Изобретение относится к строительству и предназначено для использования в установках для сварки объемных арматурных каркасов железобетонных изделий.
Наиболее распространены установки с непрерывной спиральной навивкой поперечной арматуры на продольный каркас и поштучной выдачей плоской арматуры (хомутов) под место сварки 1.
В установках с непрерывной навивкой арматуры можно достичь большой производительности ввиду непрерывности процесса, однако на них невозможно, как правило, сваривать арматуру большого диаметра из-за конструкции электродов, представляющих собой ролики, которыми трудно создать необходимые давления и токи сварки в отличие от плоских электродов, устанавливаемых на машинах с поштучной выдачей под место сварки плоских каркасов (хомутов); кроме того, непрерывная навивка предпочтительна для круглых каркасов, в прямоугольных часто происходит потеря геометрических форм из-за наличия остаточных деформаций в обвязочной проволоке.
Наиболее близким по технической суш,ности и достигаемому результату является устройство для сварки арматурных каркасов преимушественно прямоугольной формы с поперечными элементами в виде хомутов, содержащее сварочные электроды, механизм перемещения каркаса на шаг и механизм подачи поперечных элементов 2.
Однако известные устройства не обеспечивают достаточно высокой производительности из-за необходимости подачи хомутов вручную..
Цель изобретения - повышение производительности путем автоматизации процесса подачи хомутов в зону сварки.
Для этого механизм подачи поп еречных элементов выполнен в виде установленного вдоль линии подачи каркаса приводного вала с подпружиненным в осевом направлении диском, имеюшим винтовую наружную поверхность.
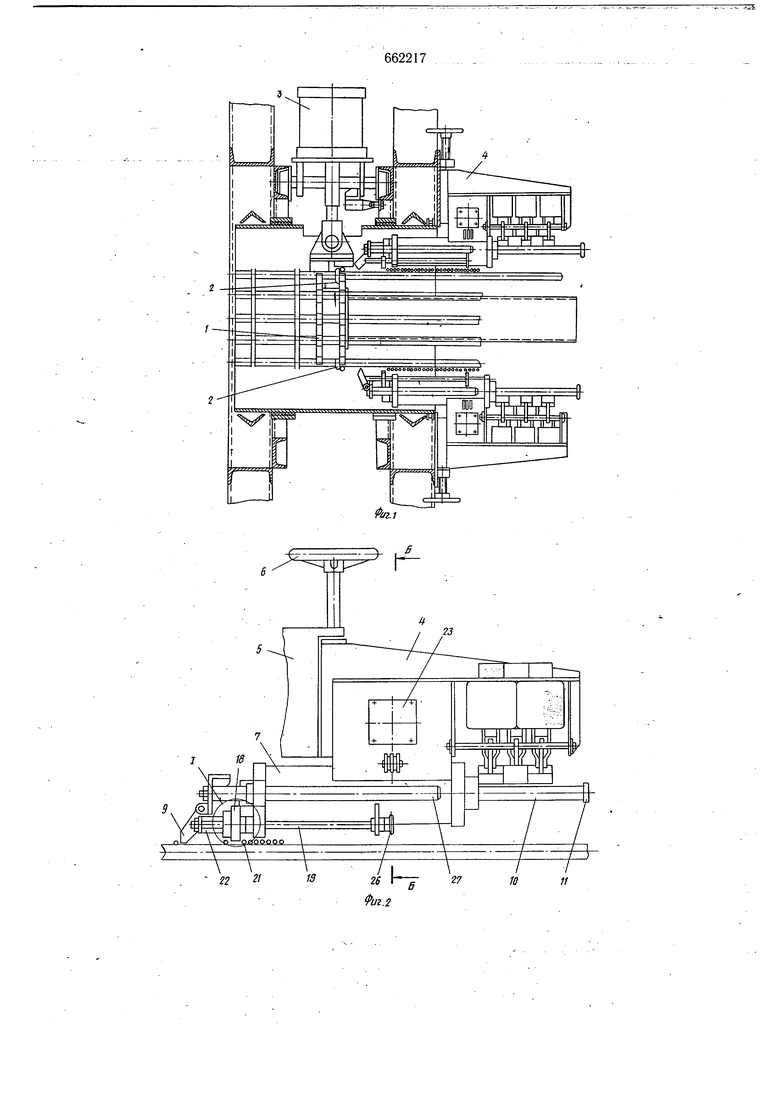
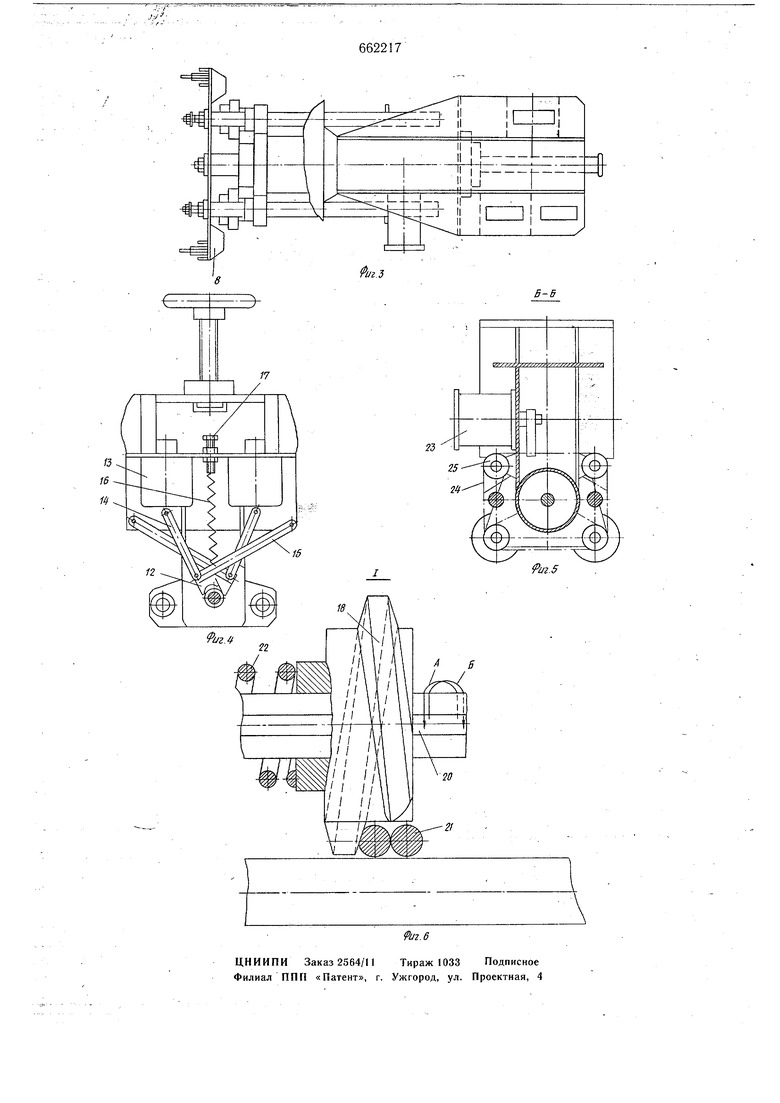
На фиг. 1 изображено предлагаемое устройство, вид сбоку; на фиг. 2 - механизм подачи, вид сбоку; на фиг. 3 - то же, вид сверху; на фиг. 4 - то же, вид сзади; на фиг. 5- разрез Б-Б фиг. 2;на фиг. 6 - узел I на фиг. 2. В устройстве сварка производится на консоли рамы, имеющей планшайбу 1 с упорами 2, сварочной головкой 3, перемещающейся вокруг каркаса. Механизм поштучной вы-дачи хомутов и механизм перемещения каркаса 4 крепится на раме устройства 5 в направляющих с возможностью перемещения по вертикали винтом -6. ПневмбцилИндр подачи 7 каркаса на один щаг имеетна щтоке пленку 8 с подпружиненными упорами 9, которыми реремещается готовый каркас. На хвостовике 10 штока пневмоцилиндра подачи 7 имеется бурт 11, который упира ется на пленки 12, опускаемые электромагнитами 13 на хвостовик 10. Пленки шарнирно связаны тягами 14, 15 с корпусом механизма. Возврат планок 12 в исходное положение производится пружинами 16, натйженйе которых рёТулируется винтом 17. Выдача поперечной арматуры производится диском 18, находящемся на валу 19. Диск выполнен с винтовой наружной поверхностыо и имеет возможность перемещения на валу 19 в осевом направлении по шпонке 20. Контакт диска 18 с поперёчнюй арматурой 21 прбМЙОШГся пружиной 22. Вращение диска 18 производится пневмоцилиндром 23, щток которого соединен с цепью 24, охватывающей звездочки 25 и 26. Фиксация щтока 10 пневмоцилиндраподачи от проворота производится скалками 27. . Устройство работает следующим обра ОМ. ----- -- -- -----ПосЛеп риварки очередного хомута пневмоцилиндр подачи 7 подпружиненными упорами, контактирующими с приваренным хомутом, передвигает сваренный каркас на один шаг. Регулировка величины шага производится опусканием электромагнитами 13 планок 12 на хвостовик 10, в которые при ходе пневмоцилиндра упирается бурт И. Таким образом, чем больше опущено планок 12, тЪм меньше ход пневмоцилиндра, а макси:мальный ход пневмоцилиндра - при всех поднятых планках. Поштучная выдача арматуры осуществляется поворотом диска 18 на один оборот пневмоцилиндром 23 по стрелке А (см. фиг. 6), при этом виток резьбы отделяет один хомут от остальных, лежащих за затвором. При обратном ходепневмоцилиндра 23 диск поворачивается по стрелке Б и принимает положение, показанное на фиг. 6. При перемещении каркаса на один шаг пневмоцилиндром подачи 7 хомут, находящийся за диском, перемещается вместе с продольной арматурой, на которой он лежит до контакта с упорами 2 на планшайбе 1 и останавливается ими под местом сварки. Двойной ход пневмоцилиндра 23 осуществляется при исходном положении пневмоцилиндра подачи во время хода сварочной ол&ъкн вокруг каркаса в процессе сварки. Формула изобретения Устройство для сварки арматурных каркасов преимущественно прямоугольной формы с поперечными элементами в виде хому г з, содержащее сварочные электроды, механизм перемещения каркаса на шаг и механизм подачи поперечных элементов, отличающееся тем, что, с целью повышения производительности путем автоматизации процесса подачи хомутов в зону сварки, механизм подачи поперечных элементов выполнеи в виде установленного вдоль линии подачи каркаса приводного вала с подпружиненным в осевой направлении диском, имеющим винтовую наружную поверхность. . Источники информации, принятые вб внимание при Экспертизе 1.Авторское свидетельство СССР № 99983, кл. В 23 К 11/10, 1952. 2.Островский А. И. Сварные арматурные каркасы и сетки. М.-Л., Госстройиздат, 1941, с. 50-62.
f.-- ,,, -- u r
да я
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления пространственных арматурных каркасов и устройство для его осуществления | 1985 |
|
SU1250366A1 |
| Установка для изготовления пространственных арматурных каркасов | 1990 |
|
SU1773639A1 |
| Устройство для констактной сварки объемных арматурных каркасов | 1973 |
|
SU498126A1 |
| Устройство для сварки арматурных сеток с укороченными поперечными стержнями, смещенными к ее боковым сторонам | 1978 |
|
SU725761A1 |
| Устройство для контактной сварки пространственных арматурныхКАРКАСОВ | 1970 |
|
SU437337A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ | 1971 |
|
SU298445A1 |
| Линия для изготовления пространственных арматурных каркасов | 1983 |
|
SU1142244A1 |
| Клещи для контактной точечнойСВАРКи | 1978 |
|
SU810410A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕТОК | 2003 |
|
RU2251475C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ | 1971 |
|
SU321330A1 |