенная в планшайбу 2 продольная арматура закрепляется в шпинделе 8, поперечная ар5 матура приваривается к одному из
продольных стержней. Навивка и сварка происходит при синхронном вращении планшайбы 2 и шпинделя 8 те31
лежки 6, которая перемещает каркас, задавая требуемый шаг навивки. Поперечная арматура для образования спирали подается из бухты через устройство правки.
В процессе навивки и сварки каркаса водило 14 получает вращение от привода 9. Скорости вращения водила 14 и планшайбы 2 одинаковы. Собачки 17 передают движение от водила 14 через колесо 13 валу 12 и устройству 11. Двуплечий рычаг 16, двигаясь вместе с водилом, встречается с упором 18, поворачивается вокруг оси и собачкой 17 толкает колесо 13, поворачивая его вперед относительно водила. Таким образом обеспечивается опережение вала 12 и устройства 11 относительно планшайбы 2, т.е. происходит закручива074
ние изготовленного конца каркаса относительно зариего, при синхронном их вращении.
Величина закручивания определяется интервалом времени выставления упора 18, т.е. числом встреч рычагов и упора, модулем зубчатого колеса, и может регулироваться.
По окончании изготовления каркаса его искривление от навивки спирали и принудительное закручивание компенсируют ДРУГ друга.
Использование изобретения позволяет упростить конструкцию линий по изготовлению арматурных каркасов, повысить ее производительность и позволяет изготавливать геометрически правильные каркасы с переменным шагом навиваемой спирали.
Вид /
16
Фиг. 2
Фиг.З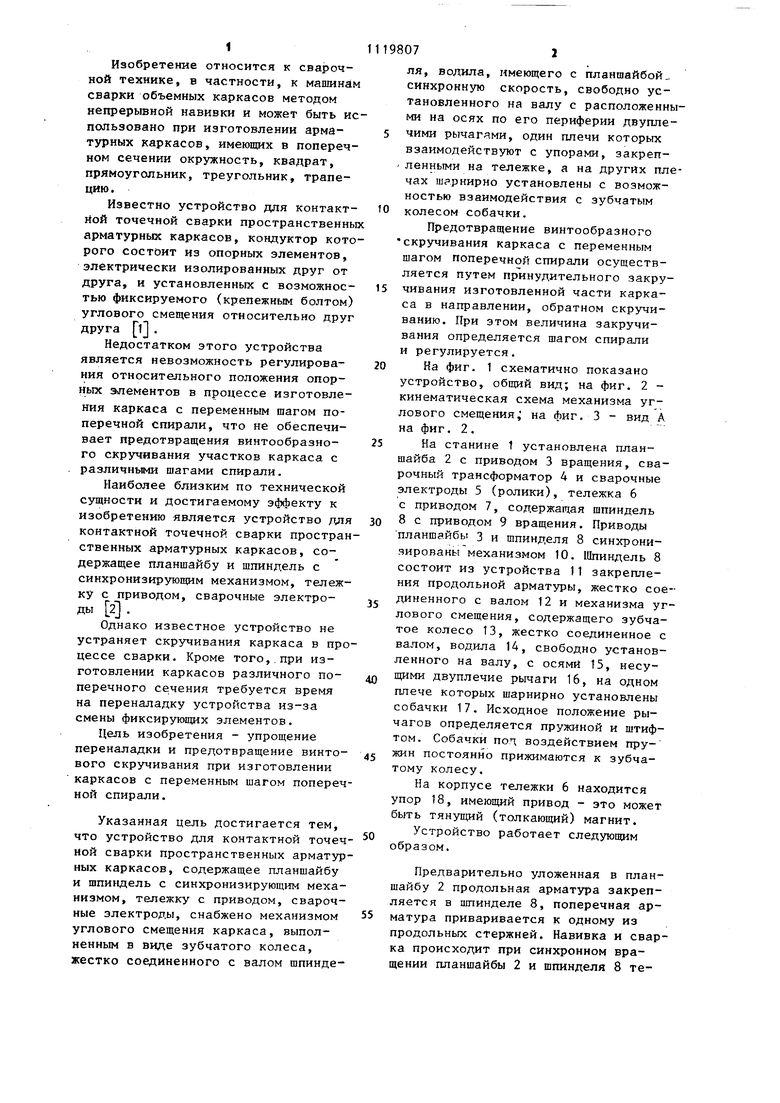
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контактной точечной сварки арматурных каркасов | 1985 |
|
SU1234115A1 |
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1990 |
|
SU1754370A1 |
| Установка для изготовления арматурных каркасов | 1990 |
|
SU1738977A1 |
| Устройство для сварки пространственных арматурных каркасов | 1983 |
|
SU1101337A1 |
| Станок для контактной сварки пространственных арматурных каркасов | 1988 |
|
SU1516274A2 |
| СТАНОК ДЛЯ СВАРКИ АРМАТУРНЫХ КАРКАСОВ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1973 |
|
SU361847A1 |
| Машина для контактной точечной сварки пространственных арматурных каркасов | 1976 |
|
SU577071A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ АРЛ\АТУРНЫХ КАРКАСОВ | 1973 |
|
SU400683A1 |
| Способ изготовления пространственных арматурных каркасов | 1981 |
|
SU1097466A1 |
| Станок для контактной сварки пространственных арматурных каркасов | 1983 |
|
SU1143549A1 |
УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ, содержащее планшайбу и шпиндель с синхронизирующим механизмом, тележку с приводом. сварочные электроды, отличающееся тем, что, с целью упрощения переналадки и предотвращения винтового скручивания при изготовлении каркасов с перемеЕШым шагом поперечнозЧ спирали, .устройство снабжено механизмом углового смещения каркаса, выполненным в виде зубчатого колеса, жестко соединенного с валом шпинделя, водила, имеющего с планшайбой синхронную скорость, свободно установленного на валу с расположенными на осях по его периферии двуплечими рычагами, одни плечи которых взаимодействуют с упорами, § закрепленными на тележке, а на других плечах шарнирно установлены с (Л возможностью взаимодействия с зубчатым колесом собачки. X 30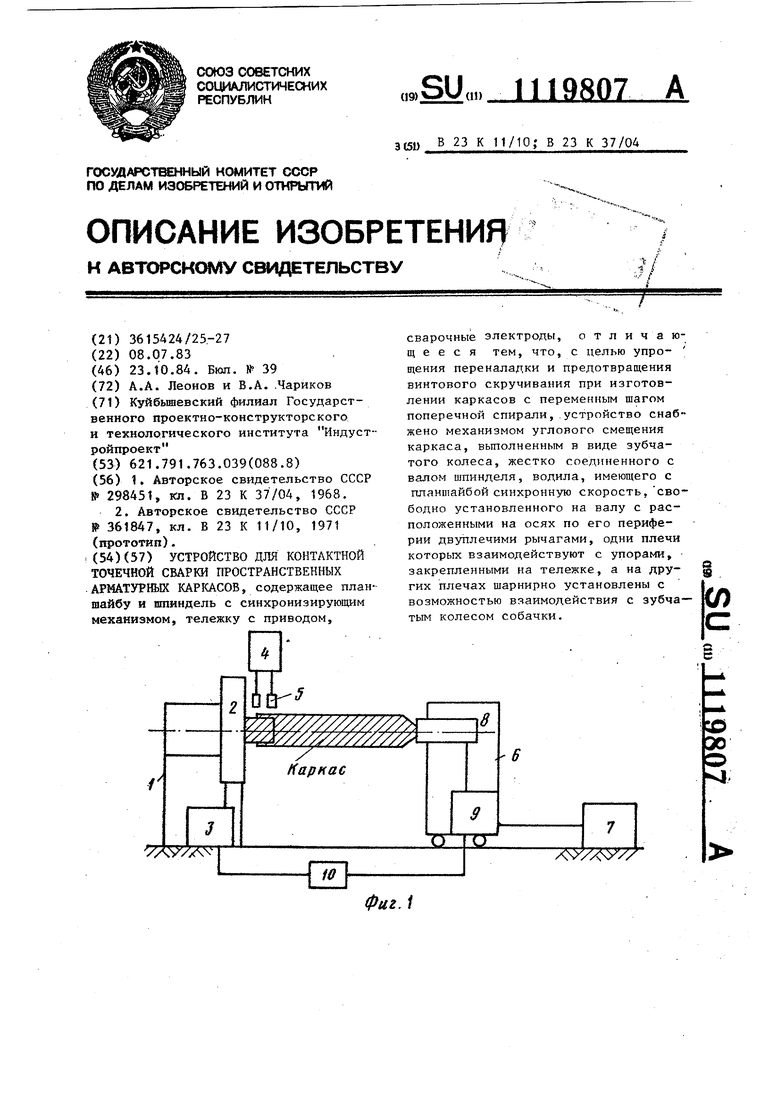
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СТАНОК ДЛЯ СВАРКИ АРМАТУРНЫХ КАРКАСОВ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 0 |
|
SU361847A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| . | |||
